一种汽车出风口拨钮自动装配系统的制作方法
本发明涉及一种装配系统,特别涉及一种汽车出风口拨钮自动装配系统。
背景技术:
1、汽车出风口拨钮是汽车空调出风口的一个重要部件,用于控制出风口的开启、关闭及风向的调节,一种汽车出风口拨钮,参阅图1-图2,其包括拨钮壳体1101、阻尼块1102、叶片1103、拨叉1104和饰片1105,拨钮壳体整体为一个扁状的长方体结构,在拨钮壳体1101内成型有空腔,在空腔的两端开设有叶片孔,叶片1103套设在该叶片孔内,叶片的两端均延伸至拨钮壳体外,用于与空调出风口连接,阻尼块1102设置在空腔内,其一端与叶片的侧壁接触并提供阻尼,在拨叉的两端设置有凸轴,同时,在空腔的敞口端设置有两个用于容凸轴卡入的安装孔,拨叉通过凸轴铰接在拨钮壳体上,拨叉的长度方向平行于叶片的长度方向;在拨钮壳体的端部设有一凹槽,饰片1105安装在该凹槽内;由于拨钮整体结构相对复杂,组装工艺繁琐,目前同行业同类产品拨扭自动组装线未有开发先例,通常通过人工的方式进行拨钮组装,效率低,且会存在一定的不良品;我司经过多月的分析,并在调试过程不断改进,研发出一种能实现自动装配的装配系统,其能大大提高装配效率及产品合格率。
技术实现思路
1、本发明要解决的技术问题是提供一种能实现自动上料、装配、下料及不良品筛查,且装配效率和合格率高的汽车出风口拨钮自动装配系统。
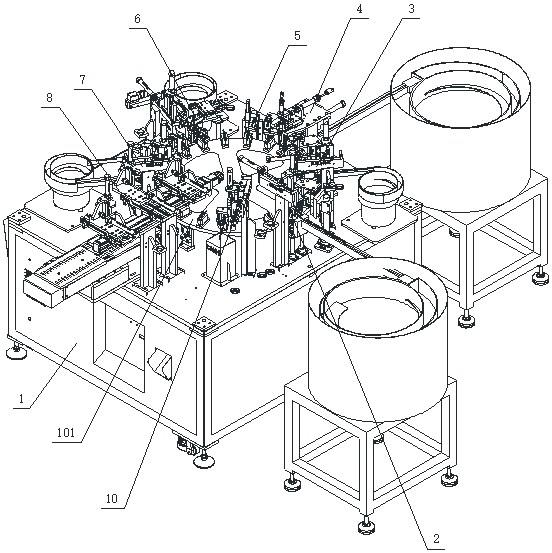
2、本发明提供一种汽车出风口拨钮自动装配系统,其包括机架1,所述机架1上转动地安装有水平转盘101,所述水平转盘101上周向均布有用于放置拨钮的置料座102;所述置料座102的运动路径上依次设有用于拨钮壳体1101上料的拨钮上料机构2、用于装配阻尼块1102的阻尼装配机构3、用于装配叶片1103的叶片装配机构4、用于注油的注油机构5、用于装配拨叉1104的拨叉装配机构6、用于装配饰片1105的饰片装配机构7及用于将装配完成的拨钮下料的下料机构8。
3、进一步的,还包括检测机构9及筛料机构10,所述检测机构9为多个且均位于所述置料座102的运动路径上,多个所述检测机构9分别位于各装配机构的后端并分别用于检测各部件是否安装到位;所述筛料机构10安装在所述饰片装配机构7或所述下料机构8的后端并用于将不合格的拨钮从所述置料座中移出。
4、进一步的,所述置料座102的运动路径上依次设有第一装配工位、第一检测工位、第二装配工位、第二检测工位、第三装配工位、第三检测工位、注油工位、第四装配工位、第四检测工位、第五装配工位及下料工位,所述第五装配工位与所述下料工位之间、或所述下料工位与所述第一装配工位之间设有筛料工位。
5、进一步的,相邻两工位之间的夹角b=n*α,其中α为相邻两置料座102之间的夹角,n为大于或等于1的自然数。
6、进一步的,所述检测机构9包括检测支架901,所述检测支架901上固定有垂直设置的检测气缸902,所述检测气缸902的输出轴上固定有检测安装座903,所述检测安装座903的运动方向平行于所述水平转盘101的转动轴线,所述检测安装座903上滑配有检测针905及使所述检测针905有向下的运动趋势的弹性部件,所述检测针905的顶部设有触发部,所述检测支架901上设有能容所述触发部触发的感应开关906。
