一种适用于大型压铸件的连接件焊接方法及装置与流程
本发明属于压铸件焊接,具体涉及一种适用于大型压铸件的连接件焊接方法及装置。
背景技术:
1、随着我国经济和社会的快速发展,我国的国际地位以及人民的生活质量也在同步提高。同时,现代化制造业作为社会发展和经济增长的关键动力领域,也呈现出高速发展的态势。而以压铸技术为核心的相关技术手段,其具有实用性广、生产效率高、产品性能优良等优势特性,是现代制造业研究发展的核心技术领域之一。
2、在压铸技术领域中,大型一体化压铸件由于其所具备的适用性强、制备成本低的特点,逐渐成为了压铸技术领域中的研发热点方向。同时,随着大型一体化压铸件的发展,对于压铸件而言,根据设备工作需求,逐渐集成了许多装配工艺,其中,就包括了在大型一体化压铸件上对应焊接尺寸、结构、形状不同连接件的需求,以便于通过该连接件实现对压铸件的固定或定位。而在此过程中,通常对连接件在压铸件上的焊接位置以及连接件的姿态有着较为严格的要求,若连接件的焊接位置不对,将会影响诸如原设计线束的走线轨迹,导致线束出现无法固定的风险。
3、在现有技术中,对于压铸件上连接件的焊接通常采用成本较低的手焊枪的方式实现对连接件的焊接,并配合使用在压铸件上人工划线的方式确定对各个连接件在压铸件上的焊接位置,采用该焊接方法往往存在较高的焊接位置偏离的风险,通常无法满足精准度要求较高的客户需求。而另一种方法这是采用限位片实现对焊接的限位,其通常用于限位连接件在压铸件上的具体位置,其虽然能够稍微提升连接件的焊接效率,但采用该焊接方式焊接的连接件器焊接的稳定性不足,且连接件焊接之后位置偏离较多的问题。
技术实现思路
1、针对现有技术的以上缺陷或改进需求中的一种或者多种,本发明提供了一种适用于大型压铸件的连接件焊接方法及装置,其能够准确适应不同结构类型的大型压铸件,并配合不同类型的连接件,实现对不同连接件在大型压铸件位置的定位和焊接,同时,确保连接件在大型压铸件上的焊接准确度,在提升连接件的焊接效率的同时还能显著降低连接件的焊接成本。
2、为实现上述目的,本发明提供一种适用于大型压铸件的连接件焊接方法包括以下步骤:
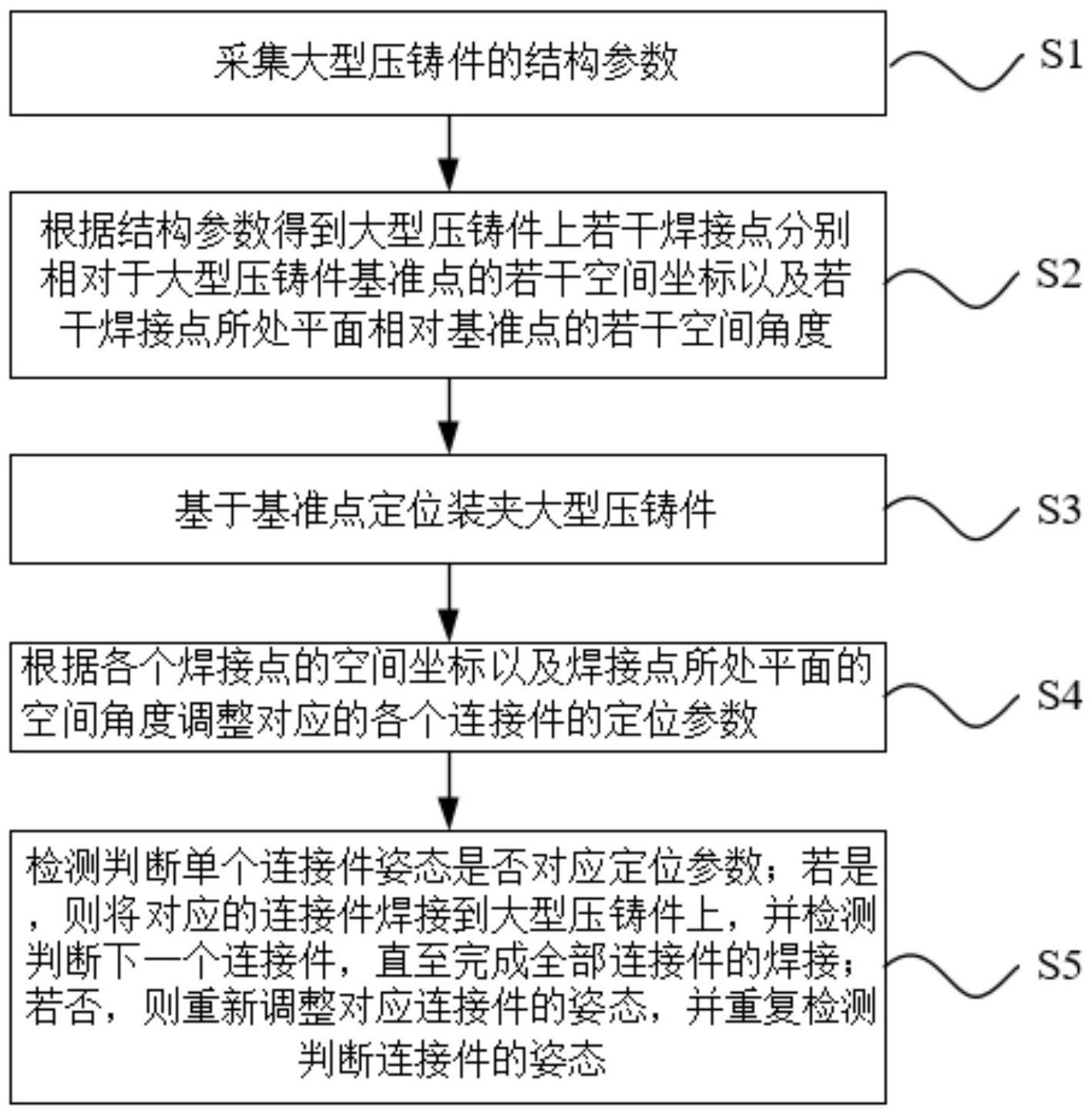
3、采集所述大型压铸件的结构参数;
4、根据所述结构参数得到大型压铸件上若干焊接点分别相对于所述大型压铸件基准点的若干空间坐标以及若干所述焊接点所处平面相对所述基准点的若干空间角度;
5、基于所述基准点定位装夹所述大型压铸件;
