焊接工装及焊接设备的制作方法
本申请涉及电池加工,尤其涉及焊接工装及焊接设备。
背景技术:
1、随着新能源汽车销量的迅速攀升,锂电池行业也进入了高速发展阶段。圆柱电池是锂电池中的一种,在进行圆柱电池的生产加工中,在完成电芯入壳之后,需要进行集流盘焊接作业。现有技术中集流盘结构大多为包括盘体以及设置于盘体周边的若干个翻边,在将集流盘与入壳的电芯焊接固定后,还需将集流盘与电池外壳焊接固定,也即是将翻边与电池外壳的内壁面焊接固定(称之为侧边焊)。
2、进行侧边焊时,为进一步保证翻边与电池外壳内壁面之间的焊接质量,需使得翻边紧贴电池外壳内壁面,减少翻边与电池外壳内壁面之间的间隙,通常采用设置压紧机构的方式,压紧翻边。如专利号为cn115609174a的中国专利公开的焊接夹紧治具及焊接设备,其利用第二压紧机构来压紧集流盘的侧壁至电池壳体的壳体内壁上以便于焊接。但是该设计方案中,每个第二压紧机构均需独立设置一个推动件作为额外动力源进行径向驱动,使得整体结构复杂,安装维护成本高。
技术实现思路
1、有鉴于此,本申请的目的是提供焊接工装及焊接设备,以解决现有技术中实现翻边紧贴电池外壳内壁面的装置结构复杂,安装维护成本高的技术问题。
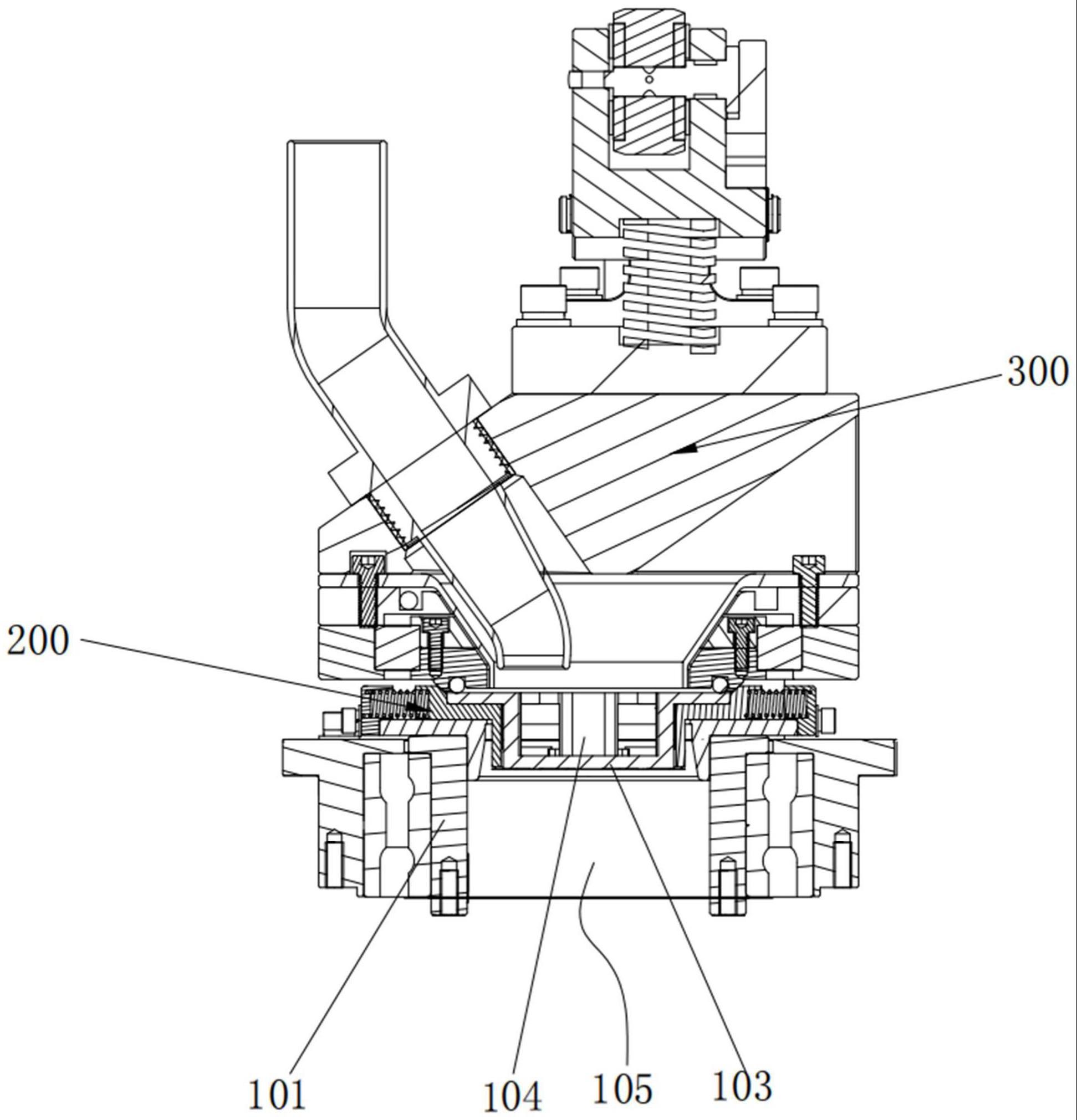
2、为达到上述技术目的,本申请提供了焊接工装,包括电芯对中机构、侧压机构以及下压机构;
3、所述电芯对中机构上设有供电池外壳伸入的对中通孔;
4、所述侧压机构安装于所述电芯对中机构上,且设有伸入所述对中通孔中的侧压部;
5、所述侧压部沿所述对中通孔的径向方向弹性活动设置;
6、所述侧压部上连接有第一配合部;
7、所述下压机构安装于所述电芯对中机构上,且设有与所述第一配合部斜楔配合的第二配合部;
8、所述第二配合部沿所述对中通孔的轴向方向活动设置;
9、所述第二配合部用于在往靠近所述电芯对中机构方向运动时,通过与所述第一配合部的斜楔配合以带动所述侧压部往远离所述对中通孔的中心线方向运动,以将集流盘的翻边压抵于电池外壳的内壁面。
10、进一步地,所述侧压机构包括侧压滑动件、侧压件以及侧压弹性件;
11、所述侧压滑动件沿所述对中通孔的径向方向滑动安装于所述电芯对中机构上;
12、所述侧压弹性件连接于所述侧压滑动件的一端与所述电芯对中机构之间;
13、所述侧压件连接于所述侧压滑动件另一端,且伸入所述对中通孔,用于形成所述侧压部;
14、所述侧压滑动件上设有第一导向斜面,用于形成所述第一配合部。
