航空发动机压气机波型锁环分解工装的制作方法
本发明涉及航空发动机维修装备领域,尤其是一种航空发动机压气机波型锁环分解工装。
背景技术:
1、航空发动机的分装是航空发动机维修中的重要环节。航空发动机修理过程中各个部件是通过螺栓和螺母将各附件连接起来,但对于各附件连接的螺栓和螺母根据部位的不同,对螺栓和螺母采用不同防松动方式,如保险丝,锁片(单耳锁片、双耳锁片、t型锁片),卡环(内卡环、外卡环),t型销,开口销,自锁螺母,锁销,波型锁环等保险方式。某型发动机高压压气机锁紧螺母由于工作过程中载荷大,形状设计复杂,防松方式采用波型锁环方式。高压压气机锁紧螺母内端面径向齿与波型锁环径向齿配合,对高压压气机锁紧螺母起到防松作用。由于发动机恶劣的工作环境,受热膨胀、载荷应力等使得高压鼓筒轴与高压压气机锁紧螺母间粘滞,分解松动高压压气机锁紧螺母力矩是装配时的2-3倍,最大可达8000n·m。分解高压压气机锁紧螺母过程中,使用传统工艺规定工装,即高压压气机波型锁环压板。由于该波型锁环压板固定在反扭矩轴上,在松动高压压气机锁紧螺母过程中发生联动,导致压板脱落,锁紧螺母内孔齿与波型锁环齿面相碰撞,导致齿牙损坏,且无法修复,造成经济损失较大。
技术实现思路
1、本发明所要解决的技术问题是提供一种有效避免对高压压气机锁紧螺母和波型锁环拆分时造成的损坏,从而降低了发动机维修成本,缩短了发动机维修周期的航空发动机压气机波型锁环分解工装。
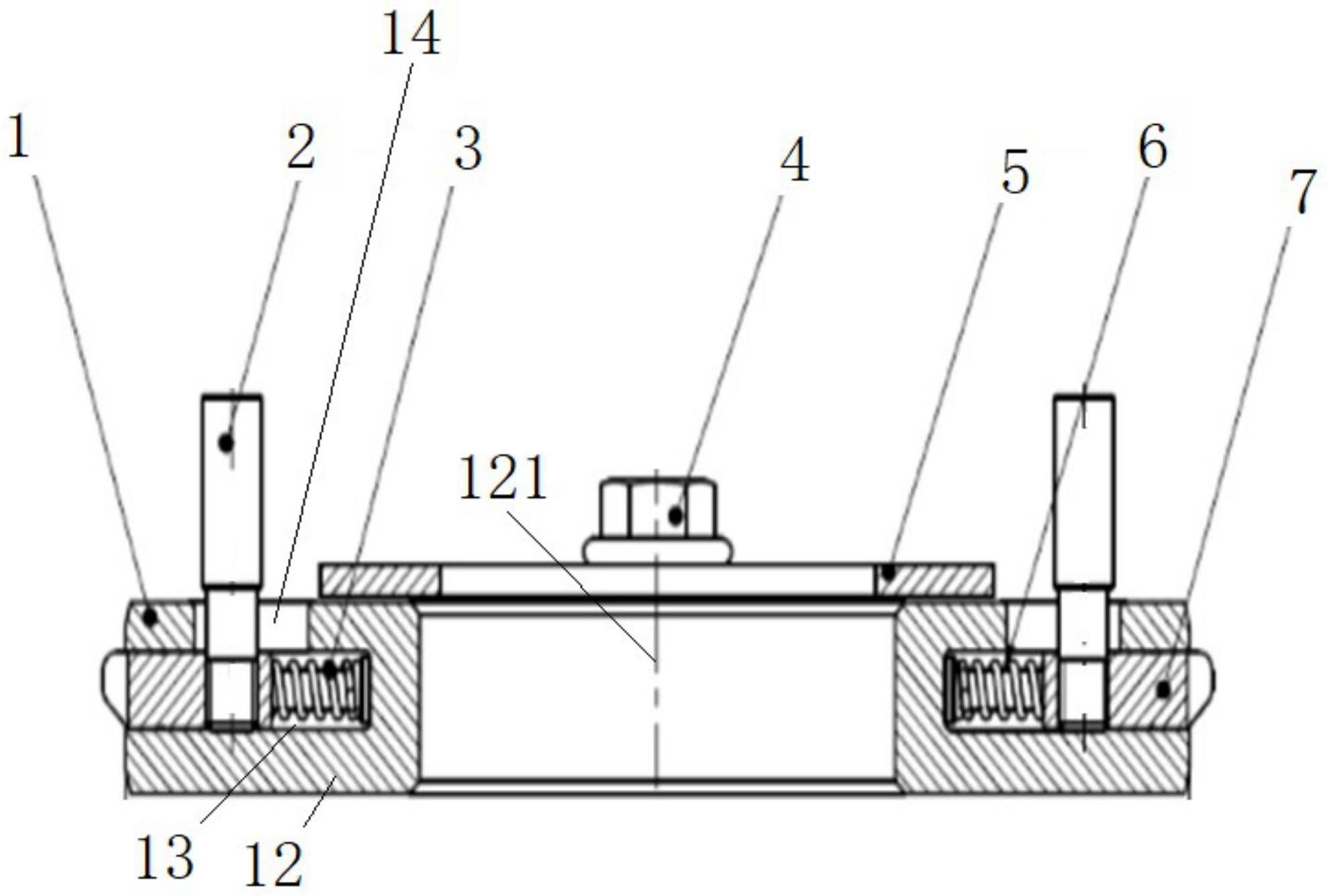
2、本发明解决其技术问题所采用的技术方案是:航空发动机压气机波型锁环分解工装,包括环形的工装本体,所述工装本体内设置有至少一个活塞滑槽,活塞滑槽开口设置于工装本体外侧的壁面上,活塞滑槽内设置有导向销,导向销上滑动设置有活塞,导向销延伸方向垂直于环形的工装本体的中心轴线且与工装本体的中心轴线相交,导向销上套接设置有复位弹簧,复位弹簧一端与活塞连接,复位弹簧另一端与活塞滑槽连接,活塞上设置有推动杆;当通过推动杆驱动复位弹簧压缩时,活塞向活塞滑槽内部滑动,活塞整体设置于活塞滑槽内;当松开推动杆时,复位弹簧伸长并驱动活塞的头部设置于活塞滑槽之外。
3、进一步的是,活塞滑槽绕工装本体的中心轴线均匀分布。
4、进一步的是,工装本体的其中一个端面上设置有压板,所述压板通过压紧螺栓设置于工装本体上。
5、进一步的是,所述推动杆与中心轴线之间互相平行设置。
6、进一步的是,所述活塞的侧壁设置有推动杆安装孔,所述推动杆一端设置于推动杆安装孔内。
7、进一步的是,包括设置于工装本体端面的限位套,限位套上设置有推动杆移动槽,所述推动杆穿过推动杆移动槽而设置于推动杆安装孔内。
8、本发明的有益效果是:一、有效提高分装高压压气机锁紧螺母产品的合格率,合格率由原来90%提高至95%以上。二、原有高压压气机锁紧螺母在分装时,压板是单点受力,压板固定在波型锁环上易脱离。重新设计该工装后,限位套和压板为两点受力,且与反扭矩轴不直接接触,从而减少了压板变形和高压压气机锁紧螺母瞬间脱开力矩的冲击,有效防止高压压气机锁紧螺母和高压锁环的损坏。三、该工装采用仿形设计,外形构造与所需产品相适应,主体选用高强度钢材料加工。同时考虑到工装安装到高压压气机轴内间距合适,留有容差,方便使用前、后的安装和取出,有效提高其操作性。本发明尤其适用于高压压气机锁紧螺母和波型锁环拆分工艺之中。
