抽油杆锻造加热自动化装置及其加热方法与流程
本公开属于抽油杆锻造,具体涉及抽油杆锻造加热自动化装置及其加热方法。
背景技术:
1、油田井下采油用的抽油杆是细长的钢杆,抽油杆的两端具有锻造镦粗的部分,在锻造镦粗时要把抽油杆坯料的端头进行加热,把抽油杆坯料的端头加热到锻造所需的较高温度,然后在锻压机床上把抽油杆坯料的端头锻造镦粗。
2、现有技术中,在抽油杆坯料的端头锻造镦粗时,一般是由工作人员把抽油杆放在加热炉中加热,加热后再通过工作人员抽出抽油杆在锻压机床上进行锻造镦粗,人力资源使用较多的同时容易导致不同抽油杆的锻造效果有所差异。
技术实现思路
1、针对现有技术的不足,本公开的目的在于提供抽油杆锻造加热自动化装置及其加热方法,解决了在抽油杆的锻造过程中由于人力资源使用较多容易导致不同抽油杆的锻造效果有所差异的问题。
2、本公开的目的可以通过以下技术方案实现:
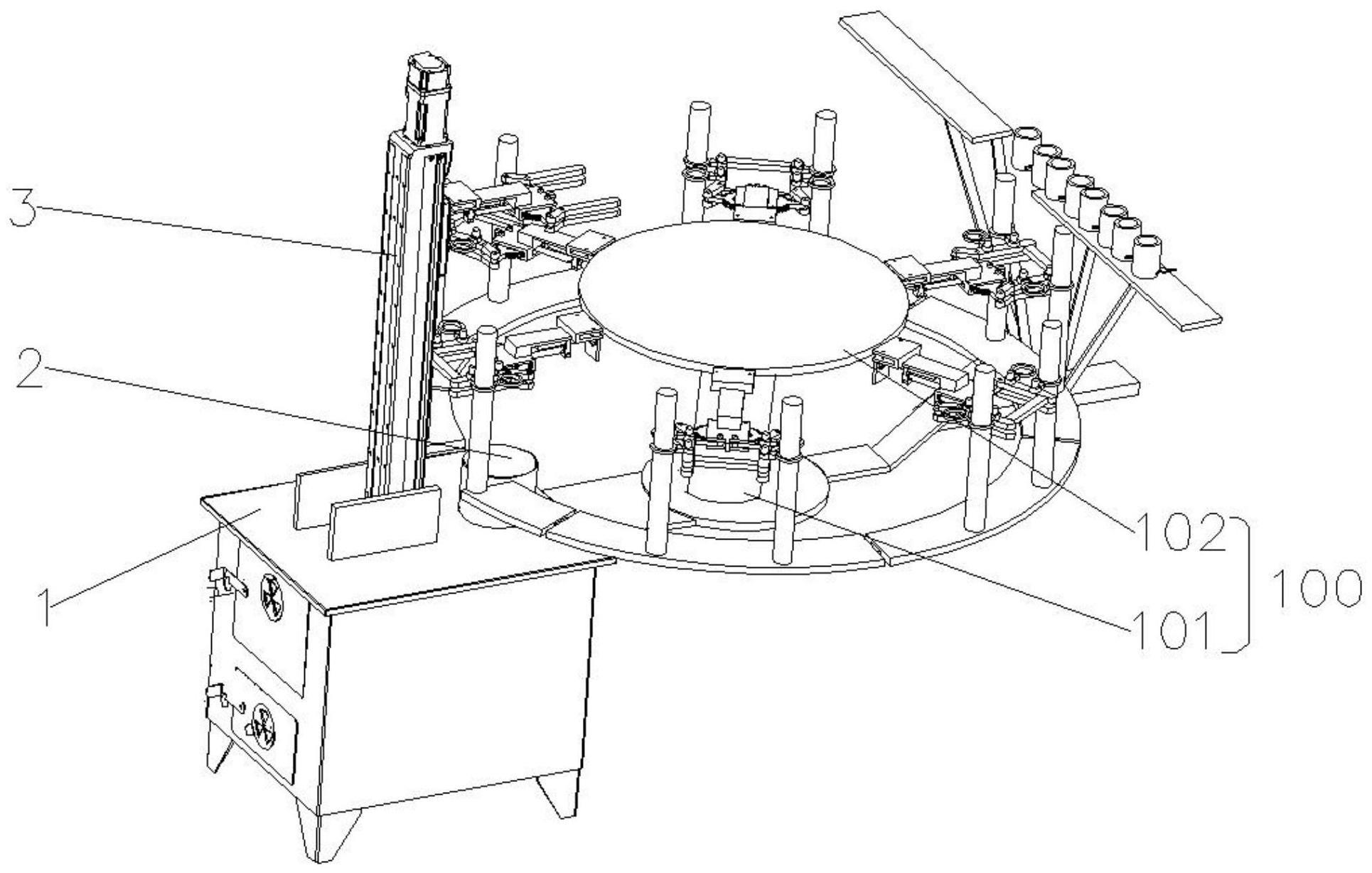
3、抽油杆锻造加热自动化装置及其加热方法,包括:
4、加热件,设有进料口,用于对抽油杆进行加热;
5、旋转件,包括第一驱动部与连接于第一驱动部输出端且横截面呈圆形的转动台;
6、固定组件,设置为多个且多个固定组件皆连接于转动台并绕转动台轴线呈圆周分布;
7、支撑组件,对抽油杆进行支撑;
8、及转移部,可拆卸式设置于加热件顶部,用于转移加热后的抽油杆;
9、其中,支撑组件包括多个依次贴合的弧形件,弧形件皆设置有第一内腔,第一内腔的两端皆穿设对应弧形件;相邻两个弧形件中任意一个弧形件的第一内腔插入有第一插板,第一插板的两端分别插入相邻两第一内腔;任意一个弧形件与加热件之间连接有第一支撑件,第一驱动部设置于第一支撑件上;
10、支撑组件的横截面呈弧形。
11、在一些实施例中,固定组件皆包括可拆卸式连接于转动台侧壁的第二支撑件,第二支撑件底部远离转动台的一端皆设置有第一限位件,第一限位件上皆设置有第二内腔,第二内腔皆沿竖直方向穿设对应第一限位件设置;
12、第二支撑件底部靠近转动台的一端皆连接有第一连接件,第一连接件上皆开设有第一插孔,第一限位件靠近转动台的一侧皆连接有插棒,插棒的一端皆插入相邻第一插孔。
13、在一些实施例中,第一限位件的上方皆设置有多个第二限位机构,第二限位机构皆包括连接于第一限位件顶部的固定棒、活动套设于固定棒外侧的第一转动件、连接于第一转动件外壁的第二限位件,第二限位件上皆设置有第三内腔,第三内腔皆沿竖直方向穿设对应第二限位件设置。
