柔性多兼容激光焊接系统及其多兼容焊接装置的制作方法
本发明涉及新能源巴片(汇流排)激光焊,具体涉及柔性多兼容激光焊接系统及其多兼容焊接装置。
背景技术:
1、随着新能源的汽车的飞速发展,新能源锂电行业的发展也是突飞猛进的,巴片(汇流排)由传统的拧螺丝被激光焊取代,巴片焊接柔性集成越来越是重中之重,焊接的种类较多如ctp和vda等多产品兼容发的激光焊接、以及他们的侧缝焊接、lctp侧缝焊接,不同的焊接就需要要不同的机器。一个激光工站需要兼容多种产品,尤其是对于自动化低的工厂,单工位功能合并的要求也越来越高,所以现在开始尝试把最基本的巴片焊接和侧缝焊接共用一个工位,为了减低成本,焊接机器人带振镜激光焊这种柔性兼容能力强的焊接方式就成了首选,但是目前缺乏具体结构和实现方式。
技术实现思路
1、针对上述问题,本发明的目的是提供一种柔性多兼容激光焊接系统及其多兼容焊接装置,能适用于多种焊接,有效降低焊接成本。
2、为了解决上述技术问题,本发明的第一技术方案如下:一种柔性多兼容激光焊接装置,包括第一移动机构和焊接机器人,所述第一移动机构上设有第一除尘机构,所述第一移动机构的内侧中部设有固定机构,
3、所述第一除尘机构包括除尘架、铜嘴固定台和除尘管,所述铜嘴固定台通过升降组件装在除尘架上,所述除尘管装在铜嘴固定台上且与铜嘴固定台上的铜嘴相连,所述铜嘴固定台上设有多个铜嘴固定孔,所述固定机构包括中部的锁紧卡扣和位于锁紧卡扣两侧的导向架,所述导向架上设有多个轨道板。
4、在上述技术方案中,所述焊接机器人为设置在机架一侧的机械臂和机械臂上的焊接头。
5、在上述技术方案中,所述第一移动机构为伺服三轴移动装置。
6、在上述技术方案中,所述锁紧卡扣两侧的导向架上均设有两个轨道板,且一侧的所述导向架上的依次是单轨轨道板和双轨轨道板,另一侧的所述导向架上的依次是双轨轨道板和单轨轨道板。
7、在上述技术方案中,所述升降组件包括设置在除尘架上的升降轨道,所述铜嘴固定台的两侧设有升降气缸,所述铜嘴固定台能在所述升降气缸的驱动下沿升降轨道升降。
8、在上述技术方案中,所述锁紧卡扣包括卡舌、锁紧座、连接板和锁紧气缸,所述卡舌铰接在所述锁紧座上,所述连接板装在所述锁紧气缸的输出轴上,所述卡舌与连接板相连。
9、在上述技术方案中,所述第一除尘机构的侧部设有振镜寻址机构包括寻址相机和振镜。
10、在上述技术方案中,柔性多兼容激光焊接装置的振镜寻址机构的寻址方法,步骤如下:
11、s1:坐标系的建立:伺服轴载相机和测距仪器配合使用校验标定零点,消除偏差,伺服轴移动每次移动测量相机拍摄4个极柱的中心,以相机透镜中心为原点,相机光轴为z轴,x轴为水平轴,y轴竖直,伺服轴带相机移动到托盘的固定的mark点进行归零,并把零点坐标记录为原点(0,0,0),x轴和z轴为水平坐标,y轴为焊接区域的竖直坐标;
12、s2:放置标准模组到对应位置,伺服轴带动相机移动校验标定模组处,此处定为原点(0,0,0),此时相机和伺服轴积累的偏移需要补偿,相机策划师每次移动4个电芯的距离,在相机视野范围内会出现4个电芯的极柱中心,标定极柱中心的坐标,对应电芯的极柱中心值定义规律,第一个电芯极柱中心标定为(a1,0,za1),第二个电芯极柱中心标定(a2,0,za2)……以此类推,标定完所有的极柱坐标,建立坐标系,并记录所有极柱的中心值;