15、进一步地,所述侧压件呈弧形,用于压紧相邻的两个翻边上相互靠近的端部,以将翻边压紧于电池外壳内壁面。
16、进一步地,所述下压机构包括下压驱动组件、升降座以及支撑弹性件;
17、所述升降座沿所述对中通孔的轴向方向滑动安装于所述电芯对中机构上;
18、所述升降座上设有与所述第一导向斜面斜楔配合的第二导向斜面,用于形成第二配合部;
19、所述支撑弹性件连接于所述升降座与所述电芯对中机构之间;
20、所述下压驱动组件与所述升降座连接,用于驱动所述升降座运动。
21、进一步地,所述下压驱动组件上设有呈预设轨迹设置抵接面;
22、所述升降座上枢接有可与所述抵接面接触相抵并沿所述抵接面运动的滚轮。
23、进一步地,还包括侧压力调节组件;
24、所述侧压力调节组件安装于所述升降座上,且与所述滚轮连接,用于沿所述对中通孔的轴向方向调节所述滚轮相对于所述升降座的质心高度。
25、进一步地,所述侧压调节组件包括调节块、偏心轴、调节座以及调节弹性件;
26、所述偏心轴枢接于所述调节座上;
27、所述滚轮枢接于所述偏心轴上;
28、所述调节块连接于所述偏心轴的一端并与所述偏心轴同步转动;
29、所述调节块上设有弧形孔;
30、所述调节座上设有与所述弧形孔对应的第一螺纹孔;
31、所述第一螺纹孔上插设有穿过所述弧形孔的第一螺纹紧固件;
32、所述第一螺纹紧固件的头部可与所述调节块接触相抵,用于锁止所述调节块的转动;
33、所述调节座可翻转地安装于所述升降座上,且与所述升降座之间具有翻转调节间隙;
34、所述调节弹性件设置于所述翻转调节间隙中,一端与所述调节座连接,另一端与所述升降座连接;
35、所述升降座上安装有用于限制所述调节座的最大翻转角度的限制件。
36、进一步地,所述升降座内设有除尘腔;
37、所述除尘腔的一端贯穿所述升降座底部,且与所述对中通孔连通;
38、所述升降座上设有连通所述除尘腔的激光避让口以及除尘口;
39、所述除尘口上插设有吸尘管;
40、所述吸尘管的一端伸入所述除尘腔内。
41、进一步地,所述升降座底部于所述除尘腔的一端外环设有与所述电芯对中机构密封接触的密封圈。
42、本申请还公开了焊接设备,包括上述的焊接工装。
43、从以上技术方案可以看出,本申请所设计的焊接工装,利用第一配合部与第二配合部之间的斜楔配合,来实现沿对中通孔轴向方向的运动以驱动侧压部径向运动,完成翻边的压抵;该设计下,仅需一个动力源来带动第二配合部运动,即可与一个或多个第一配合部斜楔配合,从而实现一个动力源即可控制一个或多个侧压部压紧翻边,极大的减少额外动力源的配置,整体结构更加简单,安装维护成本更低。