技术特征:
1.航空发动机压气机波型锁环分解工装,其特征在于:包括环形的工装本体(12),所述工装本体(12)内设置有至少一个活塞滑槽(13),活塞滑槽(13)开口设置于工装本体(12)外侧的壁面上,活塞滑槽(13)内设置有导向销(6),导向销(6)上滑动设置有活塞(7),导向销(6)延伸方向垂直于环形的工装本体(12)的中心轴线(121)且与工装本体(12)的中心轴线(121)相交,导向销(6)上套接设置有复位弹簧(3),复位弹簧(3)一端与活塞(7)连接,复位弹簧(3)另一端与活塞滑槽(13)连接,活塞(7)上设置有推动杆(2);当通过推动杆(2)驱动复位弹簧(3)压缩时,活塞(7)向活塞滑槽(13)内部滑动,活塞(7)整体设置于活塞滑槽(13)内;当松开推动杆(2)时,复位弹簧(3)伸长并驱动活塞(7)的头部设置于活塞滑槽(13)之外。
2.如权利要求1所述的航空发动机压气机波型锁环分解工装,其特征在于:活塞滑槽(13)绕工装本体(12)的中心轴线(121)均匀分布。
3.如权利要求1所述的航空发动机压气机波型锁环分解工装,其特征在于:工装本体(12)的其中一个端面上设置有压板(5),所述压板(5)通过压紧螺栓(4)设置于工装本体(12)上。
4.如权利要求1至3任意一项所述的航空发动机压气机波型锁环分解工装,其特征在于:所述推动杆(2)与中心轴线(121)之间互相平行设置。
5.如权利要求1至3任意一项所述的航空发动机压气机波型锁环分解工装,其特征在于:所述活塞(7)的侧壁设置有推动杆安装孔,所述推动杆(2)一端设置于推动杆安装孔内。
6.如权利要求5所述的航空发动机压气机波型锁环分解工装,其特征在于:包括设置于工装本体(12)端面的限位套(1),限位套(1)上设置有推动杆移动槽(14),所述推动杆(2)穿过推动杆移动槽(14)而设置于推动杆安装孔内。
技术总结
本发明涉及航空发动机维修装备领域,尤其是一种降低了发动机维修成本,缩短了发动机维修周期的航空发动机压气机波型锁环分解工装,包括环形的工装本体,所述工装本体内设置有至少一个活塞滑槽,活塞滑槽开口设置于工装本体外侧的壁面上,活塞滑槽内设置有导向销,导向销上滑动设置有活塞,导向销延伸方向垂直于环形的工装本体的中心轴线且与工装本体的中心轴线相交,导向销上套接设置有复位弹簧,复位弹簧一端与活塞连接,复位弹簧另一端与活塞滑槽连接,活塞上设置有推动杆;当通过推动杆驱动复位弹簧压缩时,活塞向活塞滑槽内部滑动,活塞整体设置于活塞滑槽内;当松开推动杆时,复位弹簧伸长并驱动活塞的头部设置于活塞滑槽之外。
技术研发人员:张延斌,程思恩,吴旭,代正华,李强,魏启星,胡凌珲,苏勇,杨凌峰,张跃平,张翊珣,张秀娟,刘锡林,姚利波,文瑜,吕毅,梁文超,李猛
受保护的技术使用者:国营川西机器厂
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!