6、根据各个所述焊接点的所述空间坐标以及所述焊接点所处平面的所述空间角度调整对应的各个连接件的定位参数;
7、检测判断单个所述连接件姿态是否对应所述定位参数;若是,则将对应的所述连接件焊接到所述大型压铸件上,并检测判断下一个所述连接件,直至完成全部所述连接件的焊接;若否,则重新调整对应所述连接件的姿态,并重复检测判断所述连接件的姿态。
8、作为本发明的进一步优选,所述定位参数包括所述连接件的种类、位置和方向。
9、作为本发明的进一步优选,所述检测判断单个所述连接件的姿态是否对应所述定位参数包括以下步骤:
10、采集单个所述连接件的图像信息;
11、通过所述图像信息得到单个所述连接件的姿态信息;
12、对比所述姿态信息和所述定位参数,得到检测判断差值;
13、判断所述检测判断差值是否在要求阈值范围内;若是,输出单个所述连接件姿态对应所述定位参数;若否,输出当所述连接件姿态不对应所述定位参数。
14、作为本发明的进一步优选,所述连接件为螺柱。
15、进一步地,本技术还公开了一种适用于大型压铸件的连接件焊接装置,采用如权利要求上述的适用于大型压铸件的连接件焊接方法完成所述连接件在所述大型压铸件上的焊接,所述焊接装置包括:
16、至少一个定位夹具,所述大型压铸件对应设置在各所述定位夹具上,用于所述大型压铸件的装夹固定;
17、至少一个焊接机构,各所述焊接构件根据定位参数布置在对应的所述焊接点上,所述定位参数根据所述焊接点在所述大型压铸件上的位置以及所述焊接点所处平面的空间角度计算;
18、所述焊接机构包括沿第一方向延伸的支架、多向调节支臂以及焊接构件,所述多向调节支臂的一端设置有焊接构件,所述多向调节支臂的另一端设置在所述支架上,用于根据所述定位参数调节所述多向调节支臂,以调节所述焊接构件的姿态。作为本发明的进一步优选,所述焊接装置还包括底板,各所述定位夹具和各所述焊接机构均设置在所述底板上。
19、作为本发明的进一步优选,所述底板上设置有若干连接区域,用于所述定位夹具和/或所述焊接机构的可拆卸定位安装。
20、作为本发明的进一步优选,所述底板上还设置有至少一个基准构件,各所述基准构件背离所述底板的端部对应所述基准点。
21、作为本发明的进一步优选,所述多向调节支臂和所述支架之间设置有锁定组件,用于锁定所述多向调节支臂和所述支臂之间的相对位置。
22、作为本发明的进一步优选,所述锁定组件包括对应设置在所述多向调节支臂上的锁定螺栓以及设置在所述支架上的锁定螺孔,用于所述多向调节支臂在所述支架上的可拆卸固定。
23、上述改进技术特征只要彼此之间未构成冲突就可以相互组合。
