一种提高端部质量的锯切大棒材热锯钢片的制作方法
本发明涉及钢棒加工设备,具体涉及一种提高端部质量的锯切大棒材热锯钢片。
背景技术:
1、利用热能进行切割的一种技术。热锯机是热轧车间重要的辅助设备,热锯机设计的优劣直接影响锯切钢材的质量。热锯机是热轧车间里用得最多的设备,它一般装设在轧钢机后面的生产线上,在高温状态下锯切异型断面轧件,用于单根或整束轧件的切头、切尾和切定尺长度。它的主要优点是锯切断面平整,与剪切机比较,金属没有被强行塑性拉断的部分,特别是型钢的薄翼缘或腹壁不容易被压坏,因而轧件切口处精度较高。热锯机是广泛用于冶金厂型钢,尤其是异型断面型钢轧制生产线上的一种切断设备,一般被安装在轧机后面的生产线上。它的主要作用是将轧机轧制出来的轧件切头、切尾和切定尺。与其他切断设备比较,热锯机具有设备简单、重量轻、生产效率高的优点。在很多情况下,整个轧钢车间的生产量常因热锯机生产能力的限制而受到影响。热锯机的主要机构有三部分:锯片传动机构、锯片送进机构和调整定尺的锯机横移机构。热锯机通过金属锯片对钢棒进行锯切加工。
2、现有金属锯片存在问题:
3、(1)金属片体裂纹严重,安全隐患大;
4、热锯机使用φ2000×12mm锯片,锯切温度为780℃以上,锯片在使用过程中发现,齿根裂纹严重,最长可达50mm,锯片无法再修复利用,浪费教大,而且因为裂纹大,极易造成爆片,危险性较大;
5、(2)片体振动大,锯切钢材端面不整齐;
6、由于片体强度低,锯切过程不够稳定,造成锯切钢材端面出现台阶型锯痕,而且片体瓢曲严重,极大的影响了棒材外包装形象;
7、(3)齿端耐磨性差,锯切量低;
8、原锯片齿端硬度为hrc55-hrc 63,生产过程中发现其耐磨性较差,锯切量在700吨左右时,齿尖几乎被磨平。
技术实现思路
1、本发明提供一种提高端部质量的锯切大棒材热锯钢片,以解决上述背景技术中提出的问题。
2、为解决上述技术问题,本发明所采用的技术方案是:一种提高端部质量的锯切大棒材热锯钢片,包括锯片本体;
3、所述锯片本体为圆盘状结构,所述锯片本体中心设有安装孔,所述安装孔直径为550mm,所述安装孔用于套装在中心压盘上。
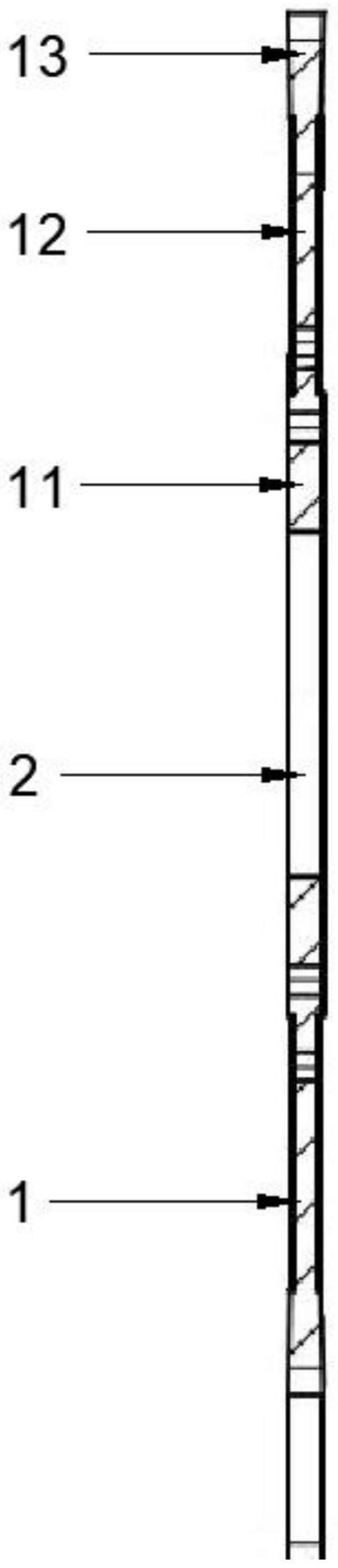
4、本发明技术方案的进一步改进在于:所述锯片本体由内至外依次包括安装部、冷却部和锯齿部,所述安装部、冷却部和锯齿部均为圆环状结构。
5、本发明技术方案的进一步改进在于:所述安装部直径为550mm-800mm,所述安装部厚度为13mm。
6、本发明技术方案的进一步改进在于:所述冷却部直径为1050mm-1700mm,所述冷却部厚度为12mm。
7、本发明技术方案的进一步改进在于:所述锯齿部直径为1750mm-2000mm,所述锯齿部厚度为13mm。
8、本发明技术方案的进一步改进在于:所述冷却部两端与安装部以及锯齿部之间通过斜面相互连接。
9、本发明技术方案的进一步改进在于:所述锯齿部上的锯齿数量为330个,所述锯齿之间的间距为19.04mm。
10、本发明技术方案的进一步改进在于:所述锯齿的前角角度为10°,所述锯齿楔角角度为60°。
11、由于采用了上述技术方案,本发明相对现有技术来说,取得的技术进步是:
