一种用线切割同时加工至少十件偏心极针破口的装夹装置的制作方法
本发明涉及一种偏心极针定心装夹装置,特别适用于线切割同时加工至少十件偏心极针破口。
背景技术:
1、极针是组成火工品电起爆器的重要零件,与极针套装配成极针组件,通过塑压成型为插塞组件,极针与壳体之间因酚醛玻璃纤维隔离绝缘,极针一端与电连接器插头连接,另一端与发火组件接通,从而起到传输电流、引爆药剂,最终实现点火、起爆的作用。当插塞组件两端插接间距不同时,需要将极针两端孔和轴的中心进行偏心设计,以满足两端各自的中心距要求,将两端中心线不在同一轴心线上的极针称为偏心极针。
2、偏心极针尺寸小,长径比大,偏心端需加工φ1mm小孔并加工一字槽(后续简称破口),破口宽度、对称度均有较高要求,便于与发火组件进行插接。要求φ1mm孔破口后不允许有毛刺飞边,若采用铣削加工破口,会由于零件过小而无法将毛刺飞边去除干净,故选择毛刺飞边小的线切割加工方法。关于类似尺寸小、偏心极针加工的相关专利文件、文献报告或应用案例很少。传统的极针均为同心,可同时装夹加工。目前偏心极针的加工方案为每件找正破口端中心位置,再进行加工,此方式效率低,不利于产品大批量生产。中国专利(申请号201210000555.7)名称为针管线切割纵向开缺口横向分段的夹具,由针管、夹具、强磁铁、切割线、支撑架、垫块、压板、螺母、螺杆组成,导电需要偏心极针原材料为铜,不具备磁吸性,加之插接两端大小不同且中心线不在同一轴心线上,上述专利在偏心极针破口加工的应用中存在很大问题:①该夹具使用强磁铁将针管吸住实现将针管固定于定位孔上,而铜极针不能被磁吸,该夹具无法满足装夹要求。②该夹具的作用对象针管为同一直径,装夹找正方便,而偏心极针的定位安装,破口方向有极高的要求,因此该夹具无法适用于铜材料的偏心极针装夹定位加工要求。
技术实现思路
1、本发明要解决的技术问题是:克服现有技术的不足,提供一种用线切割同时加工至少十件偏心极针破口的装夹装置,满足定位准确、加工效率高的偏心极针破口加工装夹要求。
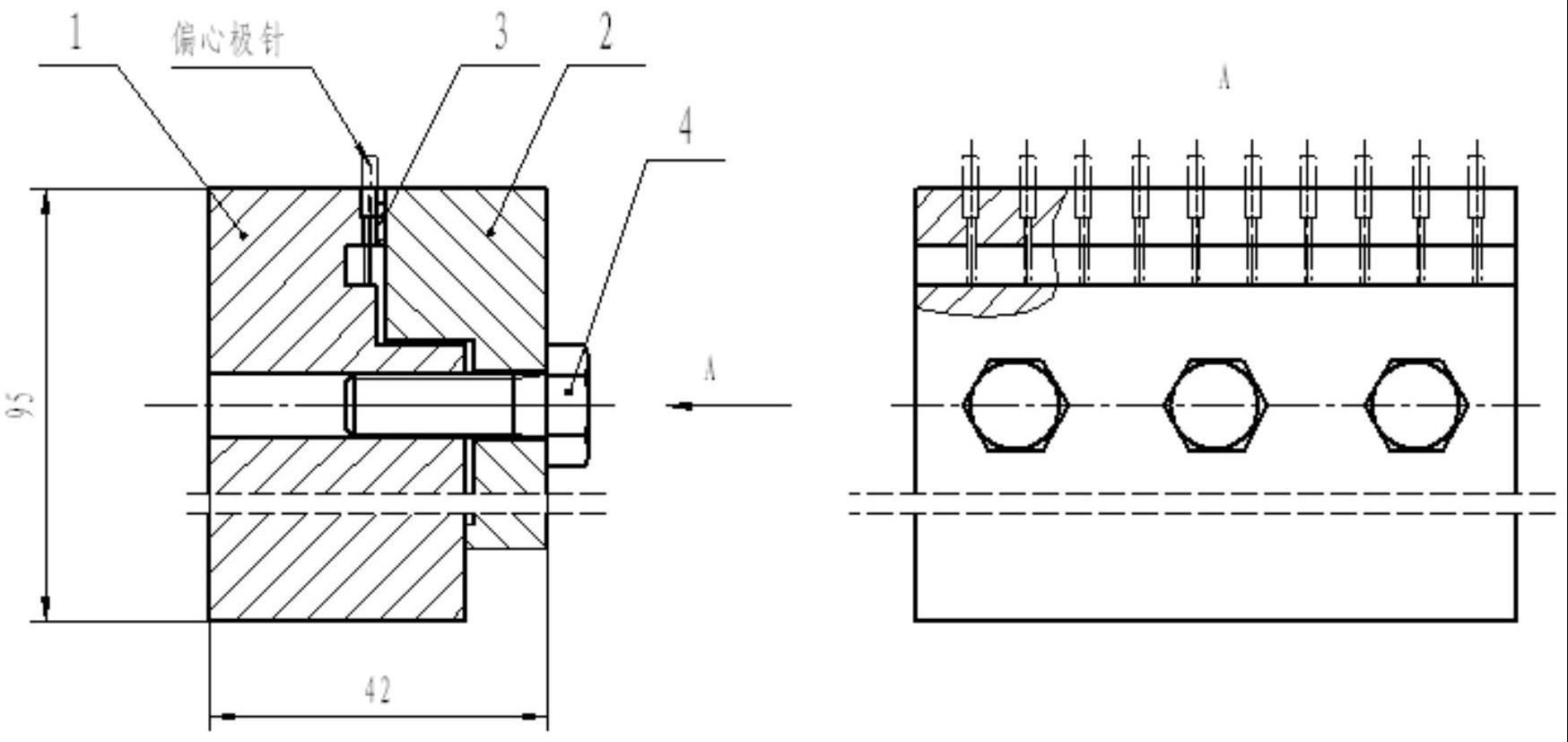
2、本发明目的通过以下技术方案予以实现:一种用线切割同时加工至少十件偏心极针破口的装夹装置,包括定位座、压块、垫块、螺栓;其中,
