热轧用无取向硅钢开轧的方法与流程
本发明涉及硅钢热轧领域,具体而言,涉及一种热轧用无取向硅钢开轧的方法。
背景技术:
1、现有热轧用的开轧料,也就是精轧换辊后的第一、二块,钢种为sphc-1cal、q235b,由于此两个钢种可以轧制比较厚,属于低碳钢,精轧开轧比较稳定,一般安排3-4块sphc-1cal/q235b的开轧,后接硅钢x800/x600/x470,其具体特殊工艺如下:
2、1)开轧料,非硅钢,与硅钢之间空位必须≥3米;2)开轧料进二加后,二加温度按照1200±20℃控制;硅钢进二加后,二加温度按照1180±20℃控制,开轧料走完当前段,炉气温度按照硅钢工艺文件要求温度控制;3)开轧料进均热后,均热温度按照1180±20℃控制;硅钢进入均热后,均热温度按照1160±20℃控制,开轧料走完当前段,炉气温度按照硅钢工艺文件要求温度控制;4)高牌号硅钢,如x350、x350d、x300、x250,计划编排时,必须安排在计划15块以后;高牌号硅钢进炉以后,炉气温度必须严格按照高牌号硅钢工艺要求温度控制,避免烧损。
3、存在最大的问题是:
4、问题一,开轧料的钢种为sphc-1cal、q235b,与后接硅钢x800/x600/x470炉气温度相差比较大,且加热工艺趋势是相反的,硅钢是从一加温度到均热温度是越来越低,而开轧料的钢种为sphc-1cal、q235b则是从一加温度到均热温度是越来越高。例如,开轧料的钢种为sphc-1cal、q235b的出炉温度在1220-1230℃,而硅钢的出炉温度在1110-1120℃,基本相差100℃,同时硅钢对炉气温度的控制非常的严苛,偏高容易产生铁损的偏高,磁性能出问题。
5、问题二,由于开轧料的厚度和宽度、钢种等一直无法固定,导致开轧料的一些参数无法固定,且由于要兼顾硅钢的炉气温度,导致在精轧轧制时,经常出现轧制辊印、轧损、轧烂、甚至出现堆钢的情况。如成分含c:0.02-0.25%,mn:0.15-0.9%,s:≤0.025,p≤0.035,si≤0.35,合金成分微量、厚度3.5-5.5mm之间、宽度1100-1280mm、出炉目标温度1200-1270℃,其都是在一定范围的,而且这些做开轧料的在其他正常料也是正常使用,故此开轧料的一些开轧策略无法进行固化,且要兼顾硅钢的炉气温度1090-1140℃。
6、问题三,效率问题,由于炉气温度相差较大,开轧料与硅钢之间空位必须≥3米。如下表:
7、
技术实现思路
1、本发明的目的包括,例如,提供了一种热轧用无取向硅钢开轧的方法,其能够改善现有的开轧料与后接硅钢炉气温度偏差大以及空位的问题。
2、本发明的实施例可以这样实现:
3、本发明的实施例提供了一种热轧用无取向硅钢开轧的方法,包括:
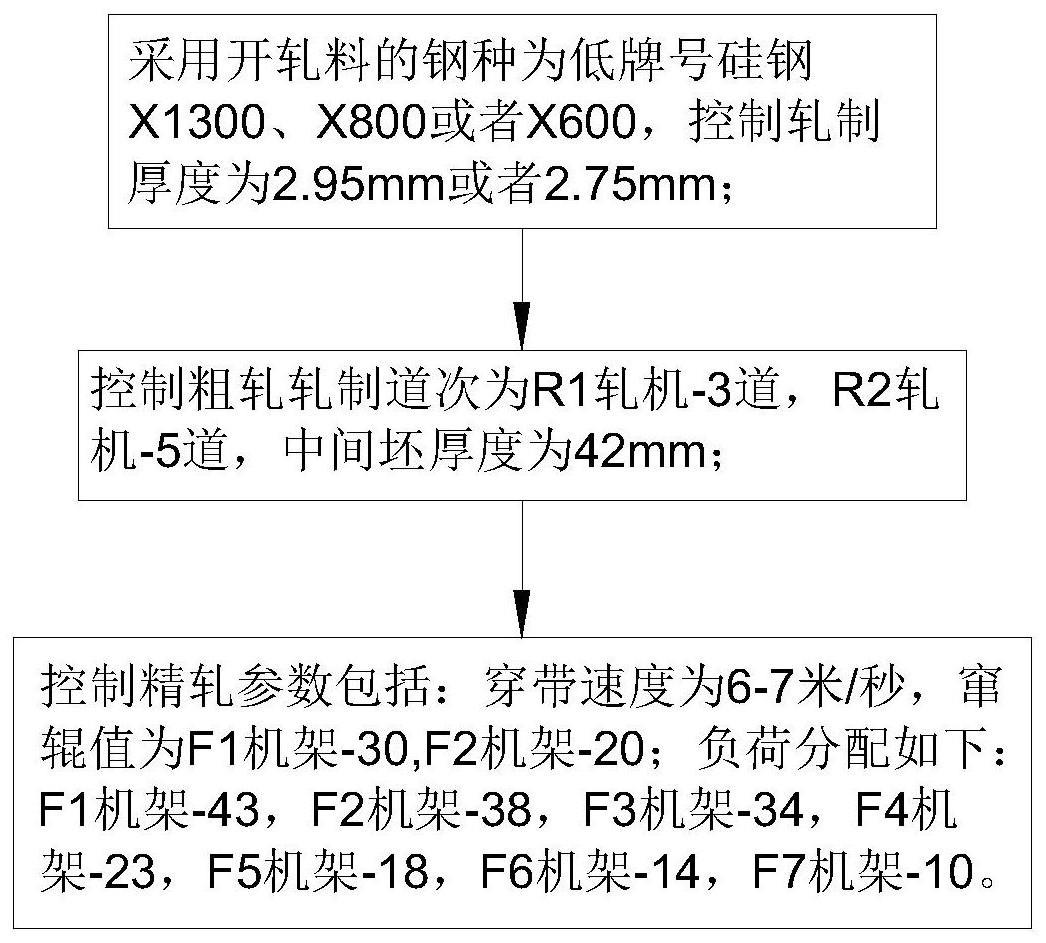
4、采用开轧料的钢种为低牌号硅钢x1300、x800或者x600,控制轧制厚度为2.95mm或者2.75mm;
5、控制粗轧轧制道次为r1轧机-3道,r2轧机-5道,中间坯厚度为42mm;
6、控制精轧参数包括:穿带速度为6-7米/秒,窜辊值为f1机架-30,f2机架-20;负荷分配如下:f1机架-43,f2机架-38,f3机架-34,f4机架-23,f5机架-18,f6机架-14,f7机架-10。
7、另外,本发明的实施例提供的热轧用无取向硅钢开轧的方法还可以具有如下附加的技术特征:
8、可选地,所述低牌号硅钢x1300、x800或者x600的成分范围包括:c:≤0.0025%,si:0.15-0.6%,mn:0.15-0.4%,p:≤0.1%,s:≤0.0045%。
9、可选地,所述低牌号硅钢x1300、x800或者x600的成分范围包括:si:0.15-0.3%,mn:0.3-0.4%,p:0.07-0.1%。
