一种胰岛素笔的旋钮组件自动组装机及其组装方法与流程
本发明涉及一种胰岛素笔的旋钮组件自动组装机及其组装方法。
背景技术:
1、胰岛素笔为一种为糖尿病患者注塑胰岛素的医疗器械,图1至图3为本专利所述的一种一次性胰岛素笔,该胰岛素笔包括螺旋杆、活塞、定位器、固定止退齿、传动杆、活动止退齿、弹簧a、锁紧环13、计量旋钮14、离合器15、螺纹导套16、旋钮头17、弹簧b18、按钮19、笔身管,可知包含的零部件很多,结构复杂,该种胰岛素笔现有的组装方法是人工组装,效率低下,容易出现损坏零部件的情况,或者少组装个别零件的情况,导致组装后的不良率也较高。
2、在所述背景技术部分公开的上述信息仅用于加强对本发明的背景的理解,因此它可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、本发明目的是克服了现有技术的不足,提供一种胰岛素笔的旋钮组件自动组装机及其组装方法,能够大大提高组装效率和产品良率。
2、本发明是通过以下技术方案实现的:
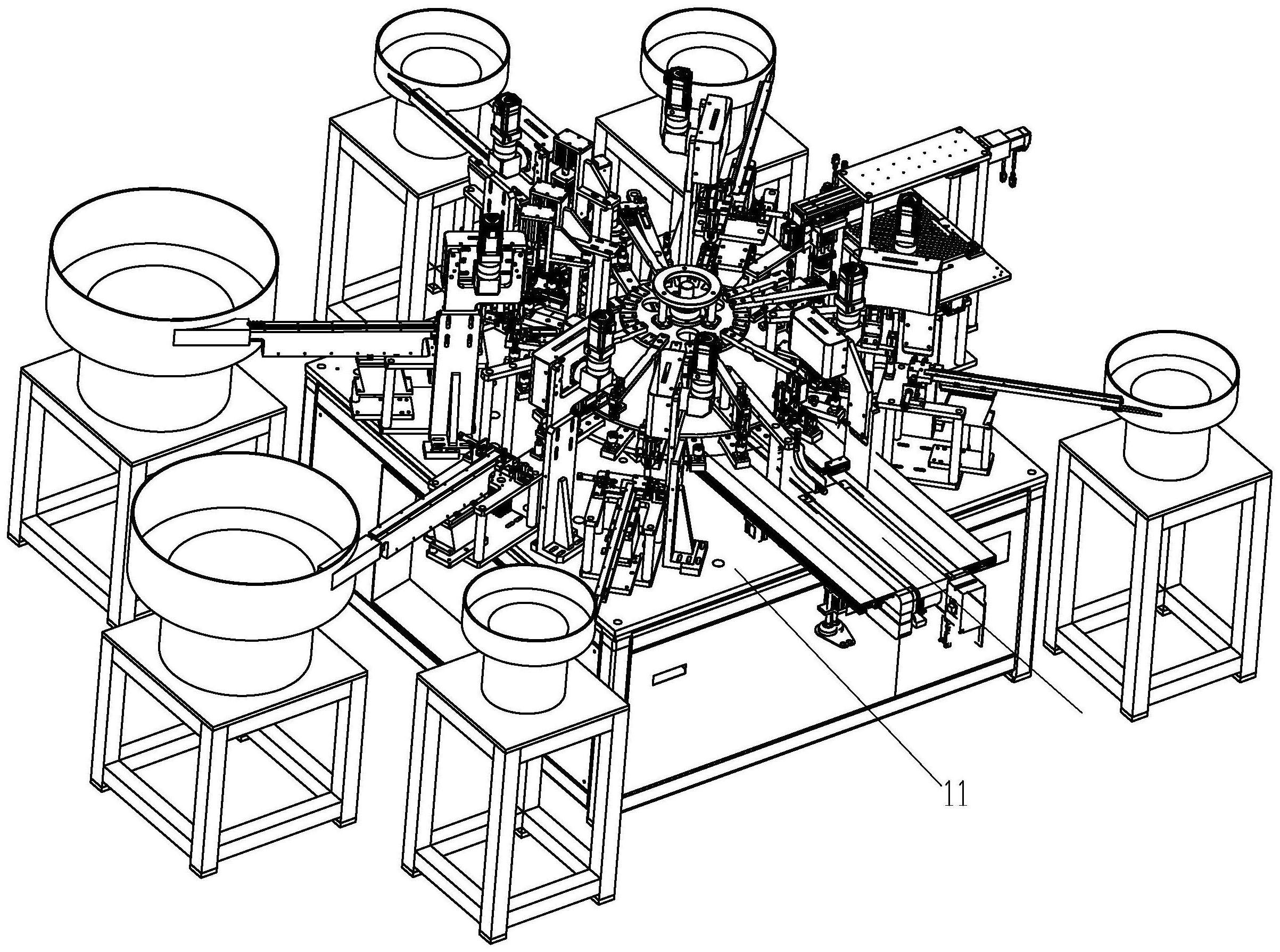
3、一种胰岛素笔的旋钮组件自动组装机,其特征在于:包括有机台11,在机台11上设有转盘22,在机台11外侧设有多个往转盘22送料的振动盘,在转盘22的外侧周向设有多个工件位12,在机台11上沿转盘22的外侧顺时针分别设有将锁紧环13装于工件位12的第一装置1、将计量旋钮14装于锁紧环13上形成组件一的第二装置2、将离合器15装于计量旋钮14内的第三装置3、将离合器15与锁紧环13对位形成组件二的第四装置4、将螺纹导套16套在计量旋钮14上形成组件三的第五装置5、将旋钮头17套在计量旋钮14上并下压与螺纹导套16配合形成组件四的第六装置6、将弹簧b18装在离合器15上形成组件五的第七装置7、将按钮19装于离合器15上形成旋钮组件的第八装置8、筛选良品及将良品送出的第九装置9,在所述机台11上设有多个外固定柱20和多个内固定柱21,在所述转盘22的上方由下至上分别设有下固定盘23和上固定盘24,所述下固定盘23通过所述外固定柱20固定,所述上固定盘24通过所述内固定柱21固定。
4、如上所述胰岛素笔的旋钮组件自动组装机,其特征在于:所述第一装置1包括有第一横杆101、固定在第一横杆101内端的第一内夹爪102、固定在第一横杆101外端的第一外夹爪103、带动第一横杆101左右移动或上下移动的第一两轴机械手104。
5、如上所述胰岛素笔的旋钮组件自动组装机,其特征在于:所述第二装置2包括有第二横杆201、固定在第二横杆201内端的第一伺服电爪202、固定在第二横杆201外端的第一可翻转夹爪203、带动第二横杆201左右移动或上下移动的第二两轴机械手,在所述下固定盘23上设有用于定位所述计量旋钮14的第一定位爪204。
6、如上所述胰岛素笔的旋钮组件自动组装机,其特征在于:所述第三装置3包括有第三横杆301、固定在第三横杆301内端的第三内夹爪302、固定在第三横杆301外端的第三外夹爪303、带动第三横杆301左右移动或上下移动的第三两轴机械手,在所述下固定盘23上设有用于定位所述离合器15的第二定位爪304。