7、进一步的,所述拨叉装配机构6包括拨叉上料机构和拨叉移料机构,所述拨叉上料机构包括拨叉振动盘及设置在所述拨叉振动盘出料端的拨叉置料座610,所述拨叉移料机构包括第六线性模组及设置在所述第六线性模组上的第六安装座606,所述第六安装座606上水平滑配有第六移料座607及用于驱动所述第六移料座607水平滑移的移料气缸609,所述第六移料座607上转动地安装有支座608及与所述支座608铰接并用于驱动所述支座608转动的推转气缸609,所述支座608的转动轴线垂直于所述第六移料座607的滑动方向,所述支座608的下端设有夹爪,夹取时所述夹爪上的拨叉两端的凸轴的轴线垂直于所述支座608的转动轴线,所述拨叉置料座610位于所述夹爪的运动路径上。
8、进一步的,所述拨叉装配机构6还包括拨叉对料机构,所述拨叉对料机构包括安装在所述拨叉置料座610上方的对料滑座603及用于推动所述对料滑座603朝靠近或远离所述夹爪的方向水平滑动的对料滑座气缸602,所述对料滑座603上设有对料夹紧气缸604,所述对料夹紧气缸604的两夹爪上设有对料板605,两所述对料板605上开设有能容所述拨叉两端的凸轴卡入并实现对所述拨叉的准确定位的定位孔。
9、进一步的,所述饰片装配机构7包括饰片出料机构、装饰中转机构及饰片移料机构,所述饰片出料机构用于饰片的出料,所述饰片中转机构包括饰片中转座711及中转移料机械手,所述饰片中转座711的顶面开设有用于容饰片卡入的饰片置料槽,所述饰片中转座711的底部垂直设置有顶料气缸712,所述顶料气缸712的顶部输出端设有顶料杆,所述饰片置料槽的底部开设有容所述顶料杆穿过并将所述饰片置料槽内的饰片顶起以实现装配的顶料孔,所述饰片移料机构用于将该工位上的置料座内的拨钮移动至所述饰片置料槽内以进行饰片装配并将完成饰片装配后的拨钮返回至该工位的置料座内。
10、进一步的,所述叶片装配机构4包括抬料机构、移料机构和抵料机构,所述抬料机构包括设置在叶片振动盘出料端并能实现升降的抬料座404,所述移料机构包括能抓取所述抬料座上的叶片并能水平移动以将所述叶片水平插入该工位上的拨钮的叶片孔内的叶片移料机械手,所述抵料机构包括水平滑座407及垂直滑配在所述水平滑座上的垂直滑座409,所述水平滑座的滑动方向平行于所述叶片移料机械手的滑动方向,所述垂直滑座上设有能水平插入该工位上的拨钮的叶片孔内并与从另一端水平插入的叶片的端部接触并实现对所述叶片的支撑的弹性抵料杆。
11、进一步的,所述注油机构5包括注油支架501,所述注油支架上垂直滑配有注油滑座503及用于驱动所述注油滑座上下移动的注油滑座驱动气缸502,所述注油滑座503上设有一个或多个与油脂罐连通的储油管504,所述储油管504的下端设有能延伸至拨钮壳体1101内并进行注油的注油嘴505。
12、本发明汽车出风口拨钮自动装配系统,设有自动上料和装配机构,能实现各零件的自动上料和装配,装配效率和精度高,大大降低了人工装配的成本;设置转盘式结构,能实现回转循环式装配,大大降低安装空间,提高空间利用率;设置检测机构和筛料机构,能对各个工位装配的零部件进行检测,判断是否安装到位,若安装不到位或漏装,则通过筛料机构移出,其大大提高了产品的装配质量,良品率高,避免瑕疵品出厂;对各装配机构进行结构设计,装配精度高,产品质量可靠性好;本发明汽车出风口拨钮自动装配系统,能实现自动上料、装配、检测、筛料及下料,自动化程度和装配效率高,装配质量好。
