大口径火炮身管膛线多齿形分段式电解加工阴极及工装
:本发明属于电解加工,涉及一种大口径火炮身管膛线多齿形分段式电解加工阴极及工装。
背景技术
0、
背景技术:
1、大口径火炮身管膛线的传统加工工艺是机械拉削,加工十几~几十条膛线需采用多把拉刀,分组进行拉削,经过成百上千次的拉削,才能完成膛线的加工,存在着加工效率低、成本高、加工质量差的问题,并且在针对新一代超高强炮钢、铬基高温合金等新型高强高硬火炮身管材料加工时,传统机械拉削工艺根本无法实现高效高质量加工,已无法满足现代战争对105mm、155mm等大口径火炮身管膛线的实际生产需求。
2、而电解加工技术是利用电化学阳极溶解原理,在高速流动电解液的作用下实现非接触式小间隙加工的一种高效高质量特种加工技术,具有不受金属材料强度、硬度、韧性的限制,工具阴极无损耗、工件表面无残余应力、效率高、表面质量好等优点,无疑是新一代超高强炮钢、铬基高温合金等新型高强高硬火炮身管材料的首选加工工艺。
3、由于传统的整体式电解加工阴极的工作齿与阴极体是一体式结构,基于电化学加工的原理,电解加工过程易受多种因素所影响,如电场、磁场、流场等因素,甚至工件材料(即工件材料不均匀和杂质等因素),都会导致加工的失败,阴极在加工过程中出现烧蚀损坏后,整体式电解加工阴极则需要整个更换掉,工件也会进行报废处理,同时在电解加工过程中还存在流场不均匀易短路、阴极成型精度差、阴极反复修正成本高等问题,无疑增加了生产成本和阴极研制周期,一定程度上也限制着电解加工的发展。
4、现有的火炮身管膛线电解加工过程中,由于阴极与工装结构的缺陷,身管工件末端不能精密成型加工,对于不能完全精密成型加工的工件,目前一般的解决办法是在工件加工末端多预留出一个阴极的工作长度,加工完成后再将预留部分切除,因此造成了身管材料的浪费。
5、发明专利“大口径深混合膛线复式阴极及其设计方法”(申请号201310559158.8)将阴极工作齿设计为可更换式结构,解决了传统阴极在使用过程中因工作齿严重烧伤导致整个阴极报废的问题,但存在着因阴极工作齿齿形相同造成的试验次数过多、阴极研制周期长等问题。
6、发明专利“200毫米口径等壁厚螺杆钻具定子内螺旋电解加工阴极”(申请号201721371435.2)将阴极设计为粗加工工作齿和精加工工作齿的结构,避免了阴极整体更换的弊端,但粗加工工作齿与可拆卸的精加工工作齿在装配为组合体时,两工作齿齿面的光滑连接过度依赖装配工人的技艺水平,导致两者极易错位,难以保证装配精度,从而影响加工成型精度;同时阴极工作齿出现损坏烧蚀后只能更换精加工工作齿,具有一定的局限性。
技术实现思路
0、
技术实现要素:
1、本发明的目的在于提供一种大口径火炮身管膛线多齿形分段式电解加工阴极及工装,其克服了现有技术中存在的传统电解加工阴极在加工过程中流场不均匀易短路、阴极成型精度差、阴极反复修正成本高、研制周期长问题。
2、本发明的另一目的在于提供一种大口径火炮身管的工装,解决现有大口径火炮身管膛线电解加工工件末端无法完全精密成型的问题。
3、为实现上述目的,本发明采用的技术方案为:
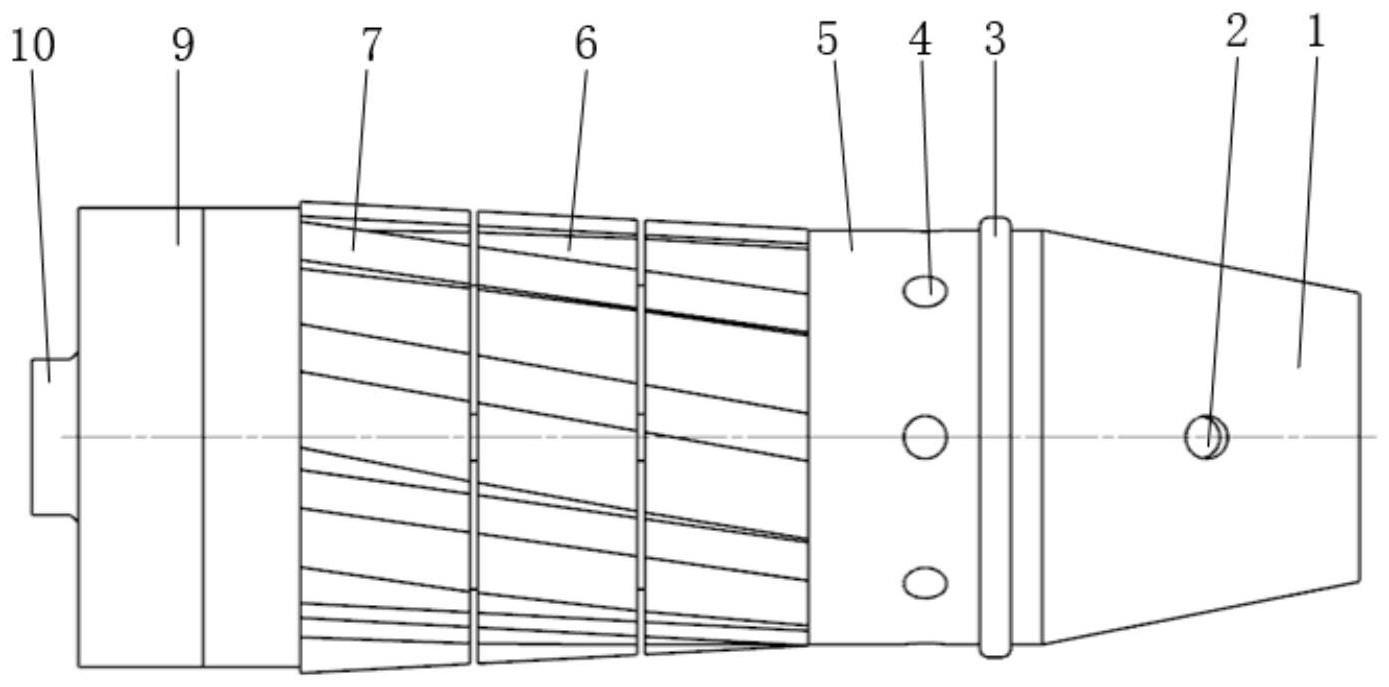
