一种大型插齿机自动上下料平台系统的制作方法
本发明涉及一种自动上下料平台系统,具体涉及一种大型插齿机自动上下料平台系统。
背景技术:
1、目前,大型插齿机加工零件直径范围大,重量重,大部分零件重量超过500kg,由于零件特殊性很难用上自动定心夹紧的夹具,通常只能采用人工找正后手动压板压紧的装夹方式(因找正装夹零件也极不方便,花费时间长)。而且也很难用上常用的换料机构,比如机械手臂,只能同时针对全防护型机床直接将零件起吊到插齿机工作台上进行装夹加工,因为插齿机加工平台的结构,像曲柄轴、连杆以及刀具在加工平台坚直方向上会占一定的空间,那么用吊装方式就很难将工件准确的放入平台上,这直接导致工件的加工精度不准确。
技术实现思路
1、针对现有技术中的缺陷,本发明提升了一种操作简单,装夹方便,加工精度高的一种大型插齿机自动上下料平台系统,
2、本发明所要解决问题的技术方案如下:
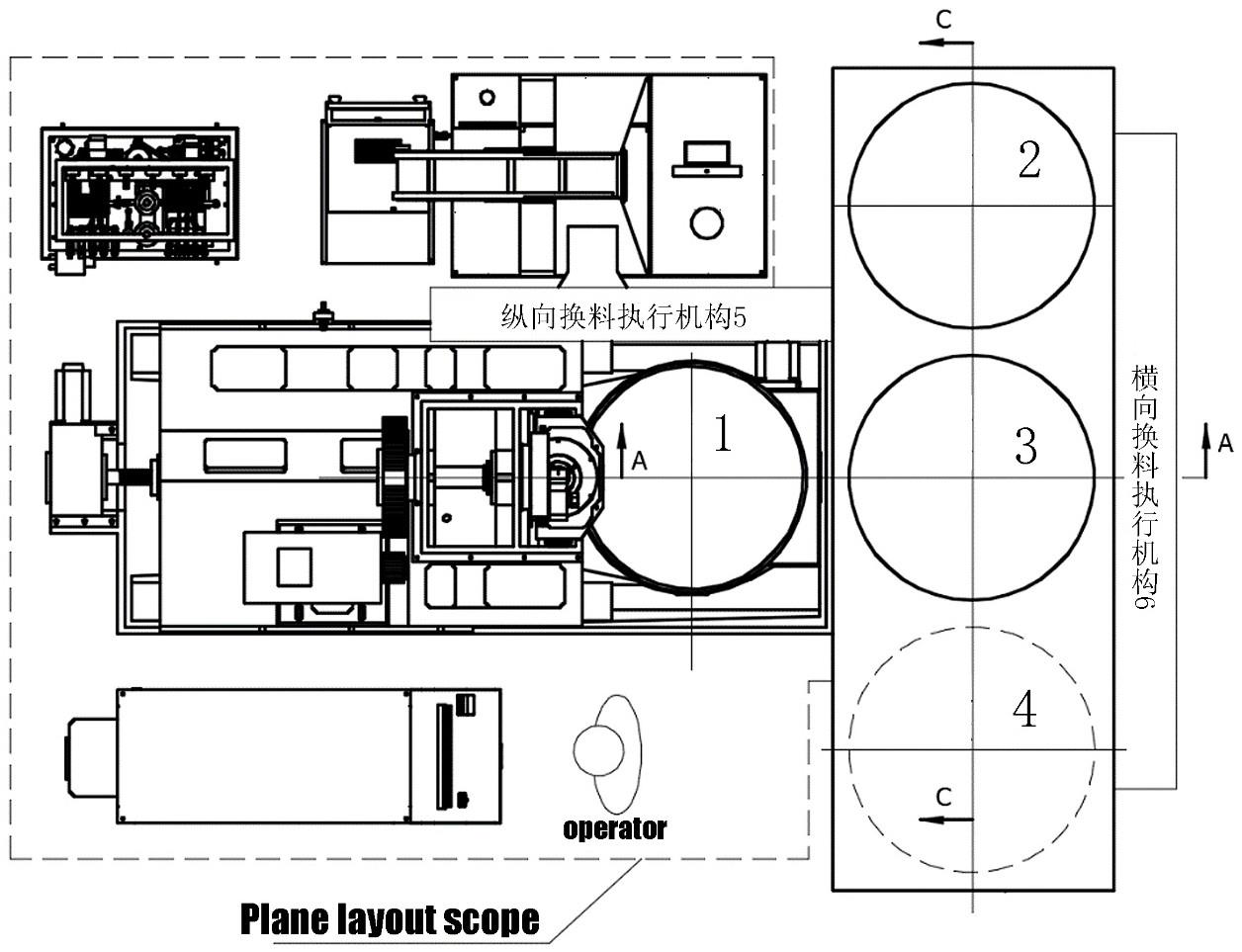
3、一种大型插齿机自动上下料平台系统,包括插齿机工作台,其特征在于,在插齿机工作台前方配合放置一个具有支撑底座的上下料平台,该上下料平台包括:
4、一零件装夹平台,用于在插齿机工作台上加工零件同时进行未加工零件的装夹;
5、一零件待料平台,通过纵向换料执行机构接收插齿机工作台已加工零件;
6、一换料辅助工位,通过横向换料执行机构接收来自零件待料平台已加工零件,同时横向换料执行机构将零件装夹平台未加工零件转移到零件待料平台;
7、其中,纵向换料执行机构在横向换料执行机构动作后复位,复位时将位于零件待料平台的未加工零件转移至插齿机工作台,横向换料执行机构复位将换料辅助工位上已加工零件转移至零件装夹平台进行已加工零件的拆卸。
8、优选地,所述插齿机工作台下方为工作台旋转主轴,在工作台旋转主轴轴面圆周方向上设有若干定心锥轴,一零件定位座安装于工作台导轨上,工作台导轨通过设置于工作台旋转主轴中间的油缸顶置于工作台旋转主轴轴面上方,所述定位座上设有与定心锥轴对应的内锥;所述零件待料平台通过待料导轨安装于待料旋转座上,待料旋转座安装于支撑底座上;工作台导轨与待料导轨在待料旋转座旋转至与插齿机工作台对接状态时,零件定位座经纵向换料执行机构可在两个导轨之间移动。
9、优选地,所述零件定位座上安装有压板,用于压紧零件。
10、优选地,所述定位座加工有卡槽,工作台导轨两边凸出与定位座卡槽配合,且凸出部分并列安装有多个竖向受力的滚轮;工作台导轨水平方向两边安装有若干水平滚轮。