14、在一些实施例中,还包括上料机构,上料机构包括第一输送部、平行于第一输送部的第二输送部、支撑单元、固定单元;
15、其中,支撑单元包括连接于第一支撑件的第二支撑件、连接于第二支撑件与第一输送部之间的第三支撑件、连接于第二支撑件与第二输送部之间的第四支撑件。
16、在一些实施例中,固定单元包括多个中空件,中空件的横截面皆呈圆环状且中空件皆设置于第一输送部或第二输送部上;
17、中空件外壁共同滑动连接有同一个支撑板,支撑板的一端可拆卸式连接于第一支撑件。
18、在一些实施例中,中空件底端皆开设有插槽,插槽皆与对应中空件内腔连通,插槽槽壁皆转动连接有转动杆,转动杆外壁的两侧皆分别连接有第一连接杆、第二连接杆,第一连接杆、第二连接杆中任意一个置于中空件内腔,另一个置于中空件外侧。
19、本公开的有益效果:
20、1、通过固定组件、支撑组件、转移部的设置,抽油杆实际进行上料及下料的过程实现自动化,避免需通过较多人工实现抽油杆的上料及下料过程;此外,可根据需求通过转移部对抽油杆的下降速度进行调节。
21、2、在抽油杆半径较大的情况下,抽油杆由第一限位件内腔与支撑组件配合固定,从而在水平方向及竖直方向的部分方向对抽油杆进行限位。当抽油杆半径较小时,可通过第二限位件与支撑组件配合对其固定,从而在水平方向及竖直方向的部分方向对抽油杆进行限位。
22、3、通过多个第二限位件的设置,可于第一限位件内腔中对多个抽油杆进行固定,且抽油杆之间相互分离,以便于同时对多个半径较小的抽油杆进行固定。
技术特征:
1.抽油杆锻造加热自动化装置,其特征在于,包括:
2.根据权利要求1所述的抽油杆锻造加热自动化装置,其特征在于,固定组件(400)皆包括可拆卸式连接于转动台(102)侧壁的第二支撑部(401),第二支撑部(401)底部远离转动台(102)的一端皆设置有第一限位件(402),第一限位件(402)上皆设置有第二内腔(4),第二内腔(4)皆沿竖直方向穿设对应第一限位件(402)设置。
3.根据权利要求2所述的抽油杆锻造加热自动化装置,其特征在于,第二支撑部(401)底部靠近转动台(102)的一端皆连接有第一连接件(5),第一连接件(5)上皆开设有第一插孔,第一限位件(402)靠近转动台(102)的一侧皆连接有插棒(6),插棒(6)的一端皆插入相邻第一插孔。
4.根据权利要求3所述的抽油杆锻造加热自动化装置,其特征在于,第一限位件(402)的上方皆设置有多个第二限位机构(500),第二限位机构(500)皆包括连接于第一限位件(402)顶部的固定棒(501)、活动套设于固定棒(501)外侧的第一转动件(502)、连接于第一转动件(502)外壁的第二限位件(503),第二限位件(503)上皆设置有第三内腔(504),第三内腔(504)皆沿竖直方向穿设对应第二限位件(503)设置。
