新能源汽车用高导热铝基板加工焊接用定位机构的制作方法
本发明属于焊接定位,具体为新能源汽车用高导热铝基板加工焊接用定位机构。
背景技术:
1、铝基板是一种具有良好散热功能的金属基覆铜板,一般单面板由三层结构所组成,分别是电路层(铜箔)、绝缘层和金属基层。常见于led照明产品。有正反两面,白色的一面是焊接led引脚的,另一面呈现铝本色,一般会涂抹导热凝浆后与导热部分接触。还有陶瓷基板等。
2、现有技术中在对铝基板在与线路进行焊接时,由于各式铝基板的尺寸不同,导致不易对铝基板进行固定,使其在焊接时容易发生晃动的现象,降低了焊接的精准度。
技术实现思路
1、针对上述情况,为克服现有技术的缺陷,本发明提供新能源汽车用高导热铝基板加工焊接用定位机构,有效的解决了上述背景技术中的问题。
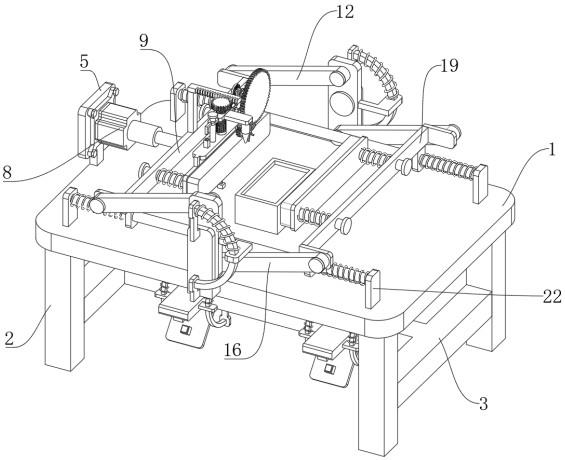
2、为实现上述目的,本发明提供如下技术方案:新能源汽车用高导热铝基板加工焊接用定位机构,包括底板,所述底板上安装有支腿,若干支腿共同连接支架,支架上对称安装有触动方板,触动方板与铰动旋制组件连接设置;所述底板上固定安装有联动方板,联动方板与安装板之间通过螺栓连接设置;所述安装板上固定安装有驱动气缸,驱动气缸与双紧锁固机构连接设置。
3、优选的,所述双紧锁固机构包括设置于驱动气缸输出端上的驱动方板,驱动方板上对称安装有驱动块,驱动块上安装有第一铰杆,第一铰杆上安装有铰动方板,铰动方板与衔动板上设有的第二铰杆连接设置;所述衔动板上安装有第三铰杆,第三铰杆上设有配动方板,配动方板与辅助块上安装有的第四铰杆连接设置;两个所述辅助块共同连接辅助方板。
4、优选的,所述辅助方板和驱动方板上对称安装有导向方块,导向方块与导向杆滑动连接设置,导向杆的两端与底板上固定设有的导向基座固定连接设置;所述导向杆上对称套设有导向弹簧,两个所述导向弹簧的一端与导向基座固定连接设置,另一端分别与辅助方板和驱动方板固定连接设置。
5、优选的,所述衔动板与衔动基座上固定设有的辅动铰杆连接设置,衔动基座与底板固定连接设置;所述衔动基座上对称安装有锁固基座,两个所述锁固基座共同连接锁固异杆,锁固异杆与衔动板上固定设有的锁固异板连接设置;所述锁固异杆上套设有锁固弹簧,锁固弹簧的一端与锁固基座固定连接设置,另一端与锁固异板固定连接设置。
6、优选的,所述辅助方板和驱动方板上对称安装有辅助长杆,辅助长杆的一端与辅助圆板固定连接设置,另一端与贴动方板固定连接设置,贴动方板上固定安装有海绵层;若干所述辅助长杆上套设有辅助弹簧,辅助弹簧的一端与贴动方板固定连接设置,另一端分别与辅助方板和驱动方板固定连接设置,驱动方板上固定安装有方动齿条,方动齿条与精定焊连单元连接设置。
7、优选的,所述铰动旋制组件包括固定设置于触动方板上的旋制套块,旋制套块与旋动方块上固定设有的旋制套盒配合连接设置;所述旋动方块与支架上设有的旋动转杆连接设置;所述旋动方块上对称安装有限位转块,限位转块与限位转杆连接设置,限位转杆的两端与支架上固定设有的限位基座固定连接设置;所述限位转杆上套设有限位弹簧,限位弹簧的一端与限位基座固定连接设置,另一端与限位转块固定连接设置。
8、优选的,所述精定焊连单元包括与方动齿条啮合连接设置的方动齿轮,方动齿轮上安装有方动螺纹轴,方动螺纹轴与贴动方板上固定设有的精定垫板传动连接设置;所述方动螺纹轴上螺纹安装有方动侧板,方动侧板的一侧安装有固定座,固定座与温降速力机构连接设置;另一侧上固定安装有定位块,定位块与精定垫板上固定设有的定位杆滑动连接设置;所述定位块上固定安装有延长套杆,延长套杆与定联反制组件连接设置;所述方动侧板上固定设有伸动长板,伸动长板上安装有焊接头。
9、优选的,所述定联反制组件包括与延长套杆配合连接设置的延长套筒,延长套筒与精定垫板固定连接设置;所述延长套筒上固定安装有静触片,静触片与延长套杆上设有的动触片配合连接设置,两者的接触与贴动方板上固定设有的电动伸杆配合连接设置;所述电动伸杆的输出端上安装有锁位块,锁位块与底板上设有的锁位槽配合连接设置。
10、优选的,所述旋制套块上固定安装有第一磁片,第一磁片与旋制套盒内固定设有的第二磁片配合连接设置,两者的接触与驱动气缸连接设置。