24、总体而言,通过本发明所构思的以上技术方案与现有技术相比,具有的有益效果包括:
25、(1)本发明的一种适用于大型压铸件的连接件焊接方法,其通过采集大型压铸件的结构参数;根据结构参数得到大型压铸件上若干焊接点分别相对于大型压铸件基准点的若干空间坐标以及若干焊接点所处平面相对基准点的若干空间角度;基于基准点定位装夹大型压铸件;根据各个焊接点的空间坐标以及焊接点所处平面的空间角度调整对应的各个连接件的定位参数;检测判断单个连接件姿态是否对应定位参数;若是,则将对应的连接件焊接到大型压铸件上,并检测判断下一个连接件,直至完成全部连接件的焊接;若否,则重新调整对应连接件的姿态,并重复检测判断连接件的姿态的步骤,能够准确适应不同结构类型的大型压铸件,并配合不同类型的连接件,实现对不同连接件在大型压铸件位置的定位和焊接,在提升连接件的焊接效率的同时还能显著降低连接件的焊接成本。
26、(2)本发明的一种适用于大型压铸件的连接件焊接装置,其通过采用焊接机构和底板之间的可调连接形式,实现焊接构件在空间坐标系中朝向对应焊接点所要求的焊接姿态的初步调整。同时,通过支架和多向调节支臂之间采用锁定螺栓以及锁定螺孔构成的锁定组件,进一步地实现了焊机构件在空间坐标系中的位置调整以及调整之后的稳定固定。并且,结合多向调节支臂中针对各个子支臂的参数设计以及各个子支臂相互之间的位置调节,进而实现焊接构件在空间坐标系中多自由度的灵活调整,确保各个焊接件能够根据各个焊接点的定位参数,将各个焊接件按照指定的姿态焊接在大型压铸件上。
27、(3)本发明的一种适用于大型压铸件的连接件焊接方法及装置,其结构简单,操作简便,可靠性高,其通过根据大型压铸件基准点构建的适用于大型压铸件以及焊接装置的空间坐标系,并结合各个焊接点在空间坐标系中的位置信息,准确确定大型压铸件的定位装夹以及连接件的定位参数。进而在焊接机构的调整下,确保焊枪能够按照各个焊接点所要求的定位参数按照准确的焊接姿态完成连接件在对应焊接点上的高精度焊接。同时,通过采用底板分别与定位夹具、焊接机构之间的可拆卸连接形式,使得在进行大型压铸件的连接件焊接过程中,能够确保定位夹具先实现对大型压铸件的装夹,避免焊接机构对大型压铸件定位装夹造成影响,之后再通过焊接机构实现各个连接件在大型压铸件上的准确焊接,显著的提升了该焊接装置的适用性,在确保连接件准确焊接的同时还能够显著降低连接件焊接的成本,具有良好的经济效益和推广前景。
- 还没有人留言评论。精彩留言会获得点赞!