一种适合于抑制冷轧轧机中AGC液压缸振动的系统及方法与流程
本发明涉及冷轧,具体为一种适合于抑制冷轧轧机中agc液压缸振动的系统及方法。
背景技术:
1、当前,几乎所有的冷轧轧机都可能面临振动问题,当轧机的轧制速度提高,控制系统增益增加或者agc油缸超过一定行程时,系统将会发生振动,严重影响机组的正常生产。会使板带的厚度和板型会受到较大的影响,因此,产品的质量以及钢的产量会受到限制。现在,有一种抑制振动方法来克服这种现象,保证轧机在高速,高增益,高行程的轧制下保持平稳轧制。
2、要解决振动,首先要了解振动,才能有效的解决振动问题。板带轧制过程中可能会发生多种形式的振动,其特点和发生原因也各不相同。按载荷传递系统不同可分为轧机主动传动系统扭转振动和轧机垂直系统振动。而本专利主要研究的是冷轧轧机推上或者压下液压缸的agc液压系统振动:当所轧制的带钢较薄,推上、压下液压缸行程较高时,易发生agc液压系统的振动情形。本文中的振动问题,主要来源于溧阳某冷连轧的工程项目:某冷轧轧机推上缸行程超过200mm时,轧机agc液压系统产生了振动频率为16hz的等幅振动,当采取降低一定幅度的轧制速度或者减少带钢张力,减少系统增益时,系统振动降幅并不明显,对此,某钢厂现阶段只能减少薄带钢规格的生产,具有针对性的屏蔽推上缸行程高带来的液压系统振动问题。从其它文献可知,宝钢1550mm某酸轧联合机组中,就出现了压下油缸超过一定行程后,压下agc液压系统就会出现振荡的现象。可见,冷轧轧机液压系统的振动在实际生产实践过程中较为常见,一直以来受到专家、学者们的关注。
3、agc液压系统的振动频率较低,通常为5~40hz之间,其基本机理是自激振动。从物理学角度讲,造成液压系统振动因素较多,振动是由于轧机本身的参数到达临界值,比如轧制速度,张力,摩擦系数,油柱高度等。其中,影响因素较强烈的是液压系统、油柱高度、自然频率等。
4、现在国内外关于系统振动的研究,大多采用搭建系统力学模型的方法,将轧机部分构件简化为多自由度系统,在此基础上依据控制理论研究相关不稳定因素。然而国内外的学者对于振动模型的研究都做了适当简化假设,且往往孤立某个方面,没有将在实际中产生的各种耦合因素综合考虑,从而模型往往模拟出的结果较为单一。
5、中国专利cn201310546825描述了抑制轧机振动的一种方法,此方法将采集的振动信号引入系统的执行单元,从板材张力与轧制速度两个因素来分别降低系统的振动。不过此方法涉及到了轧制速度的调节,当系统振动时,往往要降低其轧制速度,从而保证系统的稳定。而本专利的液压抑制系统可以在保证轧制速度不变的前提下,抑制轧机液压系统振动,从而保证了板材的质量与生产效益。