7、如上所述胰岛素笔的旋钮组件自动组装机,其特征在于:所述第四装置4包括有沿所述下固定盘23外侧顺时针分布设置的第一支架401、第二支架402、第三支架403,在第一支架401上设有第一升降气缸404及被其驱动的第二伺服电爪405,在第二支架402上设有第二升降气缸406及被其驱动的第三伺服电爪407,在第三支架403上设有第三升降气缸408及被其驱动的第四伺服电爪409,第四装置4还包括有与第二伺服电爪405配合使用的第三定位爪410、与第三伺服电爪407配合使用的第四定位爪411、与第四伺服电爪409配合使用的第五定位爪412。
8、如上所述胰岛素笔的旋钮组件自动组装机,其特征在于:所述第五装置5包括有第五横杆501、固定在第五横杆501内端的第五伺服电爪502、固定在第五横杆501中间的第二可翻转夹爪503、固定在第五横杆501外端的第五外夹爪506、带动第五横杆501左右移动或上下移动的第五两轴机械手、用于定位计量旋钮14的第六定位爪504,在机台11上还设有用于进一步旋转螺纹导套16的旋转毛刷505。
9、如上所述胰岛素笔的旋钮组件自动组装机,其特征在于:所述第六装置6包括第六横杆601、固定在第六横杆601内端的第六内夹爪603、固定在第六横杆601外端的第六外夹爪602、带动第六横杆601左右移动或上下移动的第六两轴机械手、固定在所述下固定盘23上用于定位计量旋钮14的第四定位爪604、用于将旋钮头17沿计量旋钮14下压与螺纹导套16配合的第一压筒605,所述第一压筒605由第四升降气缸606驱动升降。
10、如上所述胰岛素笔的旋钮组件自动组装机,其特征在于:所述第七装置7包括有固定在所述机台11上的第一电缸701、被第一电缸701驱动水平滑动的第五升降气缸702、被第五升降气缸702驱动升降用于抓取弹簧b18的第七夹爪703、用于夹住所述离合器15的第七定位爪704、用于夹住所述计量旋钮14的第八定位爪705,所述第七夹爪703固定在第五升降气缸702的底部,所述第七定位爪704固定在所述上固定盘24上,所述第八定位爪705固定在所述下固定盘23上。
11、如上所述胰岛素笔的旋钮组件自动组装机,其特征在于:所述第八装置8包括有第八横杆801、固定在第八横杆801内端的第八内夹爪803、固定在第八横杆801外端的第八外夹爪802、带动第八横杆801左右移动或上下移动的第八两轴机械手、在安放按钮19时用于夹住计量旋钮14的第八定位爪804、用于下压按钮19的第二压筒804、在下压按钮19时用于夹住计量旋钮14的第九定位爪805,所述第八定位爪804固定在所述下固定盘23,所述第二压筒804由第六升降气缸806驱动升降,所述第六升降气缸806和所述第九定位爪805固定在同一支架上;所述第九装置9包括有被第八两轴机械手驱动左右移动或上下移动的第九夹爪901、输送带902、被第七气缸903驱动移动的滑轨904,第八两轴机械手与第七气缸903安装在同一支架上,合格的旋钮组件被第九夹爪901抓取至滑轨904,然后滑入输送带902输出。
12、一种如上所述胰岛素笔的旋钮组件自动组装机的组装方法,其特征在于包括如下步骤:
13、a、通过振动盘往机台11上输送锁紧环13,第一外夹爪103将从振动盘中输出的锁紧环13抓取至第一过渡位25,然后第一内夹爪102将第一过渡位25上的锁紧环13抓取至转盘22上的工件位12;
14、b、转盘22转动一个工位,第一检测器33检测工件位12上有无锁紧环13;
