一种钢结构焊接装置的制作方法
本发明涉及一种钢结构焊接,具体为一种钢结构焊接装置。
背景技术:
1、钢结构是由钢制材料组成的结构,是主要的建筑结构类型之一。结构主要由型钢和钢板等制成的梁钢、钢柱、钢桁架等构件组成,并采用硅烷化、纯锰磷化、水洗烘干、镀锌等除锈防锈工艺,各构件或部件之间通常采用焊缝、螺栓或铆钉连接,因其自重较轻,且施工简便,广泛应用于大型厂房、场馆、超高层等领域,钢结构因其自重较轻,且施工简便被广泛的应用于建筑行业,钢结构的各个部件之间通常采用焊接的方式进行连接。
2、因为,焊接方向与角度不同时,电弧与焊件作用方式有所不同,右向焊时电弧大部分直接作用在焊件上,而左向焊时电弧大部分作用在液态熔池上,因此在相同的焊接电流、电弧电压、焊接速度条件下,得到的焊缝宽度与熔深就不同。
3、经检索,中国发明授权专利公告号为cn 109332985 b公开了一种钢结构焊接装置,包括底座,底座顶部的左右两侧均固定连接有支撑板,两个支撑板的顶部通过连接板固定连接,连接板底部的中点处固定连接有伸缩气缸,伸缩气缸的输出端上固定连接有焊接装置,两个支撑板相对的一侧中点处均通过活动轴活动连接有横杆。
4、因此,基于上述检索以及结合现有的焊接装置,采用人工焊接,容易导致焊接角度不稳定,影响焊缝质量,或者采用自动焊接,但是焊接角度无法调节,无法产生不同的焊缝,且无法对焊缝宽度进行调控,与此同时,若是焊接面不规则,自动焊接设备容易导致焊条断裂或者焊缝断裂不均匀,影响焊接质量,所以,本发明提供一种钢结构焊接装置,能够保证焊条在一定角度对钢结构进行焊接,且在焊接过程中,能够自动调节焊缝宽度,保证焊接角度保持稳定,能够工具焊接面保证焊条端部始终与焊接面保持接触,不会导致焊条的断裂或者焊缝断裂,实现安全稳定的焊接作业。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种钢结构焊接装置,具备焊接角度和焊缝宽度可调且稳定等优点,解决了现有焊接角度固定、焊接适应性不强等系列问题。
3、(二)技术方案
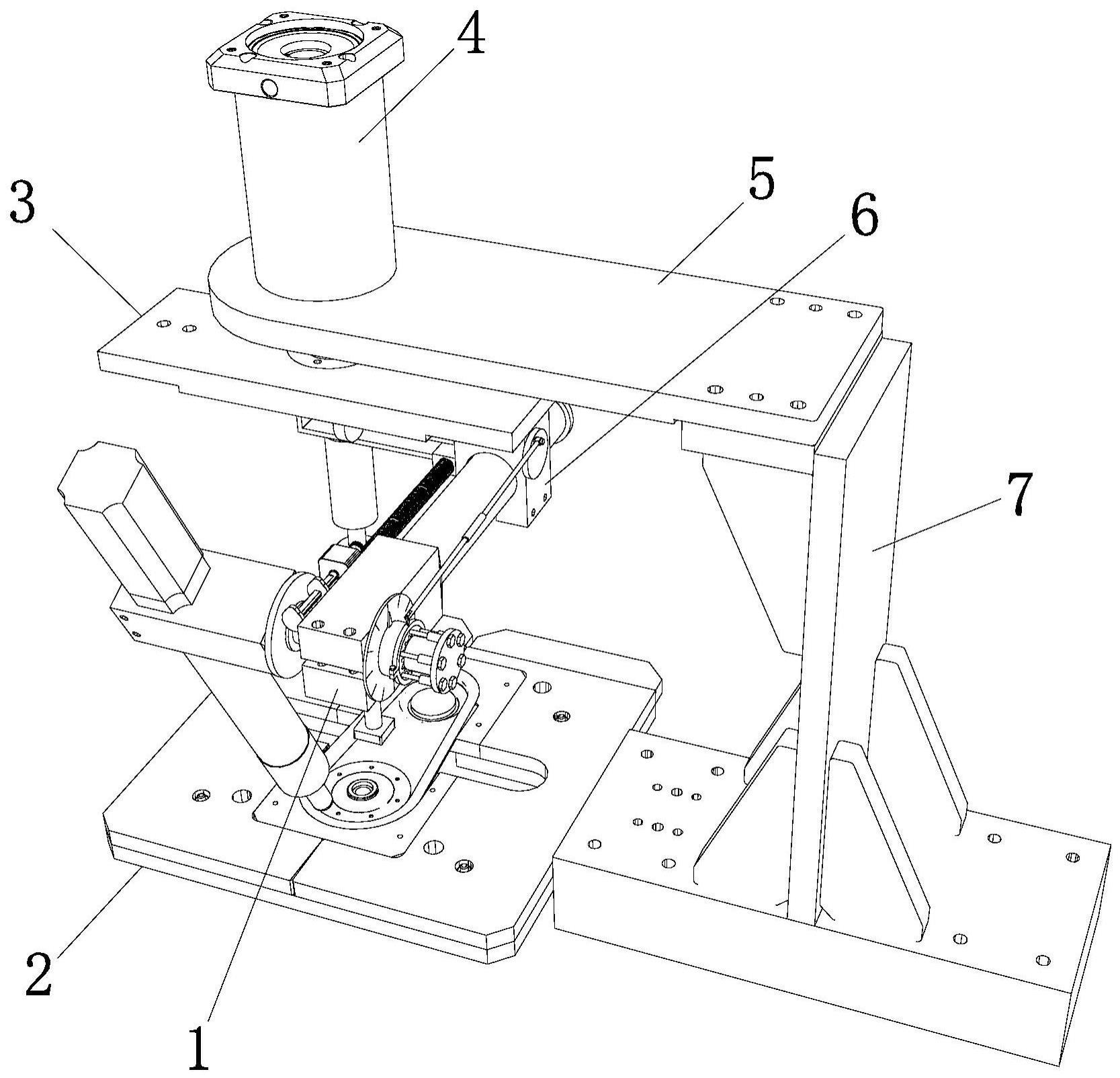
4、为实现上述目的,本发明提供如下技术方案:一种钢结构焊接装置,包括支架,所述支架上端固定连接有顶板,所述顶板的上端安装有电机,所述电机的输出端固定连接有转板,所述转板的底部固定连接有固定夹块,所述转板下方设置有焊接底座,所述固定夹块上伸缩安装有伸缩杆,所述伸缩杆的端部固定连接有安装夹块,所述安装夹块上转动安装有焊接组件,所述固定夹块固定连接有固定块,所述固定块固定连接有连接板,所述连接板上安装有焊接件角度平衡件。
