一种几字形折弯成型连续模的制作方法
本发明涉及冲压模具,具体为一种几字形折弯成型连续模。
背景技术:
1、冲压模具是在冷冲压加工中,将材料加工成零件的一种特殊工艺装备,称为冷冲压模具;参考中国专利,申请号为:“201520065797.3”的“折弯成型连续模”,该专利解决了现有的侧推结构复杂以及模具调试困难,导致生产效率降低以及产品成本增加的问题,但依然存在需要频繁的步骤来实现成型作业,导致产品累计公差大尺寸不稳定,同时不便于进行上料作业的缺陷,对此我们提出了一种几字形折弯成型连续模来解决上述问题。
技术实现思路
1、针对现有技术的不足,本发明提供了一种几字形折弯成型连续模,解决了成型方式繁琐导致生产效率降低、上料便捷性较差的问题。
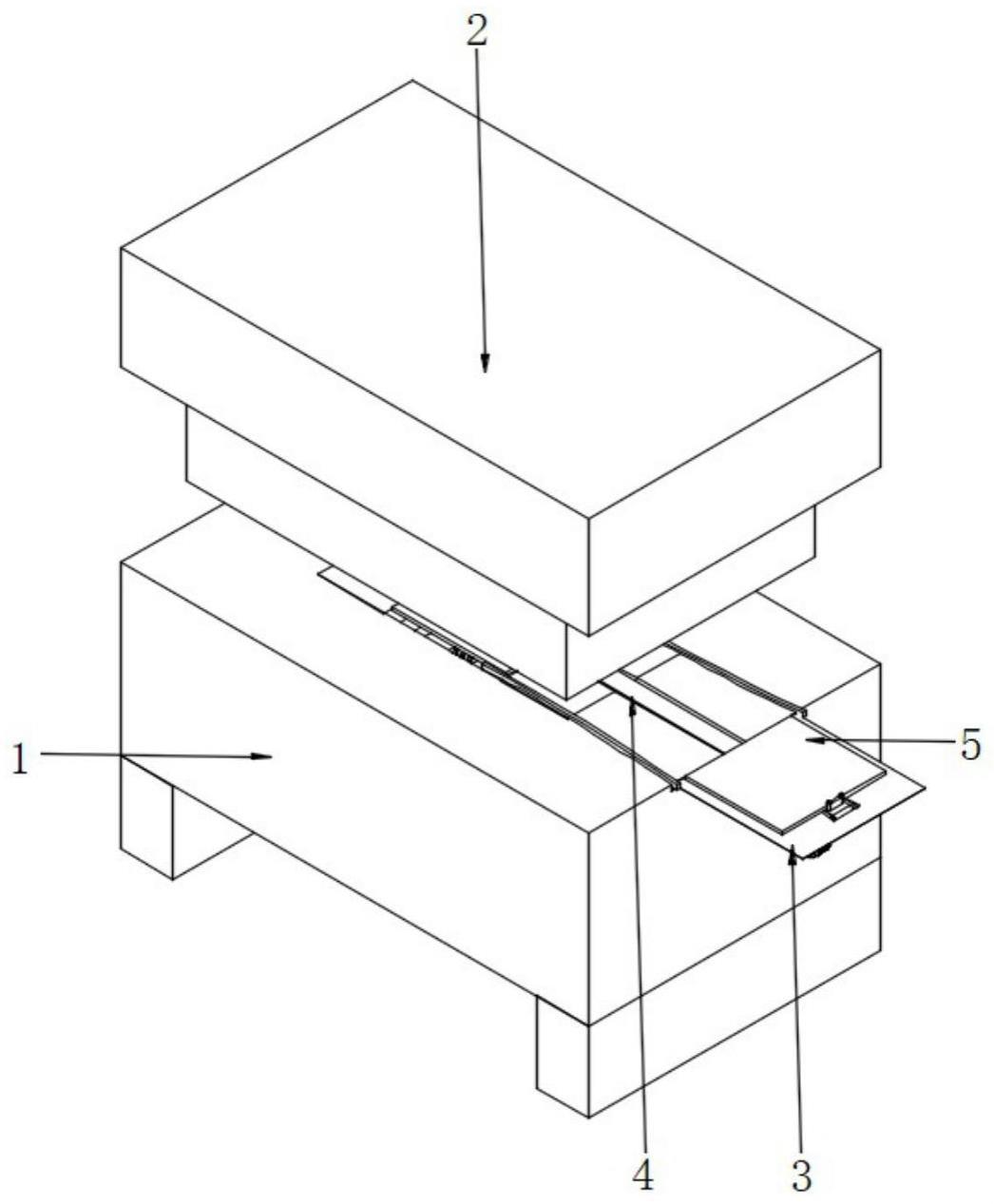
2、为实现以上目的,本发明通过以下技术方案予以实现:一种几字形折弯成型连续模,包括下模架和上模架,所述下模架和上模架之间设有成型组件,所述下模架的侧面设有输料组件,所述输料组件包含有支撑台,所述支撑台的顶面放置有成型板件,所述支撑台的侧面固定安装在下模架的侧面中部,所述支撑台与下模架之间转动连接有输料带,所述输料带的外侧固定安装有推板,所述推板的内部两侧均设有定位螺栓,且通过定位螺栓的配合固定在输料带的外侧。
3、优选的,所述输料带的内部两端均转动连接有转轴,两侧的转轴分别转动安装在下模架和支撑台内部,所述支撑台的底部固定安装有驱动电机,所述驱动电机的输出端与对应的转轴之间设有相互传动的链条。
4、优选的,所述输料带的顶面与下模架以及支撑台保持齐平。
5、优选的,所述成型组件包含有成型凸模以及成型凹模,所述成型凸模滑动安装在上模架的底部,且其端部与上模架之间固定有限位弹簧体,所述上模架的底部两侧均固定安装有压杆,所述成型凹模滑动安装在下模架的内部,且与下模架之间固定有复位弹簧,所述成型凹模的外侧设有辅助成型组件。
6、优选的,所述辅助成型组件包含有侧向成型配件,所述侧向成型配件有两个且分别滑动安装在下模架内部,且安装位置位于成型凹模两侧,两个所述侧向成型配件与成型凹模之间均固定连接有支撑弹簧。
7、优选的,所述辅助成型组件还包含有梯形滑块,所述下模架的内部两侧均开设有限位槽,所述梯形滑块有两个且分别滑动安装在限位槽内部,两个所述梯形滑块的内侧分别与两侧的侧向成型配件相互贴合,所述梯形滑块的两侧均设有限位组件。
8、优选的,所述限位组件包含有限位板架,所述梯形滑块的顶面开设有槽口,所述限位板架呈弧形且上下滑动安装在内部,所述限位板架的底部两侧与槽口之间均固定安装有弹簧体。
9、有益效果
10、本发明提供了一种几字形折弯成型连续模。与现有技术相比具备以下有益效果:
11、(1)、该几字形折弯成型连续模,通过成型组件的设置,当需要加工的成型板件移动至下模架和上模架之间后,通过上模架的下移,能够带动底部的成型凸模下移与成型板件接触,通过成型凸模、成型凹模、压杆以及梯形滑块等组件的配合,使得成型板件进行一步成型,节省步骤、保证产品稳定,同时减少成型后的成型板件折弯处的材料厚度变化量。
12、(2)、该几字形折弯成型连续模,通过输料组件的设置,当输送的成型板件移动至支撑台后,通过驱动电机的开启,能够通过链条以及转轴的配合,带动输料带下运行,通过其外侧设有的推板,对成型板件进行输送,直至成型板件移动至下模架和上模架之间,实现成型板件的自动输送,保证了产品加工的连续性。