10、可选地,所述低牌号硅钢x1300的成分范围包括:c:≤0.002%,si:0.25%,mn:0.35%,p:0.085%,s:≤0.004%。
11、可选地,控制精轧的穿带速度为6.2米/秒。
12、可选地,控制所述低牌号硅钢x1300以及x800的各段炉气温度参数为:一加按照1150-1190℃控制,二加按照1135-1165℃控制,均热按照1100-1140℃控制。
13、可选地,控制所述低牌号硅钢x1300以及x800的各段炉气温度参数为:一加按照1170℃控制,二加按照1155℃控制,均热按照1120℃控制。
14、可选地,控制所述低牌号硅钢x600的各段炉气温度参数为:一加按照1140-1180℃控制,二加按照1130-1170℃控制,均热按照1090-1130℃控制。
15、可选地,控制所述低牌号硅钢x600的各段炉气温度参数为:一加按照1160℃控制,二加按照1150℃控制,均热按照1110℃控制。
16、可选地,对开轧料的前两块进行平整。
17、本发明实施例的热轧用无取向硅钢开轧的方法的有益效果包括,例如:
18、热轧用无取向硅钢开轧的方法,包括采用开轧料的钢种为低牌号硅钢x1300、x800或者x600,控制轧制厚度为2.95mm或者2.75mm;控制粗轧轧制道次为r1轧机-3道,r2轧机-5道,中间坯厚度为42mm;控制精轧参数包括:穿带速度为6-7米/秒,窜辊值为f1机架-30,f2机架-20;负荷分配如下:f1机架-43,f2机架-38,f3机架-34,f4机架-23,f5机架-18,f6机架-14,f7机架-10。
19、通过x1300、x800或者x600做开轧料,解决炉气温度偏差大的和空位的问题。由于x1300、x800、x600以及后接硅钢都是硅钢,且炉气温度相差不大,不需要有空位,不需要特殊的工艺控制要求。直接按工艺烧钢要求执行即可。再通过粗轧以及精轧控制过程,改变厚度后能够专门设计一系列的固化参数2.95mm或者2.75mm。使得开轧稳定性增强,提高效率以及质量。
技术特征:
1.一种热轧用无取向硅钢开轧的方法,其特征在于,包括:
2.根据权利要求1所述的热轧用无取向硅钢开轧的方法,其特征在于:
3.根据权利要求2所述的热轧用无取向硅钢开轧的方法,其特征在于:
4.根据权利要求3所述的热轧用无取向硅钢开轧的方法,其特征在于:
5.根据权利要求1所述的热轧用无取向硅钢开轧的方法,其特征在于:
6.根据权利要求1所述的热轧用无取向硅钢开轧的方法,其特征在于:
7.根据权利要求6所述的热轧用无取向硅钢开轧的方法,其特征在于:
8.根据权利要求1所述的热轧用无取向硅钢开轧的方法,其特征在于:
9.根据权利要求8所述的热轧用无取向硅钢开轧的方法,其特征在于:
10.根据权利要求1所述的热轧用无取向硅钢开轧的方法,其特征在于:
技术总结
本发明的实施例提供了热轧用无取向硅钢开轧的方法,涉及硅钢热轧领域。旨在改善现有的开轧料与后接硅钢炉气温度偏差大以及空位的问题。包括采用开轧料的钢种为X1300、X800或者X600,控制轧制厚度为2.95mm或者2.75mm;控制粗轧轧制道次,R1‑3道,R2‑5道,中间坯厚度为42mm;控制精轧参数:穿带速度为6‑7米/秒,窜辊值为F1‑30,F2‑20;负荷分配:F1‑43,F2‑38,F3‑34,F4‑23,F5‑18,F6‑14,F7‑10。由于开轧料以及后接硅钢都是硅钢,炉气温度相差不大,不需要有空位,再专门对X1300做了二级的开轧策略固化了参数,使得开轧稳定性增强。
技术研发人员:徐细华,马晓旭,赖云,肖瑜,赵安明,李磊,黄素中,杨同利,邹岩龙,邹文捷,管兴伟,魏一琦,王军
受保护的技术使用者:新余钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!