技术特征:
1.焊接工装,其特征在于,包括电芯对中机构(100)、侧压机构(200)以及下压机构(300);
2.根据权利要求1所述的焊接工装,其特征在于,所述侧压机构(200)包括侧压滑动件(201)、侧压件(202)以及侧压弹性件(204);
3.根据权利要求2所述的焊接工装,其特征在于,所述侧压件(202)呈弧形,用于压紧相邻的两个翻边上相互靠近的端部,以将翻边压紧于电池外壳内壁面。
4.根据权利要求2所述的焊接工装,其特征在于,所述下压机构(300)包括下压驱动组件(301)、升降座(302)以及支撑弹性件;
5.根据权利要求4所述的焊接工装,其特征在于,所述下压驱动组件(301)上设有呈预设轨迹设置抵接面;
6.根据权利要求5所述的焊接工装,其特征在于,还包括侧压力调节组件;
7.根据权利要求6所述的焊接工装,其特征在于,所述侧压调节组件包括调节块(313)、偏心轴(311)、调节座(310)以及调节弹性件(309);
8.根据权利要求4所述的焊接工装,其特征在于,所述升降座(302)内设有除尘腔(303);
9.根据权利要求8所述的焊接工装,其特征在于,所述升降座(302)底部于所述除尘腔(303)的一端外环设有与所述电芯对中机构(100)密封接触的密封圈(304)。
10.焊接设备,其特征在于,包括如权利要求1至9任意一项所述的焊接工装。
技术总结
本申请公开了焊接工装及焊接设备,涉及电池加工技术领域,其中焊接工装包括电芯对中机构、侧压机构以及下压机构;电芯对中机构上设有对中通孔;侧压机构安装于电芯对中机构上,且设有伸入对中通孔中的侧压部;侧压部沿对中通孔的径向方向弹性活动设置;侧压部上连接有第一配合部;下压机构安装于电芯对中机构上,且设有与第一配合部斜楔配合的第二配合部;第二配合部沿对中通孔的轴向方向活动设置;第二配合部用于在往靠近电芯对中机构方向运动时,通过与第一配合部的斜楔配合以带动侧压部往远离对中通孔的中心线方向运动,以将集流盘的翻边压抵于电池外壳的内壁面。该设计极大的减少额外动力源的配置,整体结构更加简单,安装维护成本更低。
技术研发人员:请求不公布姓名
受保护的技术使用者:广东利元亨智能装备股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!