13、s3:待检模组到位,伺服轴带动相机移动校验零点处,消除相机和伺服轴的偏移,每次移动4个电芯的距离,在相机视野范围内会出现4个电芯的极柱中心,检测出各个极柱中心的坐标,第一个电芯极柱中心标定为(x1,0,z1),第二个电芯极柱中心标定(x2,0,z2)……以此类推,计算出待测模组的极柱中心值的坐标值并建立一个新的坐标系;
14、s4:计算出标准组和待检组水平坐标的偏差δx和δz,记录数值,并把这个差值传给激光振镜,激光振镜根据差值做出光自动补偿;
15、s5:振镜补偿坐标,补偿后的坐标(xx1,y,zz1)(xx1,-y,zz1),(xx2,y,zz2)(xx2,-y,zz2)……,其中x轴的计算公式为:xx1=x1+δx1,xx2=x2+δx2……,z轴的计算公式为:zz1=z1+δz1,zz2=z2+δz2……。
16、在上述技术方案中,偏移补偿和测距检测,步骤如下:
17、s’1:伺服检测焊接系统自身会补偿偏移量同时测距仪检测零点的z向偏移。
18、s’2:以标准模组中的4点为例子,对点1,点2,点3,点4测距,对应z值分别为z1,z2,z3,z4,将测出的数值作为基准值;
19、s’3:z平均=(z1+z2+z3+z4)/4,δz=z测-z平均,其中δz是补偿值,z测是相机测距值;
20、s’4:补偿后对1,2,3,4点进行测距,记为δz1,δz2,δz3,δz4;
21、s’5:通过公式z=z测+δz计算出实际出光距离z;
22、s’6:焊接系统同时监控基准值z1,z2,z3,z4,δz1,δz2,δz3,δz4,z测;
23、s’7:当z-测距传感器测距值>0.1时报警,不执行焊接。
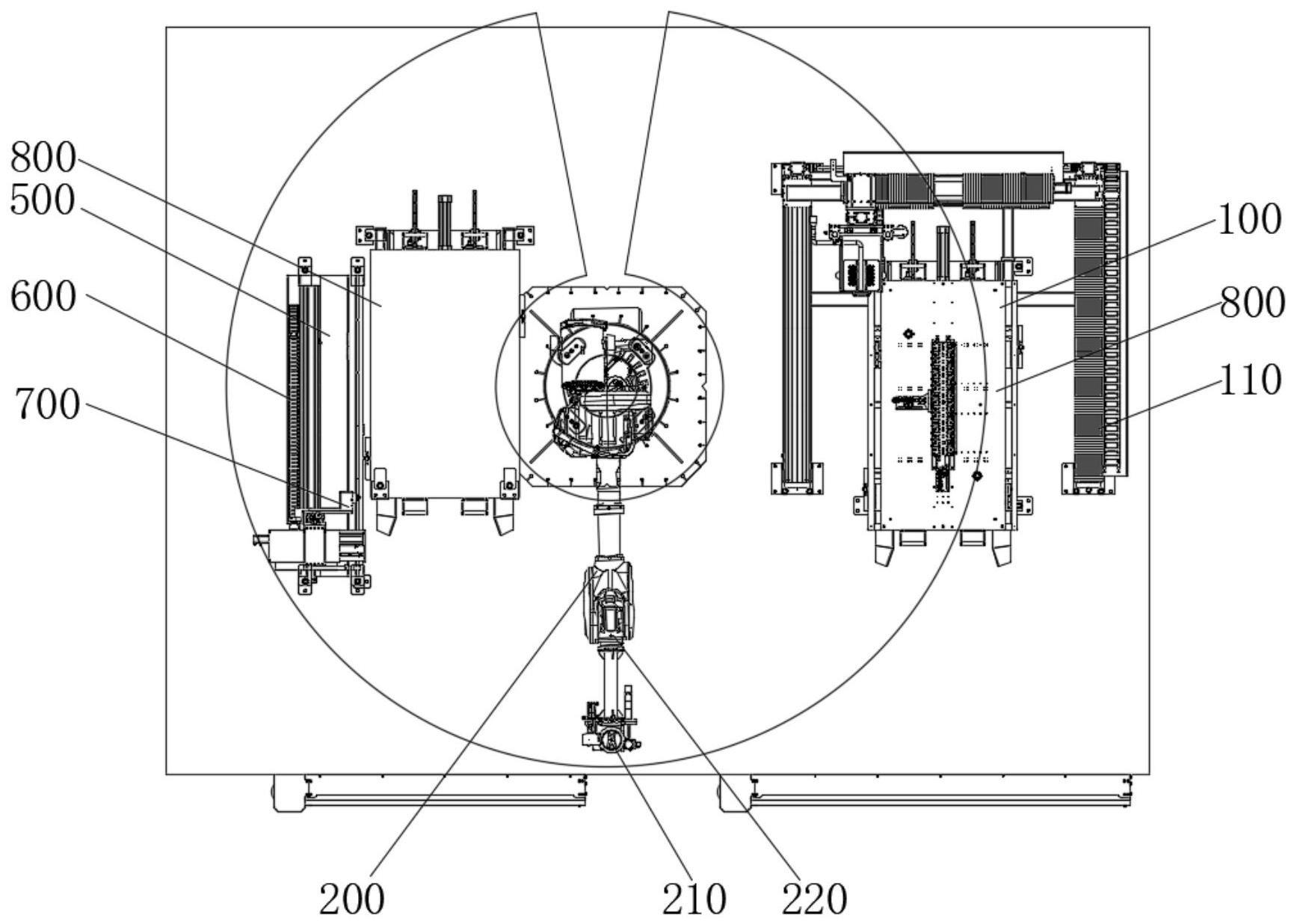
24、为了实现上述目的,本发明的第二技术方案是一种柔性多兼容巴片激光焊接系统,包括上述的多兼容焊接装置,还包括侧缝焊接装置,所述侧缝焊接装置包括第二移动机构和固定机构,所述第二移动机构为伺服单轴移动装置,且设置在固定机构的一侧,所述焊接机器人设置在多兼容焊接装置和所述侧缝焊接装置之间。
25、综上所述,采用本发明的技术方案相较于传统技术手段具有的有益效果是:本发明中柔性多兼容巴片激光焊接装置通过伺服移动和少量铜嘴实现紧凑焊缝的焊接,适用于电芯数量多,间隙小的焊接环境,能大大减少铜嘴的使用数量,有效降低了成本,而柔性多兼容巴片激光焊接系统可以兼容巴片焊接和侧缝焊接,可以兼容ctp、lctp、pack不同长度模组的焊接,适用性大大提高。
技术特征:
1.一种柔性多兼容激光焊接装置,其特征在于:包括第一移动机构(110)和焊接机器人(200),所述第一移动机构(110)上设有第一除尘机构(300),所述第一移动机构(110)的内侧中部设有固定机构(400),