4、一种大口径火炮身管膛线多齿形分段式电解加工阴极,其特征在于:包括阴极体,阴极体上设置有具有多齿形工作齿的分段式阴极铜体,后引导设置在阴极体尾端,前引导设置在阴极体锥体端,阴极体与拉杆之间设置有中间连接装置,加工时阴极体与拉杆、中间连接装置一体共同旋转进给。
5、阴极体上的分段式阴极铜体内壁设置有楔形定位键槽,分段式阴极铜体利用楔形键进行串联固定,且分段式阴极铜体上的多齿形工作齿具有不同特征参数,包括阴线角、阳线角、齿宽、齿深或缠角等。
6、阴极体的后引导为环形件,在与阴极体螺纹连接时通过旋转棱柱进行拧紧;工件与后引导外圆柱间隙配合。
7、中间连接装置与拉杆外径一致,中间连接装置左侧的内螺纹与拉杆的外螺纹连接,中间连接装置右侧有锥体式紧固结构、防水垫和密封圈,与阴极体锥体端圆周均布的限位螺纹孔相配合。
8、拉杆外表面为绝缘材质,内部材质为铜,拉杆为双头螺纹结构,一端与机床主轴通过螺纹连接,另一端与中间连接装置通过螺纹连接。
9、阴极体锥体端与中间连接装置的防水垫端面密封。
10、阴极体的前引导上设置有“o”形密封圈、出液孔。
11、中间连接装置上均匀设置有与限位螺纹孔个数相同的沉头螺钉孔,沉头螺钉孔与阴极体锥体端的限位螺纹孔通过螺钉紧固。
12、一种大口径火炮身管的工装,其特征在于:火炮身管工件末端设置有与火炮身管内径尺寸相同的套筒工装,如遇到工件外径小于套筒工装后端孔径的情况,可在工件外表套装自紧式钢圈与套筒工装共同使用,套筒工装与火炮身管连接,套筒工装为金属材质,与阴极体、中间连接装置、拉杆配合使用。
13、加工时阴极体、拉杆、中间连接装置与套筒工装同轴,加工完成后阴极体完全进入套筒工装内。
14、与现有技术相比,本发明具有的优点和效果如下:
15、1、本发明利用楔形键将具有多齿形的分段式阴极铜体串联固定,保证分段式阴极铜体精确安装,不发生错位,避免了组合式阴极易错位影响加工成型精度的弊端,且可以通过一次试验,获得不同的齿形结构对大口径火炮身管膛线加工影响的研究,显著缩短了试验次数,降低了阴极研制成本;确保大口径火炮身管工件末端精密成型、提高材料利用率;
16、2.本发明采用锥体式结构将阴极与拉杆进行紧密连接,解决阴极反复拆卸,螺纹磨损严重,阴极导电性能下降,造成拉杆和阴极均无法正常使用的问题;
17、3.本发明在待加工的大口径身管工件末端,设计一种与火炮身管内径尺寸相同的套筒工装,将套筒与身管连接,解决了现有大口径火炮身管膛线电解加工工件末端无法精密成型、材料浪费严重等问题。避免了大口径火炮身管末端材料的切除,显著降低了人工成本、节约了大量炮钢材料。
技术特征:
1.一种大口径火炮身管膛线多齿形分段式电解加工阴极,其特征在于:包括阴极体(1),阴极体(1)上设置有具有多齿形工作齿(7)的分段式阴极铜体(6),后引导(9)设置在阴极体(1)尾端,前引导(5)设置在阴极体(1)锥体端,阴极体(1)与拉杆(17)之间设置有中间连接装置(12),加工时阴极体(1)与拉杆(17)、中间连接装置(12)一体共同旋转进给。
2.根据权利要求1所述的大口径火炮身管膛线多齿形分段式电解加工阴极,其特征在于:阴极体(1)上的分段式阴极铜体(6)内壁设置有楔形定位键槽(8),分段式阴极铜体(6)利用楔形键进行串联固定,且分段式阴极铜体(6)上的多齿形工作齿(7)具有不同特征参数,包括阴线角、阳线角、齿宽、齿深或缠角。