11、优选的,所述温降速力机构包括设置于固定座上的绳索,绳索通过定滑轮与绕线轮连接设置;所述定滑轮上安装有速动转轴,速动转轴与精定垫板上设有的速动基座传动连接设置;所述绕线轮上安装有绕动转轴,绕动转轴的一端穿过速动基座与发条弹簧连接设置,另一端与大齿轮连接设置,大齿轮啮合连接小齿轮,小齿轮上安装有侧动转轴,侧动转轴的一端与精定垫板传动连接设置,另一端与若干扇叶连接设置。
12、与现有技术相比,本发明的有益效果是:
13、(1)通过铰动旋制组件将驱动气缸启动之后,使得驱动气缸的输出端推动驱动方板移动,通过驱动块和第一铰杆的配合,使得铰动方板带动衔动板通过辅动铰杆为圆心转动,使得衔动板通过锁固异板在锁固异杆内限位移动,而使得锁固弹簧处于缓冲的状态,提升了衔动板转动时的稳定性;而使得第三铰杆上的配动方板带动第四铰杆上的辅助块移动,而使得辅助方板移动,使得辅助方板和驱动方板通过导向方块在导向杆内限位相向移动,而使得若干导向弹簧处于缓冲的状态,使得两个贴动方板相向移动而对放置在底板上的铝基板进行夹紧,使得辅助长杆上的辅助弹簧处于缓冲的状态,而通过贴动方板上所设有的海绵层,可避免在对铝基板夹紧时所产生的冲击力而使其损坏,同时海绵层相向移动在接触铝基板时将其侧面包裹住,由于各式的铝基板尺寸大小不同,使得海绵层可根据不同形状、大小的铝基板进行定位固定,从而完成对铝基板的夹紧操作,避免了在被焊接时而发生晃动的现象,从而提升了焊接的精准度;
14、(2)当贴动方板上的海绵层贴合铝基板时,而驱动方板此时还在继续移动,贴动方板相对静止,而使得驱动方板的移动使得设有的方动齿条啮合方动齿轮转动,使得方动螺纹轴转动,继而使得方动侧板通过定位块在定位杆内限位下移,而将伸动长板下移到铝基板与线路的连接处,而通过焊接头对两者进行焊接,焊接操作过程自动化,提升了焊接的效率,同时确保了操作人员焊接时的安全性;
15、(3)方动侧板在下降时带动固定座下降时,通过绳索、定滑轮的配合而使得绕线轮转动,使得发条弹簧处于缓冲的状态;而当焊接完成后,方动侧板的复位而使得原本处于缓冲状态的发条弹簧复位,而使得大齿轮转动并啮合小齿轮转动,由于两个齿轮大小不同使得传速比不同,使得侧动转轴转动的速度比绕动转轴快,继而使得若干扇叶快速转动,而此时贴动方板的位置依旧在此,使得转动所产生的冷风对着铝基板与线路焊接的连接处进行工作,加速了焊接后冷却的速度,从而提升了焊接的效率;
16、(4)通过双脚接触旋动方块,而使其通过限位转块在限位转杆上限位转动,而使得若干限位弹簧处于缓冲的状态,使得旋动方块进入到旋制套块内,而使得第一磁片与第二磁片相接触,而将信号传至到阀门控制器中,而使得电磁阀通电,从而使得驱动气缸通电,使得气缸伸出而等待焊接;当焊接操作结束后,操作人员通过双脚放开旋动方块,使得限位弹簧复位,而使得旋动方块复位移动到原点,而使得第一磁片与第二磁片不再接触,使得驱动气缸断电而气缸锁位,使得双紧锁固机构复位,提升了焊接时的安全性,避免对操作人员造成伤害;
17、(5)方动侧板在下移时而使得延长套杆进入到延长套筒内,使得动触片与静触片相接触,两者的接触发出信号至plc控制板,使其发出启动信号至电动伸杆,使其输出端下移而将锁位块移动至锁位槽内,虽然驱动方板复位时贴动方板并不会复位,此时原本处于缓冲状态的辅助弹簧逐步复位,通过上述描述而将贴动方板限位在当前位置避免因人为等因素而复位,使得温降速力机构正常工作,通过在驱动方板复位途中设置有传感器,当复位移动到一定的距离时接触到传感器而发出信号至plc控制板,使得电动伸杆复位而将贴动方板复位,使得装置复位,同时在将贴动方板限位时避免了在焊接时而导致其晃动,进一步提升了焊接的稳定性及精准度;
18、(6)当焊接完成时,操作人员通过铰动旋制组件而使得驱动气缸复位移动,继而使得若干导向弹簧和锁固弹簧的复位而使得衔动板复位,使得辅助方板和驱动方板均复位而解除对铝基板的限位操作,使得焊接完成而可以将铝基板拿走并等待下一次焊接操作,同时海绵层具有很强的可塑性而提升了焊接的效率。
- 还没有人留言评论。精彩留言会获得点赞!