技术特征:
1.一种汽车出风口拨钮自动装配系统,其特征在于:包括机架(1),所述机架(1)上转动地安装有水平转盘(101),所述水平转盘(101)上周向均布有用于放置拨钮的置料座(102);所述置料座(102)的运动路径上依次设有用于拨钮壳体(1101)上料的拨钮上料机构(2)、用于装配阻尼块(1102)的阻尼装配机构(3)、用于装配叶片(1103)的叶片装配机构(4)、用于注油的注油机构(5)、用于装配拨叉(1104)的拨叉装配机构(6)、用于装配饰片(1105)的饰片装配机构(7)及用于将装配完成的拨钮下料的下料机构(8)。
2.如权利要求1所述的汽车出风口拨钮自动装配系统,其特征在于:还包括检测机构(9)及筛料机构(10),所述检测机构(9)为多个且均位于所述置料座(102)的运动路径上,多个所述检测机构(9)分别位于各装配机构的后端并分别用于检测各部件是否安装到位;所述筛料机构(10)安装在所述饰片装配机构(7)或所述下料机构(8)的后端并用于将不合格的拨钮从所述置料座(102)中移出。
3.如权利要求1所述的汽车出风口拨钮自动装配系统,其特征在于:所述置料座(102)的运动路径上依次设有第一装配工位、第一检测工位、第二装配工位、第二检测工位、第三装配工位、第三检测工位、注油工位、第四装配工位、第四检测工位、第五装配工位及下料工位,所述第五装配工位与所述下料工位之间、或所述下料工位与所述第一装配工位之间设有筛料工位。
4.如权利要求3所述的汽车出风口拨钮自动装配系统,其特征在于:相邻两工位之间的夹角b=n*α,其中α为相邻两置料座(102)之间的夹角,n为大于或等于1的自然数。
5.如权利要求2所述的汽车出风口拨钮自动装配系统,其特征在于:所述检测机构(9)包括检测支架(901),所述检测支架(901)上固定有垂直设置的检测气缸(902),所述检测气缸(902)的输出轴上固定有检测安装座(903),所述检测安装座(903)的运动方向平行于所述水平转盘(101)的转动轴线,所述检测安装座(903)上滑配有检测针(905)及使所述检测针(905)有向下的运动趋势的弹性部件,所述检测针(905)的顶部设有触发部,所述检测支架(901)上设有能容所述触发部触发的感应开关(906)。
6.如权利要求1所述的汽车出风口拨钮自动装配系统,其特征在于:所述拨叉装配机构(6)包括拨叉上料机构和拨叉移料机构,所述拨叉上料机构包括拨叉振动盘及设置在所述拨叉振动盘出料端的拨叉置料座(610),所述拨叉移料机构包括第六线性模组及设置在所述第六线性模组上的第六安装座(606),所述第六安装座(606)上水平滑配有第六移料座(607)及用于驱动所述第六移料座(607)水平滑移的移料气缸(611),所述第六移料座(607)上转动地安装有支座(608)及与所述支座(608)铰接并用于驱动所述支座(608)转动的推转气缸(609),所述支座(608)的转动轴线垂直于所述第六移料座(607)的滑动方向,所述支座(608)的下端设有夹爪,夹取时所述夹爪上的拨叉两端的凸轴的轴线垂直于所述支座(608)的转动轴线,所述拨叉置料座(610)位于所述夹爪的运动路径上。