3.根据权利要求2所述的大口径火炮身管膛线多齿形分段式电解加工阴极,其特征在于:阴极体(1)的后引导(9)为环形件,在与阴极体(1)螺纹连接时通过旋转棱柱(10)进行拧紧;工件(21)与后引导(9)外圆柱间隙配合。
4.根据权利要求3所述的大口径火炮身管膛线多齿形分段式电解加工阴极,其特征在于:中间连接装置(12)与拉杆(17)外径一致,中间连接装置(12)左侧的内螺纹(11)与拉杆(17)的外螺纹(18)连接,中间连接装置(12)右侧有锥体式紧固结构、防水垫(13)和密封圈(15),与阴极体(1)锥体端圆周均布的限位螺纹孔(2)相配合。
5.根据权利要求4所述的大口径火炮身管膛线多齿形分段式电解加工阴极,其特征在于:拉杆(17)外表面为绝缘材质,内部材质为铜,拉杆(17)为双头螺纹结构,一端与机床主轴通过螺纹连接,另一端与中间连接装置(12)通过螺纹连接。
6.根据权利要求5所述的大口径火炮身管膛线多齿形分段式电解加工阴极,其特征在于:阴极体(1)锥体端与中间连接装置(12)的防水垫(13)端面密封。
7.根据权利要求6所述的大口径火炮身管膛线多齿形分段式电解加工阴极,其特征在于:阴极体(1)的前引导(5)上设置有“o”形密封圈(3)、出液孔(4)。
8.根据权利要求7所述的大口径火炮身管膛线多齿形分段式电解加工阴极,其特征在于:中间连接装置(12)上均匀设置有与限位螺纹孔(2)个数相同的沉头螺钉孔(14),沉头螺钉孔(14)与阴极体(1)锥体端的限位螺纹孔(2)通过螺钉紧固。
9.一种大口径火炮身管的工装,其特征在于:火炮身管工件末端设置有与火炮身管内径尺寸相同的套筒工装(19),当工件(21)外径小于套筒工装(19)后端孔径时,在工件(21)外表套装自紧式钢圈与套筒工装(19)共同使用,套筒工装(19)与火炮身管连接,套筒工装(19)为金属材质,与阴极体(1)、中间连接装置(12)、拉杆(17)配合使用。
10.根据权利要求9所述的大口径火炮身管的工装,其特征在于:加工时阴极体(1)、拉杆(17)、中间连接装置(12)与套筒工装(19)同轴,加工完成后阴极体(1)完全进入套筒工装(19)内。
技术总结
本发明为一种大口径火炮身管膛线多齿形分段式电解加工阴极及工装,其克服了现有技术中存在的电解加工阴极在加工过程中流场不均匀易短路、阴极成型精度差、阴极反复修正成本高、研制周期长问题。包括阴极体,阴极体上设计有具有多齿形工作齿的分段式阴极铜体,后引导设置在阴极体尾端,前引导设置在阴极体锥体端,阴极体和拉杆之间的中间连接装置起到连接作用,工作时阴极体与拉杆、中间连接装置一体共同旋转进给。阴极体上的分段式阴极铜体内壁设置有楔形定位键槽,分段式阴极铜体利用楔形键进行串联固定,且分段式阴极铜体上的多齿形工作齿具有不同特征参数,包括阴线角、阳线角、齿宽、齿深、缠角等。
技术研发人员:唐霖,刘振志,周嘉凯,罗秋霞,王艺,冯伟强,尹棋琛,马圆超,曹通,邓雯
受保护的技术使用者:西安工业大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!