惯性传感器的装配系统和方法与流程
本发明属于惯性传感器的装配,具体涉及一种惯性传感器的装配系统和方法。
背景技术:
1、随着科学技术的不断发展,各种传感器的应用也越来越广泛,高精密传感器的需求也越来越大,惯性传感器就是其中一种。惯性传感器主要用于检测和测量加速度、倾斜、冲击、振动、旋转以及多自由度运动等,是解决导航、定向和运动载体控制的重要部件。由于惯性传感器的制作工艺复杂且零件易碎,极易损坏,故极其依赖人工装配。
2、在惯性传感器的装配过程中,刚体零件与摆片轴线相对位置的精密度是保证惯性传感器性能的重要指标。人工装配是通过作业人员凭经验把控刚体零件与摆片彼此轴线的相对位置,但由于人工操作的不稳定性以及人员的多样性,目前惯性传感器装配的一致性、良品率以及产量都有着较大的波动,得不到保障。且当今社会环境下,人工成本越来越高,在精密传感器领域,对作业人员的专业水平也要求较高,需要从事精密装配领域的高精尖人员才能达到稳定地装配,极大的增加了惯性传感器的装配成本。
技术实现思路
1、本发明提供了一种惯性传感器的装配系统,旨在降低人工成本并提高惯性传感器装配的效率、一致性和良品率。
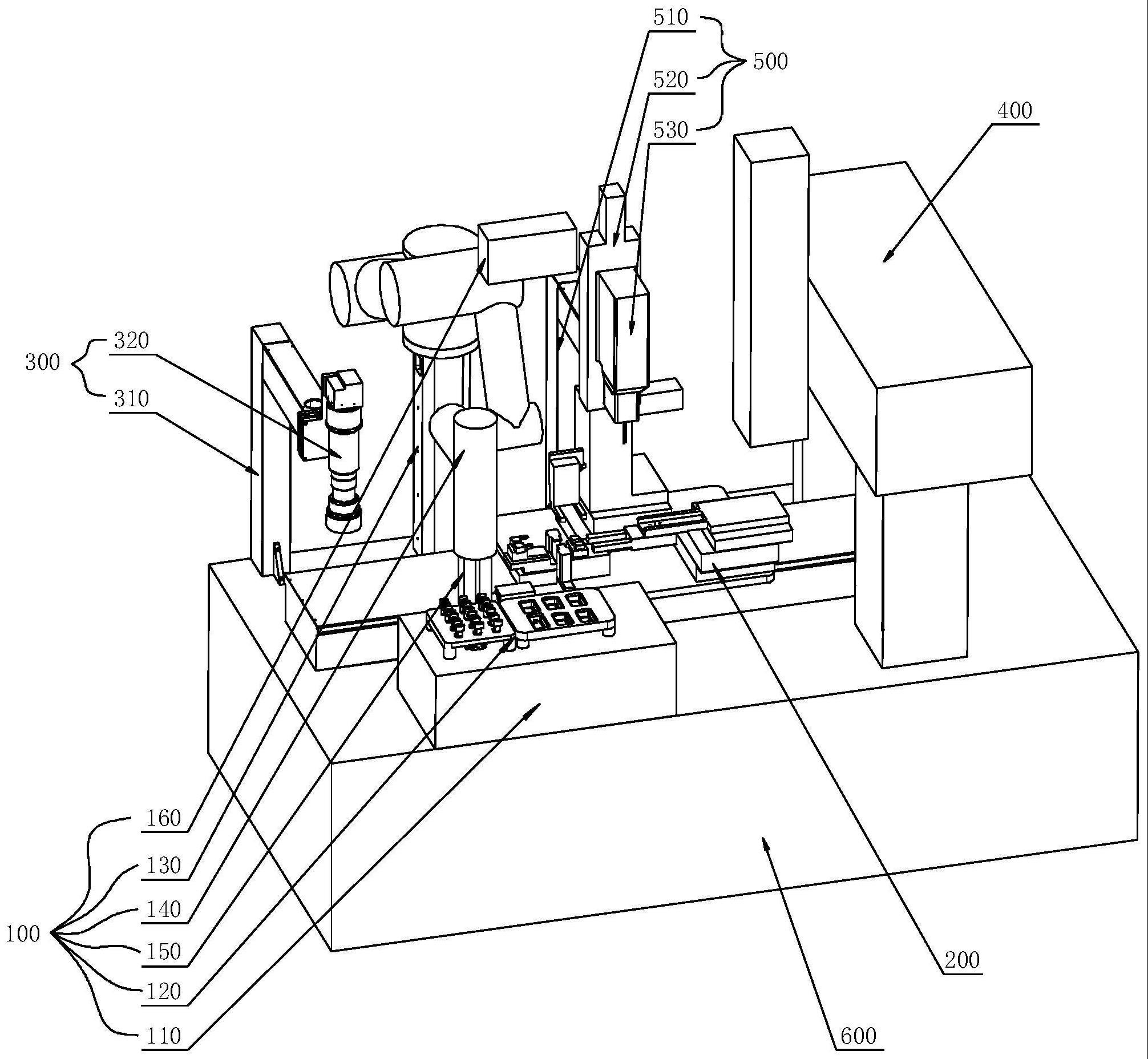
2、本发明解决其技术问题所采用的技术方案是:惯性传感器的装配系统,包括控制器以及分别与控制器电性连接的上下料模块、装配中转平台、识别模块和坐标测量模块;
3、所述上下料模块能够将惯性传感器的各零部件上料至装配中转平台的相应工位处;
4、所述识别模块能够识别惯性传感器的各零部件的相对位置;
5、所述坐标测量模块能够测量惯性传感器的各零部件的轴心坐标;
6、所述装配中转平台能够将惯性传感器的各零部件运送至识别模块的识别范围以及坐标测量模块的测量范围内,并能够调整惯性传感器的各零部件的位置;
7、所述控制器能够获取惯性传感器的各零部件的相对位置,并据此控制装配中转平台对惯性传感器的至少两个零部件进行位置调整使之轴线对齐,之后控制器还能够控制装配中转平台将惯性传感器的至少两个零部件装配为一个整体,以完成初步装配并得到初步装配体;控制器还能够获取惯性传感器的各零部件的轴心坐标,并据此控制装配中转平台对初步装配体中的各零部件进行位置调整,使初步装配体中各零部件的同轴度精度达标,以完成精密装配并得到精密装配体。
8、进一步的,所述上下料模块包括上下料工作台、设置在上下料工作台的台面上的上下料盘、设置在上下料工作台一侧的机械臂安装立柱、设置在机械臂安装立柱上的机械臂、设置在机械臂自由端的机械手爪、以及设置在上下料盘上侧的上下料引导单元。
9、进一步的,所述装配中转平台包括装配基板、夹具水平夹持机构、上刚体零件水平夹持机构、摆片调整夹钳、下刚体零件调整夹钳和下刚体零件水平夹持机构;
10、所述装配基板设置在直线运动机构的运动件上;
11、所述夹具水平夹持机构通过夹具推送机构设置在装配基板上;
12、所述上刚体零件水平夹持机构设置在装配基板上,并位于夹具水平夹持机构的前侧;
13、所述摆片调整夹钳通过水平运动机构设置在装配基板上,并能够运动至与上刚体零件水平夹持机构相对应的位置;
14、所述下刚体零件水平夹持机构设置在装配基板上,并位于上刚体零件水平夹持机构的前侧;