7.如权利要求6所述的汽车出风口拨钮自动装配系统,其特征在于:所述拨叉装配机构(6)还包括拨叉对料机构,所述拨叉对料机构包括安装在所述拨叉置料座(610)上方的对料滑座(603)及用于推动所述对料滑座(603)朝靠近或远离所述夹爪的方向水平滑动的对料滑座气缸(602),所述对料滑座(603)上设有对料夹紧气缸(604),所述对料夹紧气缸(604)的两夹爪上设有对料板(605),两所述对料板(605)上开设有能容所述拨叉两端的凸轴卡入并实现对所述拨叉的准确定位的定位孔。
8.如权利要求3所述的汽车出风口拨钮自动装配系统,其特征在于:所述饰片装配机构(7)包括饰片出料机构、装饰中转机构及饰片移料机构,所述饰片出料机构用于饰片的出料,所述饰片中转机构包括饰片中转座(711)及中转移料机械手,所述饰片中转座(711)的顶面开设有用于容饰片卡入的饰片置料槽,所述饰片中转座(711)的底部垂直设置有顶料气缸(712),所述顶料气缸(712)的顶部输出端设有顶料杆,所述饰片置料槽的底部开设有容所述顶料杆穿过并将所述饰片置料槽内的饰片顶起以实现装配的顶料孔,所述饰片移料机构用于将该工位上的置料座内的拨钮移动至所述饰片置料槽内以进行饰片装配并将完成饰片装配后的拨钮返回至该工位的置料座内。
9.如权利要求3所述的汽车出风口拨钮自动装配系统,其特征在于:所述叶片装配机构(4)包括抬料机构、移料机构和抵料机构,所述抬料机构包括设置在叶片振动盘出料端并能实现升降的抬料座(404),所述移料机构包括能抓取所述抬料座上的叶片(1103)并能水平移动以将所述叶片(1103)水平插入该工位上的拨钮的叶片孔内的叶片移料机械手,所述抵料机构包括水平滑座(407)及垂直滑配在所述水平滑座上的垂直滑座(409),所述水平滑座的滑动方向平行于所述叶片移料机械手的滑动方向,所述垂直滑座上设有能水平插入该工位上的拨钮的叶片孔内并与从另一端水平插入的叶片(1103)的端部接触并实现对所述叶片(1103)的支撑的弹性抵料杆。
10.如权利要求1所述的汽车出风口拨钮自动装配系统,其特征在于:所述注油机构(5)包括注油支架(501),所述注油支架上垂直滑配有注油滑座(503)及用于驱动所述注油滑座上下移动的注油滑座驱动气缸(502),所述注油滑座(503)上设有一个或多个与油脂罐连通的储油管(504),所述储油管的下端设有能延伸至拨钮壳体(1101)内并进行注油的注油嘴(505)。
技术总结
本发明提供一种汽车出风口拨钮自动装配系统,包括机架,所述机架上转动地安装有水平转盘,所述水平转盘上周向均布有用于放置拨钮的置料座;所述置料座的运动路径上依次设有用于拨钮壳体上料的拨钮上料机构、用于装配阻尼块的阻尼装配机构、用于装配叶片的叶片装配机构、用于注油的注油机构、用于装配拨叉的拨叉装配机构、用于装配饰片的饰片装配机构及用于将装配完成的拨钮下料的下料机构。本发明汽车出风口拨钮自动装配系统,能实现自动上料、装配、检测、筛料及下料,自动化程度和装配效率高,装配质量好。
技术研发人员:周文,贺宗贵,高绍芊,赵佳,王琦琦
受保护的技术使用者:宁波舜宇精工股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!