一种新能源汽车变速箱齿轮加工成型方法与流程
本发明涉及齿轮加工领域,更具体的说是一种新能源汽车变速箱齿轮加工成型方法。
背景技术:
1、变速箱齿轮是技术要求最高的零部件之一,齿轮在运转过程中,相互啮合的齿面之间既有滚动又有滑动,同时齿轮还受到脉冲应力和交变弯曲应力的作用,因此要求齿轮需经过热处理以具有良好的硬度、耐磨性、抗疲劳性能、高尺寸精度、运转中的低噪音的性能。而现有技术在加工变速箱齿轮时,不能够通过切削原料的方式进行齿轮的加工,防止物料在加工时出现回火,确保齿轮的表面硬度。
技术实现思路
1、为克服现有技术的不足,本发明提供一种新能源汽车变速箱齿轮加工成型方法,能够通过切削原料的方式进行齿轮的加工,能够防止物料在加工时出现回火,确保齿轮的表面硬度。
2、本发明解决其技术问题所采用的技术方案是:
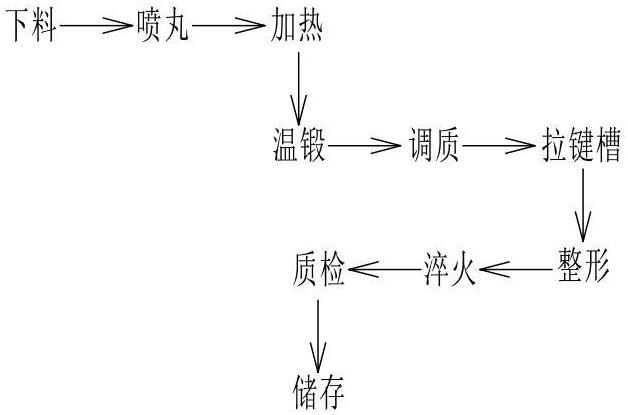
3、一种新能源汽车变速箱齿轮加工成型方法,该方法包括以下步骤:
4、步骤一:进行初步的下料并进行喷丸;
5、步骤二:对喷完后的物料加热后进行温锻;
6、步骤三:对物料调质处理后拉削出键槽;
7、步骤四:对拉削出键槽的物料进行齿轮的整形;
8、步骤五:对整形后的齿轮进行淬火完成齿轮的加工,进而进行质检和储存。
9、进一步的,所述步骤四中整形包括以下步骤:
10、s1:将拉削出键槽的物料放置在托架上进行定位和夹紧;
11、s2:对物料切削进行齿形的加工;
12、s3:带动物料转动进行齿轮直齿的完整成型;
13、s4:将加工后的齿轮进行下料及存料为步骤五做准备。
14、进一步的,所述托架固接在立轴上,立轴转动连接在限位架上,限位架上固接有横架,横架上滑动连接有u型架上,u型架上转动连接有切削架。
15、进一步的,所述u型架固接在两个气缸ⅰ的气缸杆上,两个气缸ⅰ均固接在进给架上,进给架连接在两个丝杆上,两个丝杆均转动连接在横架上。
16、进一步的,所述限位架固接在底架上,两个丝杆均转动连接在底架上,立轴上固接有齿圈,底架上滑动连接有两个驱动齿圈转动的齿条架。
技术特征:
1.一种新能源汽车变速箱齿轮加工成型方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的新能源汽车变速箱齿轮加工成型方法,其特征在于:所述步骤四中整形包括以下步骤:
3.根据权利要求2所述的新能源汽车变速箱齿轮加工成型方法,其特征在于:所述托架(22)固接在立轴(21)上,立轴(21)转动连接在限位架(12)上,限位架(12)上固接有横架(41),横架(41)上滑动连接有u型架(52)上,u型架(52)上转动连接有切削架(53)。
4.根据权利要求3所述的新能源汽车变速箱齿轮加工成型方法,其特征在于:所述u型架(52)固接在两个气缸ⅰ(51)的气缸杆上,两个气缸ⅰ(51)均固接在进给架(43)上,进给架(43)连接在两个丝杆(42)上,两个丝杆(42)均转动连接在横架(41)上。
5.根据权利要求4所述的新能源汽车变速箱齿轮加工成型方法,其特征在于:所述限位架(12)固接在底架(11)上,两个丝杆(42)均转动连接在底架(11)上,立轴(21)上固接有齿圈(23),底架(11)上滑动连接有两个驱动齿圈(23)转动的齿条架(33)。
6.根据权利要求5所述的新能源汽车变速箱齿轮加工成型方法,其特征在于:所述底架(11)的两端均固接有延伸架(31),两个延伸架(31)均固接有两个带动齿条架(33)滑动的气缸ⅱ(32),横架(41)与对应的延伸架(31)固接。
7.根据权利要求3所述的新能源汽车变速箱齿轮加工成型方法,其特征在于:所述托架(22)上螺纹连接有夹紧架(24)。
8.根据权利要求3所述的新能源汽车变速箱齿轮加工成型方法,其特征在于:所述切削架(53)的两侧均固接有多个冷却板(54)。
9.根据权利要求8所述的新能源汽车变速箱齿轮加工成型方法,其特征在于:所述多个冷却板(54)转动下扫过面积的直径小于切削架(53)转动下扫过面积的直径。
10.根据权利要求5所述的新能源汽车变速箱齿轮加工成型方法,其特征在于:两个所述齿条架(33)上均加工有刻度线。
技术总结
本发明涉及齿轮加工领域,更具体的说是一种新能源汽车变速箱齿轮加工成型方法。该方法包括以下步骤:步骤一:进行初步的下料并进行喷丸;步骤二:对喷完后的物料加热后进行温锻;步骤三:对物料调质处理后拉削出键槽;步骤四:对拉削出键槽的物料进行齿轮的整形;步骤五:对整形后的齿轮进行淬火完成齿轮的加工,进而进行质检和储存。所述步骤四中整形包括以下步骤:S1:将拉削出键槽的物料放置在托架上进行定位和夹紧;S2:对物料切削进行齿形的加工;S3:带动物料转动进行齿轮直齿的完整成型;S4:将加工后的齿轮进行下料及存料为步骤五做准备。能够通过切削原料的方式进行齿轮的加工,能够防止物料在加工时出现回火,确保齿轮的表面硬度。
技术研发人员:刘瑶,任钦荣
受保护的技术使用者:刘瑶
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!