15、所述下刚体零件调整夹钳通过三维运动机构设置在装配基板上,并能够运动至与上刚体零件水平夹持机构以及与下刚体零件水平夹持机构相对应的位置。
16、进一步的,该惯性传感器的装配系统还包括基体平台;
17、装配中转平台通过直线运动机构设置在基体平台上;
18、所述识别模块包括设置在基体平台上的相机安装立柱以及设置在相机安装立柱上的工业相机,所述工业相机的拍摄范围与直线运动机构的一端相对应;
19、所述坐标测量模块包括设置在基体平台上的三坐标测量仪,所述三坐标测量仪的测量范围与直线运动机构的另一端相对应。
20、进一步的,该惯性传感器的装配系统还包括锁紧模块;
21、所述上下料模块还能够将装配夹具上料至装配中转平台的相应工位处;
22、所述装配中转平台还能够运送装配夹具并使精密装配体被装入装配夹具的中间夹紧位置;
23、所述锁紧模块能够将装有精密装配体的装配夹具锁紧;
24、所述上下料模块还能够将锁紧有精密装配体的装配夹具下料。
25、进一步的,所述锁紧模块包括设置在基体平台上的锁紧模块立柱以及通过竖向运动机构设置在锁紧模块立柱上的锁附机构。
26、进一步的,所述直线运动机构为y轴直线运动机构,所述水平运动机构为xy两轴直线运动机构,所述三维运动机构为xyz三轴直线运动机构,所述竖向运动机构为z轴直线运动机构。
27、本发明还提供了一种可提高惯性传感器装配的效率、一致性和合格率的装配方法,所述惯性传感器包括依次同轴安装在一起的上刚体零件、摆片和下刚体零件,该装配方法采用上述的惯性传感器的装配系统来完成惯性传感器的装配,并包括下列步骤:
28、步骤一,人工将上刚体零件和摆片组合为摆片组合件,再将摆片组合件、下刚体零件和装配夹具放置到置物区;之后,控制器控制上下料模块将摆片组合件和下刚体零件分别上料至装配中转平台的相应工位处;
29、步骤二,控制器通过识别模块获取摆片组合件中的上刚体零件与摆片的相对位置,并据此控制装配中转平台对上刚体零件和摆片进行位置调整使之轴线对齐;
30、步骤三,控制器控制装配中转平台将下刚体零件安装到摆片组合件上,完成初步装配并得到初步装配体;
31、步骤四,控制器通过坐标测量模块获取上刚体零件的轴心坐标a(x1,y1,z1)、摆片的轴心坐标b(x2,y2,z2)和下刚体零件的轴心坐标c(x3,y3,z3);
32、步骤五,控制器根据步骤四获取的轴心坐标,控制装配中转平台对初步装配体中的各零部件进行位置调整,使上刚体零件的轴心、摆片的轴心和下刚体零件的轴心三者处于装配体的轴线上,完成精密装配并得到精密装配体。
33、进一步的,该装配方法还包括步骤六、步骤七、步骤八和步骤九;
34、步骤一具体为,将摆片组合件、下刚体零件和装配夹具放置到上下料盘的相应位置处;控制器检测到上下料盘就位,通过上下料引导单元获取摆片组合件、下刚体零件和装配夹具的位置,并控制机械臂带动机械手爪将摆片组合件抓取上料至上刚体零件水平夹持机构处、将下刚体零件抓取上料至下刚体零件水平夹持机构处;
35、步骤二具体为,控制器控制摆片调整夹钳移动并将摆片夹持住,并控制直线运动机构的运动件带动装配基板移动至工业相机的拍摄范围内;接着,控制器通过工业相机拍得摆片与上刚体零件的相对位置,并据此计算后控制摆片调整夹钳对摆片进行位置调整,使上刚体轴线与摆片轴线对齐;