5.根据权利要求4所述的抽油杆锻造加热自动化装置,其特征在于,还包括上料机构,上料机构包括第一输送部(20)、平行于第一输送部(20)的第二输送部(21)、支撑单元(300)、固定单元。
6.根据权利要求5所述的抽油杆锻造加热自动化装置,其特征在于,支撑单元(300)包括连接于第一支撑件(203)的第二支撑件(301)、连接于第二支撑件(301)与第一输送部(20)之间的第三支撑件(302)、连接于第二支撑件(301)与第二输送部(21)之间的第四支撑件(303)。
7.根据权利要求6所述的抽油杆锻造加热自动化装置,其特征在于,固定单元包括多个中空件(22),中空件(22)的横截面皆呈圆环状且中空件(22)皆设置于第一输送部(20)或第二输送部(21)上。
8.根据权利要求7所述的抽油杆锻造加热自动化装置,其特征在于,中空件(22)外壁共同滑动连接有同一个支撑板,支撑板的一端可拆卸式连接于第一支撑件(203)。
9.根据权利要求8所述的抽油杆锻造加热自动化装置,其特征在于,中空件(22)底端皆开设有插槽(23),插槽(23)皆与对应中空件(22)内腔连通,插槽(23)槽壁皆转动连接有转动杆(24),转动杆(24)外壁的两侧皆分别连接有第一连接杆(25)、第二连接杆。
10.根据权利要求9所述的抽油杆锻造加热自动化装置,其特征在于,第一连接杆(25)、第二连接杆中任意一个置于中空件(22)内腔,另一个置于中空件(22)外侧。
技术总结
本公开属于抽油杆锻造技术领域,公开抽油杆锻造加热自动化装置及其加热方法,包括:加热件,设有进料口,用于对抽油杆进行加热;旋转件,包括第一驱动部与连接于第一驱动部输出端且横截面呈圆形的转动台;固定组件,设置为多个且多个固定组件皆连接于转动台并绕转动台轴线呈圆周分布;支撑组件,对抽油杆进行支撑;及转移部,可拆卸式设置于加热件顶部,用于转移加热后的抽油杆。通过固定组件、支撑组件、转移部的设置,抽油杆实际进行上料及下料的过程实现自动化,避免需通过较多人工实现抽油杆的上料及下料过程;此外,可根据需求通过转移部对抽油杆的的下降速度进行调节。
技术研发人员:胡玉华
受保护的技术使用者:芜湖纽浩智能装备有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!