2.根据权利要求1所述的柔性多兼容激光焊接装置,其特征在于:所述焊接机器人(200)为设置在机架一侧的机械臂(210)和机械臂(210)上的焊接头(220)。
3.根据权利要求1所述的柔性多兼容激光焊接装置,其特征在于:所述第一移动机构(110)为伺服三轴移动装置。
4.根据权利要求1所述的柔性多兼容激光焊接装置,其特征在于:所述锁紧卡扣(410)两侧的导向架(420)上均设有两个轨道板(430),且一侧的所述导向架(420)上的依次是单轨轨道板(431)和双轨轨道板(432),另一侧的所述导向架(420)上的依次是双轨轨道板(432)和单轨轨道板(431)。
5.根据权利要求1所述的柔性多兼容激光焊接装置,其特征在于:所述升降组件(340)包括设置在除尘架(310)上的升降轨道(341),所述铜嘴固定台(320)的两侧设有升降气缸(342),所述铜嘴固定台(320)能在所述升降气缸(342)的驱动下沿升降轨道(341)升降。
6.根据权利要求1所述的柔性多兼容激光焊接装置,其特征在于:所述锁紧卡扣(410)包括卡舌(411)、锁紧座(412)、连接板(413)和锁紧气缸(414),所述卡舌(411)铰接在所述锁紧座(412)上,所述连接板(413)装在所述锁紧气缸(414)的输出轴上,所述卡舌(411)与连接板(413)相连。
7.根据权利要求1所述的柔性多兼容激光焊接装置,其特征在于:所述第一除尘机构(300)的侧部设有振镜寻址机构(350)包括寻址相机和振镜。
8.根据权利要求1所述的柔性多兼容激光焊接装置,其特征在于:柔性多兼容激光焊接装置的振镜寻址机构(350)的寻址方法,步骤如下:
9.根据权利要求8所述的柔性多兼容激光焊接装置,其特征在于:偏移补偿和测距检测,步骤如下:
10.一种柔性多兼容巴片激光焊接系统,其特征在于:包括权利要求1-9之任一项所述的多兼容焊接装置(100),还包括侧缝焊接装置(500),所述侧缝焊接装置(500)包括第二移动机构(600)和固定机构(400),所述第二移动机构(600)为伺服单轴移动装置,且设置在固定机构(400)的一侧,所述焊接机器人(200)设置在多兼容焊接装置(100)和所述侧缝焊接装置(500)之间。
技术总结
本发明涉及一种柔性多兼容激光焊接系统及其多兼容焊接装置,包括第一移动机构和焊接机器人,第一移动机构上设有第一除尘机构,第一移动机构的内侧中部设有固定机构,柔性多兼容巴片激光焊接系统,包括上述的多兼容焊接装置,还包括侧缝焊接装置,侧缝焊接装置包括第二移动机构和固定机构,第二移动机构为伺服单轴移动装置,且设置在固定机构的一侧,焊接机器人设置在多兼容焊接装置和侧缝焊接装置之间。本发明中柔性多兼容巴片激光焊接装置通过伺服移动和少量铜嘴实现紧凑焊缝的焊接,减少了铜嘴的使用数量,有效降低了成本,而柔性多兼容巴片激光焊接系统可以兼容巴片焊接和侧缝焊接,可以兼容CTP、LCTP、PACK不同长度模组的焊接,适用性大大提高。
技术研发人员:李凌霞
受保护的技术使用者:上海君屹工业自动化股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!