12、1、本发明提供一种提高端部质量的锯切大棒材热锯钢片,通过提高锯片在加工区域以及安装区域的厚度,提升了锯片的整体强度,锯片裂纹程度大大减轻,可以进行多次重复修复利用,有效的节约了备件消耗。
13、2、本发明提供一种提高端部质量的锯切大棒材热锯钢片,通过设置的增厚结构可以提升整体锯片在加工运行过程中的稳定性,降低切割过程中锯片受到的震动,锯片运行平稳,锯切端面平整光滑,钢材外包装质量得到有效提高,同时提升锯片的承载力,降低冷却水流对锯片的影响。
14、3、本发明提供一种提高端部质量的锯切大棒材热锯钢片,通过提升锯齿硬度,延长了锯片的使用寿命,减少锯片更换次数,提高生产效率。
技术特征:
1.一种提高端部质量的锯切大棒材热锯钢片,包括锯片本体(1),其特征在于:所述锯片本体(1)为圆盘状结构,所述锯片本体(1)中心设有安装孔(2),所述安装孔(2)直径为550mm,所述安装孔(2)用于套装在中心压盘上。
2.根据权利要求1所述的一种提高端部质量的锯切大棒材热锯钢片,其特征在于:所述锯片本体(1)由内至外依次包括安装部(11)、冷却部(12)和锯齿部(13),所述安装部(11)、冷却部(12)和锯齿部(13)均为圆环状结构。
3.根据权利要求2所述的一种提高端部质量的锯切大棒材热锯钢片,其特征在于:所述安装部(11)直径为550mm-800mm,所述安装部(11)厚度为13mm。
4.根据权利要求2所述的一种提高端部质量的锯切大棒材热锯钢片,其特征在于:所述冷却部(12)直径为1050mm-1700mm,所述冷却部(12)厚度为12mm。
5.根据权利要求2所述的一种提高端部质量的锯切大棒材热锯钢片,其特征在于:所述锯齿部(13)直径为1750mm-2000mm,所述锯齿部(13)厚度为13mm。
6.根据权利要求2所述的一种提高端部质量的锯切大棒材热锯钢片,其特征在于:所述冷却部(12)两端与安装部(11)以及锯齿部(13)之间通过斜面相互连接。
7.根据权利要求2所述的一种提高端部质量的锯切大棒材热锯钢片,其特征在于:所述锯齿部(13)上的锯齿(131)数量为330个,所述锯齿(131)之间的间距为19.04mm。
8.根据权利要求7所述的一种提高端部质量的锯切大棒材热锯钢片,其特征在于:所述锯齿(131)的前角角度为10°,所述锯齿(131)楔角角度为60°。
技术总结
本发明公开了一种提高端部质量的锯切大棒材热锯钢片,涉及钢棒加工设备技术领域。包括锯片本体;锯片本体为圆盘状结构,锯片本体中心设有安装孔,安装孔直径为550mm,安装孔用于套装在中心压盘上。通过提高锯片在加工区域以及安装区域的厚度,提升了锯片的整体强度,锯片裂纹程度大大减轻,可以进行多次重复修复利用,有效的节约了备件消耗,设置的增厚结构可以提升整体锯片在加工运行过程中的稳定性,降低切割过程中锯片受到的震动,锯片运行平稳,锯切端面平整光滑,钢材外包装质量得到有效提高,同时提升锯片的承载力,降低冷却水流对锯片的影响,通过提升锯齿硬度,延长了锯片的使用寿命,减少锯片更换次数,提高生产效率。
技术研发人员:张群琥,李首,袁林,曾祥钢,刘兵
受保护的技术使用者:湖南华菱湘潭钢铁有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!