3、所述定位座为偏心极针定位部件;其中,依据偏心极针的两端轴中心线偏移距离确定所述定位座偏心定位孔,所述定位座上加工至少有10个偏心定位孔;
4、所述垫块粘接在所述压块上端;
5、所述螺栓将所述定位座、所述压块、所述垫块及偏心极针连接压紧。
6、上述一种用线切割同时加工至少十件偏心极针破口的装夹装置,所述定位座根据偏心极针最大外径φ2.5mm,在保证加工质量时偏心极针间距设计为7mm。
7、上述一种用线切割同时加工至少十件偏心极针破口的装夹装置,偏心定位孔位于φ2.5mm定位孔径内的φ1mm小孔端,并去除φ1mm小孔端内实体以固定偏心极针。
8、上述一种用线切割同时加工至少十件偏心极针破口的装夹装置,φ1mm小孔下端使用加工中心加工凹槽的镂空,并控制定位座端面至凹槽底部距离,公差控制在±0.025mm以内。
9、上述一种用线切割同时加工至少十件偏心极针破口的装夹装置,每件偏心极针φ1mm直径端底部接触凹槽底部视为安装到位。
10、上述一种用线切割同时加工至少十件偏心极针破口的装夹装置,所有偏心极针安装深度保持一致,同时满足所有偏心极针破口尺寸要求。
11、上述一种用线切割同时加工至少十件偏心极针破口的装夹装置,所述压块使用有机无色透明玻璃板。
12、上述一种用线切割同时加工至少十件偏心极针破口的装夹装置,所述压块侧面加工3个φ8.5mm通孔,与所述定位座连接。
13、上述一种用线切割同时加工至少十件偏心极针破口的装夹装置,所述垫块使用石棉橡胶板。
14、上述一种用线切割同时加工至少十件偏心极针破口的装夹装置,定位座侧面加工有3个m8-6h内螺纹与所述螺栓连接。
15、本发明相比于现有技术具有如下有益效果:
16、(1)本发明采用机械压紧结构,比磁吸式结构通用性更强,在压紧时兼顾了零件的外观防护,对较软质材料的极针零件加工适用性高。
17、(2)本发明根据偏心极针两端轴线的中心线偏移距离及偏心极针总长设计偏心底座,横向和纵向定位精确。
18、(3)由于偏心极针尺寸小,其在定位座上加工至少十个定位孔,装夹更换偏心极针方便,加工效率高。
技术特征:
1.一种用线切割同时加工至少十件偏心极针破口的装夹装置,其特征在于,包括定位座(1)、压块(2)、垫块(3)、螺栓(4);其中,
2.根据权利要求1所述的一种用线切割同时加工至少十件偏心极针破口的装夹装置,其特征在于,所述定位座(1)根据偏心极针最大外径φ2.5mm,在保证加工质量时偏心极针间距设计为7mm。