5、优选地,所述安装夹块中间固定夹设有固定套,所述固定套中心转动套装有转套,所述转套中心通过花键插装有横轴,所述横轴的一端固定连接有焊件夹块,所述焊件夹块夹装在横轴的端部,所述横轴的另一端固定连接有端板,所述焊件夹块上夹设有伸缩套座,所述伸缩套座的上端安装有气缸,所述伸缩套座内伸缩安装有钎焊料杆,所述横轴的外表面套装有调节板,调节板靠近焊件夹块的一侧,所述端板与转套的端部之间连接有若干气弹簧,所述安装夹块的侧面安装有双轴电机,所述双轴电机的输出端分别连接有第一驱动轴和第二驱动轴,所述第一驱动轴的外表面套装有凸轮,所述凸轮置于调节板一侧。
6、优选地,所述固定块通过螺纹转动套装有螺纹杆,所述螺纹杆的端部固定连接有从动齿轮,所述第二驱动轴的端部固定连接有主动齿轮,所述主动齿轮和从动齿轮啮合。
7、优选地,所述连接板的底部固定连接有上套杆座,所述上套杆座内竖直滑动穿设有上竖杆,所述固定夹块内横向转动穿设有转杆,所述转杆的两端分别固定连接有驱动盘和传动盘,所述上竖杆的上端与驱动盘表面的偏心点转动连接,所述转套的端部外表面套设有可拆套环,所述可拆套环与传动盘的表面偏心点之间转动连接有传动件,所述安装夹块的侧面固定设置有角度盘,所述角度盘套设在转套外表面,所述转套的表面固定连接有指针。
8、优选地,所述调节板的中心固定设置有螺纹套,所述螺纹套通过螺纹转动套装在横轴的外表面。
9、优选地,所述传动件包括杆套,所述杆套内设置有第一延迟传动弹簧,所述第一延迟传动弹簧的两端分别固定连接有传动杆。
10、优选地,所述上套杆座下方设置有下套杆座,所述下套杆座的下端通过螺纹转动安装有下竖杆,所述下竖杆下端安装有滚珠,所述上竖杆下端伸入下套杆座内,所述上竖杆和下竖杆的相对一端均固定连接有环形板,上下侧的环形板之间连接有第二延迟传动弹簧。
11、优选地,所述可拆套环包括两个转动连接的半圆环,两个转动连接的半圆环套设在转套外表面,两个转动连接的半圆环的端部之间通过螺栓连接。
12、(三)有益效果
13、与现有技术相比,本发明提供了一种钢结构焊接装置,具备以下有益效果:
14、1、该一种钢结构焊接装置,焊接时,打开双轴电机,双轴电机带动第一驱动轴和第二驱动轴旋转,其中,第一驱动轴表面的凸轮同步旋转,凸轮的凸起端与调节板表面抵触时,能够推动调节板及其所在的横轴沿着转套横向移动,横轴两端的钎焊料杆和端板同步移动,此时,端板上安装的若干气弹簧被压缩,所以,凸轮凸起端脱离调节板时,在若干气弹簧的作用下,横轴及其端部的钎焊料杆反向横移,由上述,能够实现钎焊料杆的横移摆动,钎焊料杆端部在焊点横向摆动,方便焊接,第二驱动轴旋转时,其端部连接的主动齿轮同步旋转,从动齿轮同步旋转,从动齿轮所固定连接的螺纹杆同步旋转,因为螺纹杆与固定块通过螺纹转动连接,固定块所在部分为固定结构,所以,螺纹杆旋转,能够推动安装夹块及其上安装的钎焊料杆沿着伸缩杆移动,从而实现钎焊料杆沿着焊缝移动。
15、2、该一种钢结构焊接装置,当待焊接件在焊接底座上水平移动时,若是竖杆下端接触到待焊接件表面的凸起部分,若是该凸起接触到钎焊料杆端部,容易导致上述问题,所以,此时竖杆被顶起,竖杆上端的驱动盘同步逆时针旋转,转杆及其连接的传动盘同步逆时针旋转,而逆时针旋转的传动盘推动其连接的传动件向着转套移动,因为传动件转动连接有可拆套环,可拆套环套在转套表面,所以,通过传动件能够推动转套逆时针旋转,因为横轴通过花键滑动安装在转套内部,所以,横轴及其端部安装的钎焊料杆随之逆时针旋转,此时的钎焊料杆端部被抬高,被抬高的钎焊料杆端部与待焊接面的凸起接触,能够避免钎焊料杆断裂,同理,钎焊料杆端部遇到待焊接件表面的凹处时,钎焊料杆顺时针旋转,使得钎焊料杆端部与凹处接触,避免焊缝断裂。
16、3、该一种钢结构焊接装置,钎焊料杆的横向往复平移,是通过双轴电机驱动凸轮旋转实现的,通过旋转的凸轮推动调节板移动,从而推动钎焊料杆平移,旋转螺纹套,能够推动调节板在横轴上平移,当调节板移动并靠近凸轮时,此时,凸轮旋转,能够推动调节板的横移距离更大,同样的,当调节板移动并远离凸轮时,此时,凸轮旋转,能够推动调节板的横移距离小,同样的,横轴的平移具体与调节板同步,所以,钎焊料杆的横移距离与之对应,其对应的是焊缝的宽度,所以,能够工具焊接需求,产生不同宽度的焊缝。
17、4、该一种钢结构焊接装置,可拆套环包括两个转动连接的半圆环,两个转动连接的半圆环套设在转套外表面,两个转动连接的半圆环的端部之间通过螺栓连接,方便可拆套环及其连接的传动件的拆装,且,旋转可拆套环时,其与传动件连接的部分也会发生改变,传动件中传动杆与可拆套环不同的连接点能够影响传动杆推动转套旋转的角度,因此,通过可拆套环的设置,能够保证传动杆与转套的位置保持相对不变。
- 还没有人留言评论。精彩留言会获得点赞!