15、c、转盘22转动一个工位,第一可翻转夹爪203抓取从振动盘输出的计量旋钮14翻转180度后放至第二过渡位26,通过第一伺服电爪202抓取第二过渡位26上的计量旋钮14至工件位12,计量旋钮14通过第一定位爪204的孔后套在锁紧环13上形成组件一,并通过第一伺服电爪202转动来对位,使计量旋钮14的纵向筋与锁紧环13的纵向槽配合,配合后第一伺服电爪202因设定的扭力而松脱;
16、d、转盘22转动一个工位,第二检测器检测工件位12上有无计量旋钮14;
17、e、转盘22转动一个工位,第三外夹爪303抓取从振动盘输出的离合器15至第三过渡位27,然后第三内夹爪303抓取第三过渡位27上的离合器15至工件位12上通过第二定位爪304的孔再插入计量旋钮14内;
18、f、转盘22转动一个工位,第三检测器检测工件位12上有无离合器15;
19、g、转盘22转动一个工位,第二伺服电爪405逆时针旋转离合器15,离合器15外部有螺牙,使锁紧环13螺纹连接离合器15的中部;
20、h、转盘22转动一个工位,第三伺服电爪407顺时针旋转离合器15,使锁紧环13螺纹连接在离合器15的底部形成组件二;
21、i、转盘22转动一个工位,第四伺服电爪409逆时针旋转计量旋钮14,使计量旋钮14的底部卡到工件位12上治具的定位点32,用于计量旋钮14定角度,定好角度后,第四伺服电爪409因设定扭力就会打滑松脱;
22、j、转盘22转动一个工位,第五外夹爪506抓取振动盘输出的螺纹导套16至第四过渡位28,在第四过渡位28通过光纤检测螺纹导套16的朝向,如果朝向反了,则通过第二可翻转夹爪503翻转180度并抓取至第五过渡位29,如果朝向没反,则通过第二可翻转夹爪503直接抓取至第五过渡位29,再通过五伺服电爪502抓取第五过渡位29上的螺纹导套16至工件位12并套在计量旋钮14上,然后将螺纹导套16旋转至计量旋钮14的底部;
23、k、转盘22转动一个工位,通过旋转毛刷505进一步旋转螺纹导套16,确保螺纹导套16被旋转至计量旋钮14的底部,形成组件三,通过第四检测器检测工件位12上有无螺纹导套16;
24、l、转盘22转动一个工位,从振动盘输出的旋钮头17已经定好角度,通过第六外夹爪602抓取至第六过渡位30,再通过第六内夹爪603抓取第六过渡位30的旋钮头17至工件位12的计量旋钮14上,第四定位爪604夹住计量旋钮14,然后第六内夹爪603抓取旋钮头17套在计量旋钮14上;
25、m、转盘22转动一个工位,通过第五检测器检测工件位12上有无旋钮头17;
26、n、转盘22转动一个工位,第四升降气缸606驱动第一压筒605将旋钮头17沿计量旋钮14下压与螺纹导套16配合形成组件四;
27、o、转盘22转动一个工位,第七定位爪704夹住离合器15,第八定位爪705夹住计量旋钮14,第七夹爪703抓取弹簧b18安放至离合器15上形成组件五;
28、p、转盘22转动一个工位,通过第六检测器检测工件位12上有无弹簧b18;
29、q、转盘22转动一个工位,第六升降气缸806驱动第二压筒804将按钮19下压与旋钮头17扣接在一起形成旋钮组件;
30、r、转盘22转动一个工位,合格的旋钮组件被第九夹爪901抓取至滑轨904,然后滑入输送带902输出,对于不合格的旋钮组件,滑轨904会被第七气缸903驱动缩回,不合格的旋钮组件被第九夹爪901抓取掉至下方的废品收集盒。
31、与现有技术相比,本发明有如下优点:
32、本发明自动化程度高,能够大大提高组装效率和产品良率,降低成本。
- 还没有人留言评论。精彩留言会获得点赞!