3.根据权利要求1所述的一种用线切割同时加工至少十件偏心极针破口的装夹装置,其特征在于,偏心定位孔位于φ2.5mm定位孔径内的φ1mm小孔端,并去除φ1mm小孔端内实体以固定偏心极针。
4.根据权利要求3所述的一种用线切割同时加工至少十件偏心极针破口的装夹装置,其特征在于,φ1mm小孔下端使用加工中心加工凹槽的镂空,并控制定位座(1)端面至凹槽底部距离,公差控制在±0.025mm以内。
5.根据权利要求4所述的一种用线切割同时加工至少十件偏心极针破口的装夹装置,其特征在于,每件偏心极针φ1mm直径端底部接触凹槽底部视为安装到位。
6.根据权利要求1所述的一种用线切割同时加工至少十件偏心极针破口的装夹装置,其特征在于,所有偏心极针安装深度保持一致,同时满足所有偏心极针破口尺寸要求。
7.根据权利要求1所述的一种用线切割同时加工至少十件偏心极针破口的装夹装置,其特征在于,所述压块(2)使用有机无色透明玻璃板。
8.根据权利要求1所述的一种用线切割同时加工至少十件偏心极针破口的装夹装置,其特征在于,所述压块(2)侧面加工3个φ8.5mm通孔,与所述定位座(1)连接。
9.根据权利要求1所述的一种用线切割同时加工至少十件偏心极针破口的装夹装置,其特征在于,所述垫块(3)使用石棉橡胶板。
10.根据权利要求1所述的一种用线切割同时加工至少十件偏心极针破口的装夹装置,其特征在于,定位座(1)侧面加工有3个m8-6h内螺纹与所述螺栓(4)连接。
技术总结
本发明公开了一种用线切割同时加工至少十件偏心极针破口的装夹装置,包括定位座、压块、垫块、螺栓;其中定位座为偏心极针定位部件,依据偏心极针的两端轴中心线偏移距离设计定位座偏心定位孔,定位座上加工至少有10个偏心定位孔;垫块粘接在压块上端,其中压块使用有机无色透明玻璃板,垫块使用石棉橡胶板;螺栓将定位座、压块、垫块及偏心极针连接压紧。本发明采用机械压紧结构,比磁吸式结构通用性更强,在压紧时兼顾了零件的外观防护,对较软质材料的极针零件加工适用性高。
技术研发人员:唐英,时晓钊,刘鑫,姜兵,傅建伟,龙强,韩淇文,张舟,陈东,郭兵
受保护的技术使用者:四川航天川南火工技术有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!