11、优选地,所述零件装夹平台包括装夹定位座,在所述装夹定位座下方设有装夹旋转座,装夹旋转座内安装有装夹油缸,所述支撑底座对应所述装夹定位座设有装夹导轨,所述装夹导轨固定在装夹油缸上。
12、优选地,所述装夹旋转座 上表面设有装夹定位锥轴,装夹定位座底部设有与装夹定位锥轴匹配的装夹定位内锥。
13、优选地,所述纵向换料执行机构包括一纵向伺服电机、被纵向伺服电机丝杆带动的纵导杆,以及套置于导杆上可伸缩纵支架。
14、优选地,所述横向换料执行机构包括一横向伺服电机、被横向伺服电机丝杆带动的横导杆,以及套置于横导杆上可伸缩横支架。
15、优选地,在所述零件装夹平台一侧还设有升降上料平台;在升降上料平台未启动上料时,升降上料平台的台面与地面持平,在升降上料平台启动上料后,升降上料平台的台面与零件装夹平台持平;所述升降上料平台包括升降底座,设置于升降底座上的装物台板。
16、优选地,所述装物台板两侧升降机架下沉设有滑轨槽;对应滑轨槽在所述零件装夹平台上设有接应滑轨槽,该接应滑轨槽底部与一升降油缸固定;所述装物台板上放置一活动台板,所述活动台板底部设有万向轮,在升降上料平台启动上升万向轮的高度,所述活动台板可从升降底座上向侧边滑至地面上。
17、本发明的有益效果如下:
18、与现有技术相比,本发明的技术方案是针对大型插齿机所加工零件体积大、重量重的特点而设计,弥补了大型插齿机自动上下料的空白,并且可由单人操作,具有装夹方便,定位精准,零件加工精准度高等优点。
技术特征:
1.一种大型插齿机自动上下料平台系统,包括插齿机工作台,其特征在于:在插齿机工作台前方配合放置一个具有支撑底座的上下料平台,该上下料平台包括:
2.根据权利要求1所述的一种大型插齿机自动上下料平台系统,其特征在于: 所述插齿机工作台下方为工作台旋转主轴,在工作台旋转主轴轴面圆周方向上设有若干定心锥轴,一零件定位座安装于工作台导轨上,工作台导轨通过设置于工作台旋转主轴中间的油缸顶置于工作台旋转主轴轴面上方,所述定位座上设有与定心锥轴对应的内锥;所述零件待料平台通过待料导轨安装于待料旋转座上,待料旋转座安装于支撑底座上;工作台导轨与待料导轨在待料旋转座旋转至与插齿机工作台对接状态时,零件定位座经纵向换料执行机构可在两个导轨之间移动。
3.根据权利要求2所述的一种大型插齿机自动上下料平台系统,其特征在于:所述零件定位座上安装有压板,用于压紧零件。
4.根据权利要求2所述的一种大型插齿机自动上下料平台系统,其特征在于:所述定位座加工有卡槽,工作台导轨两边凸出与定位座卡槽配合,且凸出部分并列安装有多个竖向受力的滚轮;工作台导轨水平方向两边安装有若干水平滚轮。