6、中国专利cn107983781描述了抑制轧机系统三倍频程的一种方法,轧机三倍频程的振动范围为125~240hz,而本专利针对的为5~40hz的液压系统振动。并且该方法将采集的加速度信号引入系统的高频响应伺服阀,从而增加液压系统的阻尼来降低系统的振动能量,来抑制轧机3倍频程振动。但是该专利只涉及到了液压系统阻尼的调节,三倍频程的振动往往有着较大的振动能量,有时只是简单的增加液压系统的阻尼往往会使减振效果不明显。而本专利中的液压抑制系统采集的是位置信号,位置经过等频率和反相位的处理后,将位置信号通过液压抑制伺服阀传导到agc液压主油缸,可以起到“吸收”系统振动的效果,与该专利的减振原理不同。
7、中国专利cn115625216描述了反相相位抑制轧机振动的方法,该方法主要解决的问题是热轧领域轧机共振问题,解决方法是通过反相位处理的加速度信号来制造轧机agc油缸产生与轧机共振方向相反,振幅相等的振动,使其“相互抵消”。而本专利的振动诱因是轧机agc液压系统,解决方法是通过附加的伺服阀来消减、抑制轧机agc油缸振动,即为减少油缸振动,并非使油缸产生振动从而抵消轧机整体振动。此外,本专利是另外搭建液压系统,将振动信号作用在与agc液压系统伺服阀并联的液压抑制伺服阀中,使其对轧机本身的agc系统影响降到最低。而上述专利直接将加速度信号直接施加在轧机agc伺服阀上,这将会对agc系统本身产生一定影响。
8、中国专利cn102755995描述了附加伺服阀、液压缸、抑制控制器等抑制轧机振动的方法,其方法重点是要增加执行机构液压缸,并且要布置在轴承座,液压缸的布置方向要与轧机振动方向相一致,这就无疑增加了安装的工艺难度。该专利的抑制振动的原理是根据轧机的振动信号以来制造另外的液压振动来“抵消”轧机振动,但液压系统响应频率范围较窄,并不能完全消除轧机高频次的振动。其次,在轴承座处安置液压缸并不适合所有轧机的类型,轧机结构通常比较紧凑,轧机在轴承座处的空间有限,并不能满足所有轧机结构的要求。
9、有鉴于此,特提出本发明。
技术实现思路
1、本发明的目的在于提供一种适合于抑制冷轧轧机中agc液压缸振动的系统及方法,以解决上述背景技术中提出的技术问题。
2、为实现上述目的之一,本发明提供如下技术方案:
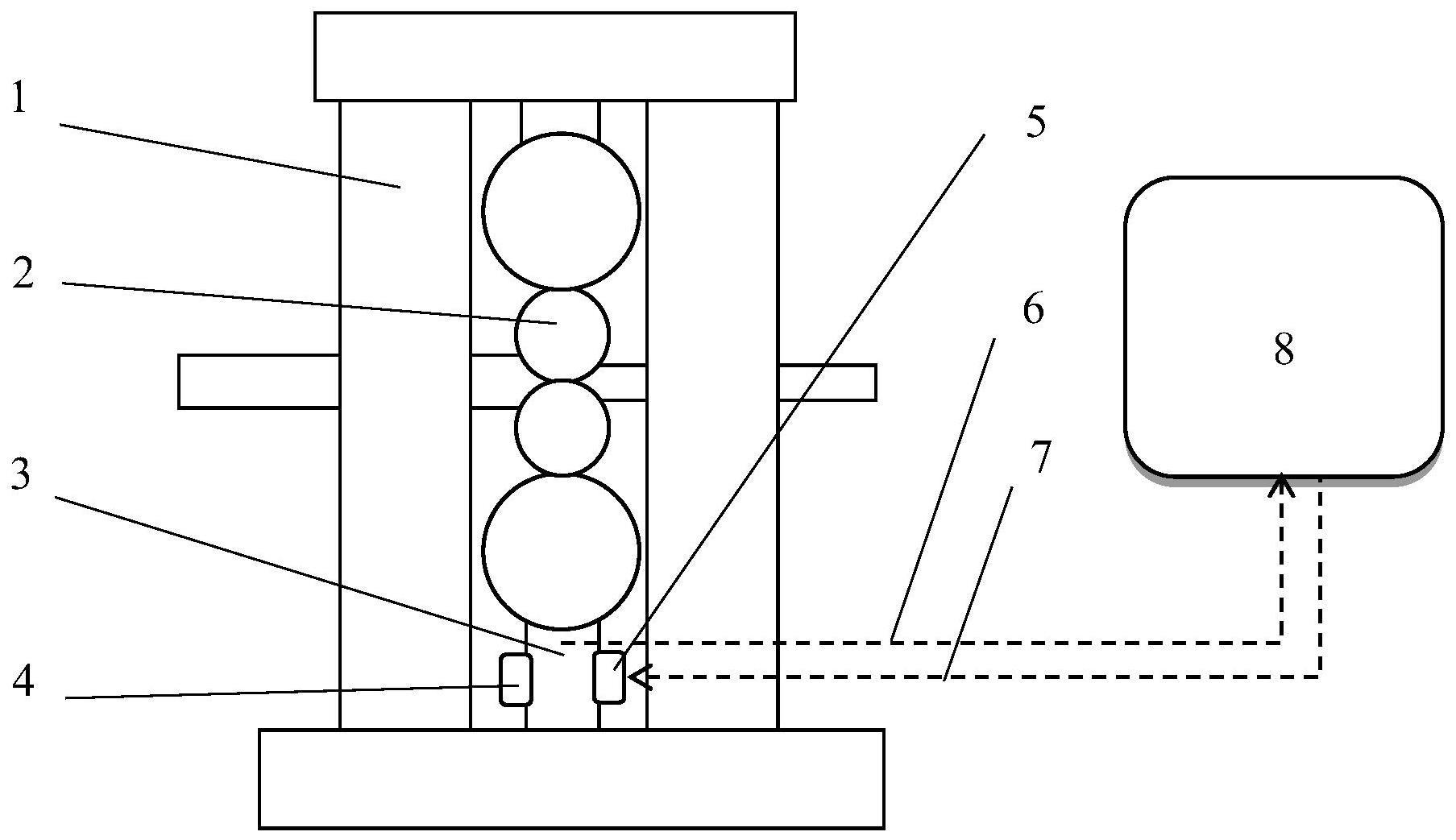
3、一种适合于抑制冷轧轧机中agc液压缸振动的系统,在所述agc液压缸中包括位置感应器,所述位置传感器用于感应所述agc液压缸的位置信息,包括液压抑制伺服阀及液压抑制控制器;所述液压抑制控制器根据所述agc液压缸的位置信息从而控制所述液压抑制伺服阀输出与所述agc液压缸振动方向相反的压力与流量,从而抑制agc液压缸的振动。