13、(3)、该几字形折弯成型连续模,通过两侧限位板架的配合,当成型板件进行输送时,能够与两侧的限位板架接触,通过两侧的限位板架的限位,能够避免成型板件输送至下模架和上模架之间时出现偏移,保证了成型板件的输送稳定性。
技术特征:
1.一种几字形折弯成型连续模,包括下模架(1)和上模架(2),其特征在于:所述下模架(1)和上模架(2)之间设有成型组件,所述下模架(1)的侧面设有输料组件;
2.根据权利要求1所述的一种几字形折弯成型连续模,其特征在于:所述输料带(4)的内部两端均转动连接有转轴(401),两侧的转轴(401)分别转动安装在下模架(1)和支撑台(3)内部,所述支撑台(3)的底部固定安装有驱动电机(301),所述驱动电机(301)的输出端与对应的转轴(401)之间设有相互传动的链条。
3.根据权利要求2所述的一种几字形折弯成型连续模,其特征在于:所述输料带(4)的顶面与下模架(1)以及支撑台(3)保持齐平。
4.根据权利要求1所述的一种几字形折弯成型连续模,其特征在于:所述成型组件包含有成型凸模(201)以及成型凹模(702),所述成型凸模(201)滑动安装在上模架(2)的底部,且其端部与上模架(2)之间固定有限位弹簧体(2011),所述上模架(2)的底部两侧均固定安装有压杆(202),所述成型凹模(702)滑动安装在下模架(1)的内部,且与下模架(1)之间固定有复位弹簧(7021),所述成型凹模(702)的外侧设有辅助成型组件。
5.根据权利要求4所述的一种几字形折弯成型连续模,其特征在于:所述辅助成型组件包含有侧向成型配件(7),所述侧向成型配件(7)有两个且分别滑动安装在下模架(1)内部,且安装位置位于成型凹模(702)两侧,两个所述侧向成型配件(7)与成型凹模(702)之间均固定连接有支撑弹簧(701)。
6.根据权利要求5所述的一种几字形折弯成型连续模,其特征在于:所述辅助成型组件还包含有梯形滑块(6),所述下模架(1)的内部两侧均开设有限位槽(101),所述梯形滑块(6)有两个且分别滑动安装在限位槽(101)内部,两个所述梯形滑块(6)的内侧分别与两侧的侧向成型配件(7)相互贴合,所述梯形滑块(6)的两侧均设有限位组件。
7.根据权利要求6所述的一种几字形折弯成型连续模,其特征在于:所述限位组件包含有限位板架(8),所述梯形滑块(6)的顶面开设有槽口(601),所述限位板架(8)呈弧形且上下滑动安装在内部,所述限位板架(8)的底部两侧与槽口(601)之间均固定安装有弹簧体(801)。
技术总结
本发明公开了一种几字形折弯成型连续模,本发明涉及冲压模具技术领域。该几字形折弯成型连续模,通过成型组件的设置,当需要加工的成型板件移动至下模架和上模架之间后,通过上模架的下移,能够带动底部的成型凸模下移与成型板件接触,通过成型凸模、成型凹模、压杆以及梯形滑块等组件的配合,使得成型板件进行一步成型,节省步骤、保证产品稳定,同时减少成型后的成型板件折弯处的材料厚度变化量,通过两侧限位板架的配合,当成型板件进行输送时,能够与两侧的限位板架接触,通过两侧的限位板架的限位,能够避免成型板件输送至下模架和上模架之间时出现偏移,保证了成型板件的输送稳定性。
技术研发人员:吴大林,蒋广君,安有彩,马余州,李连明,龙胜标,刘世文
受保护的技术使用者:怡景(上海)五金制品有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!