36、步骤三具体为,控制器控制直线运动机构的运动件带动装配基板移动,退出工业相机的拍摄范围,并控制下刚体零件调整夹钳将下刚体零件抓取并移动至摆片组合件的上方再向下移动将下刚体零件安装到摆片组合件上,完成初步装配并得到初步装配体;
37、步骤四具体为,控制器控制直线运动机构的运动件带动装配基板移动至三坐标测量仪的测量范围内,三坐标测量仪在下刚体零件的顶端面打点并取得初步装配体的上平面,随后三坐标测量仪以取得的上平面为基准在下刚体零件的侧面取点,获得下刚体零件的轴心坐标c(x3,y3,z3);接着,三坐标测量仪以取得的上平面为基准在摆片的侧面取点,获得摆片的轴心坐标b(x2,y2,z2);再接着,三坐标测量仪以取得的上平面为基准在上刚体零件的侧面取点,获得上刚体零件的轴心坐标a(x1,y1,z1);
38、步骤五具体为,控制器获取上刚体零件的轴心坐标a(x1,y1,z1)、摆片的轴心坐标b(x2,y2,z2)和下刚体零件的轴心坐标c(x3,y3,z3),并以上刚体零件的轴心坐标a(x1,y1,z1)为基准,控制摆片调整夹钳对摆片进行位置调整、并控制下刚体零件调整夹钳对下刚体零件进行位置调整,使上刚体零件的轴心、摆片的轴心和下刚体零件的轴心三者处于装配体的轴线上,完成精密装配并得到精密装配体;
39、步骤六,按与步骤四同样的方式对精密装配体中各零部件的轴心坐标进行测量,校验上刚体零件、摆片和下刚体零件三者的同轴度是否达标;若三者的同轴度公差小于等于0.02mm,则进入下一步骤;若三者的同轴度公差大于0.02mm,则重复步骤五;
40、步骤七,控制器控制机械臂带动机械手爪将装配夹具抓取上料至夹具水平夹持机构处固定,并控制夹具推送机构推动装配夹具使精密装配体被装入装配夹具的中间夹紧位置;
41、步骤八,控制器控制直线运动机构的运动件带动装配基板移动至锁附机构的下方,并控制竖向运动机构带动锁附机构向下移动与装配夹具的锁紧部位配合,再控制锁附机构将装配夹具锁紧;
42、步骤九,控制器控制夹具推送机构复位并控制夹具水平夹持机构松开装配夹具,最后控制机械臂带动机械手爪将锁紧有精密装配体的装配夹具下料至上下料盘的相应位置处。
43、进一步的,该装配方法还包括通过控制器控制直线运动机构的运动件带动装配基板移动至工业相机的拍摄范围内,并控制工业相机拍得下刚体零件上的产品编号,再根据产品编号对本次的装配数据进行存储的步骤。
44、本发明的有益效果是:该装配系统主要由控制器以及分别与控制器电性连接的上下料模块、装配中转平台、识别模块和坐标测量模块组成,其控制器能够控制上下料模块实现自动上下料操作,其控制器能够控制装配中转平台实现自动装配和位置调整操作;利用该装配系统装配惯性传感器,可有效降低人工劳动强度和人工成本,并提高装配的效率;同时,初步装配过程中控制器能够通过识别模块获取惯性传感器的各零部件的相对位置,并据此控制装配中转平台对惯性传感器的至少两个零部件进行位置调整使之轴线对齐,精密装配过程中控制器能够通过坐标测量模块获取惯性传感器的各零部件的轴心坐标,并据此控制装配中转平台对初步装配体中的各零部件进行位置调整,使初步装配体中各零部件的同轴度精度达标,因此利用该装配系统装配惯性传感器可有效保证惯性传感器的各零部件的同轴度精度,大大提高产品的良品率,并保证惯性传感器中刚体零件与摆片相对位置的一致性。
- 还没有人留言评论。精彩留言会获得点赞!