4、优选地,所述液压抑制伺服阀与所述agc液压缸刚性连接。
5、优选地,还包括滤波器,所述滤波器用于识别所述agc液压缸振动的频率并过滤所述agc液压缸常规工作的频段。
6、优选地,还包括相位补偿装置,所述相位补偿装置用于补偿因信号采集、处理延迟导致滞后的相位角。
7、优选地,还包括背压模块,所述背压模块可以确保系统运行稳定,同时保证agc液压缸工作时不会处于失重状态。
8、优选地,还包括限幅模块,所述限幅模块位于所述液压抑制伺服阀之前。
9、优选地,所述液压抑制伺服阀直接固定在所述agc液压缸上。
10、优选地,所述位置传感器为磁栅尺。
11、为实现上述目的之二,本发明提供如下技术方案:
12、一种适合于抑制冷轧轧机中agc液压缸振动的方法,包括如下步骤:
13、步骤100:在agc液压缸中设置位置传感器,所述位置传感器将所述agc液压缸的位置信息发送至液压抑制控制器中;
14、步骤200:所述液压抑制控制器根据所述agc液压缸的位置信息判断agc液压缸是否发生振动;
15、步骤300:如若发生振动,则液压抑制控制器向液压抑制伺服阀发出频率大小相等而相位相反的振动抑制信号,液压抑制伺服阀根据振动抑制信号向agc液压缸输出与所述agc液压缸振动方向相反的压力与流量,从而抑制agc液压缸的振动;
16、如若未发生振动,则不开启液压抑制伺服阀。
17、优选地,在所述步骤100中:
18、所述位置传感器为磁栅尺;
19、在所述步骤200中:
20、在所述液压抑制控制器根据agc液压缸的位置信息判断agc液压缸是否发生振动之前,所述agc液压缸的位置信息需要经过滤波器及相位补偿装置;
21、在所述步骤300中:
22、所述液压抑制伺服阀在接收到振动抑制信号之前,所述振动抑制信号需经过限幅模块,所述限幅模块用于保护所述液压抑制伺服阀不被烧坏。
23、与现有技术相比较,本发明提出的一种适合于抑制冷轧轧机中agc液压缸振动的系统及方法,采用液压抑制系统,使轧机保证轧制速度不变,增加液压缸推上、压下行程的情况下,减少轧机系统振动,并且液压抑制系统与轧机本身的agc系统相互分离,可对其影响降至最小。当轧机液压系统振动时,位置信号反馈到液压抑制系统,使位置信号转变为频率大小相等而相位相反的抑制信号,从而使液压抑制伺服阀产生与其振动方向相反的压力、流量,减少其系统振动幅度,从而起到抑制液压系统振动的效果。
24、为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
- 还没有人留言评论。精彩留言会获得点赞!