5.根据权利要求1所述的一种大型插齿机自动上下料平台系统,其特征在于:所述零件装夹平台包括装夹定位座,在所述装夹定位座下方设有装夹旋转座,装夹旋转座内安装有装夹油缸,所述支撑底座对应所述装夹定位座设有装夹导轨,所述装夹导轨固定在装夹油缸上。
6.根据权利要求5所述的一种大型插齿机自动上下料平台系统,其特征在于:所述装夹旋转座 上表面设有装夹定位锥轴,装夹定位座底部设有与装夹定位锥轴匹配的装夹定位内锥。
7.根据权利要求1所述的一种大型插齿机自动上下料平台系统,其特征在于:所述纵向换料执行机构包括一纵向伺服电机、被纵向伺服电机丝杆带动的纵导杆,以及套置于导杆上可伸缩纵支架。
8.根据权利要求1所述的一种大型插齿机自动上下料平台系统,其特征在于:所述横向换料执行机构包括一横向伺服电机、被横向伺服电机丝杆带动的横导杆,以及套置于横导杆上可伸缩横支架。
9.根据权利要求1所述的一种大型插齿机自动上下料平台系统,其特征在于:在所述零件装夹平台一侧还设有升降上料平台;在升降上料平台未启动上料时,升降上料平台的台面与地面持平,在升降上料平台启动上料后,升降上料平台的台面与零件装夹平台持平;所述升降上料平台包括升降底座,设置于升降底座上的装物台板。
10.根据权利要求9所述的一种大型插齿机自动上下料平台系统,其特征在于:所述装物台板两侧升降机架下沉设有滑轨槽;对应滑轨槽在所述零件装夹平台上设有接应滑轨槽,该接应滑轨槽底部与一升降油缸固定;所述装物台板上放置一活动台板,所述活动台板底部设有万向轮,在升降上料平台启动上升万向轮的高度,所述活动台板可从升降底座上向侧边滑至地面上。
技术总结
一种大型插齿机自动上下料平台系统,包括插齿机工作台,上下料平台,该上下料平台包括:一零件装夹平台,用于在插齿机工作台上加工零件同时进行未加工零件的装夹;一零件待料平台,通过纵向换料执行机构接收插齿机工作台已加工零件;一换料辅助工位,通过横向换料执行机构接收来自零件待料平台已加工零件,同时横向换料执行机构将零件装夹平台未加工零件转移到零件待料平台;纵向换料执行机构在横向换料执行机构动作后复位,复位时将位于零件待料平台的未加工零件转移至插齿机工作台,横向换料执行机构复位将换料辅助工位上已加工零件转移至零件装夹平台进行已加工零件的拆卸。本发明装夹方便,定位精准,零件加工精准度高等优点。
技术研发人员:罗成,叶嗣林,叶喜明
受保护的技术使用者:浙江劳伦斯机床有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!