一种耐蚀合金复合无缝钢管及其制备方法与流程
本发明涉及钢铁冶金复合,尤其涉及一种耐蚀合金复合无缝钢管及其制备方法。
背景技术:
1、耐蚀合金复合管是由两种不同金属材料构成,管层之间通过各种变形和连接技术形成紧密结合,使两种材料结合成一体而成的一种新型金属复合管材。耐蚀合金复合管能最大限度地实现材料的优势互补,节省合金材料,降低工程费用,在保证基管各项性能的基础上,提高了管道的耐腐蚀性,延长了管道的使用寿命,是纯不锈钢钢管、铜管或其他耐腐蚀性合金管的替代产品。
2、耐蚀合金管不仅在石油、化工、煤炭开发、火力发电电站、核电站等诸多领域应用非常广泛,而且在油气开发上的作用日益凸显。包括13cr等高铬马氏体不锈钢管材在内的普通油井管也无法满足使用条件,因此,迫切需要高抗腐蚀性能的合金管。国际市场上此类产品基本被垄断,价格不菲,且供货周期长,国内的耐蚀合金管的研发还处于跟跑阶段,特别是对高端的耐蚀合金复合管的研究仍处于起步的阶段。
3、目前,根据界面结合性质,可将耐蚀合金复合管分为两类:机械复合管和冶金复合管,市场上广泛使用的还是机械复合管,但其界面结合层较差;对于现有冶金复合管,多采用爆炸复合,其要求的场地较高,生产成本偏高;有些企业在基材的内外壁采用热等静压或堆焊,但没有经过后续变形,其界面结合强度也不高,不能满足一些特殊领域的要求。对于界面强度要求高、特殊应用领域的高端耐蚀合金无缝钢管,目前国内外未形成到有效的解决方法。
技术实现思路
1、本发明目的在于提供一种耐蚀合金复合无缝钢管及其制备方法,用以获得满足界面强度要求高、特殊应用领域的高端耐蚀合金复合无缝钢管。
2、为实现上述目的,本发明提供一种耐蚀合金复合无缝钢管的制备方法,所述方法包括:
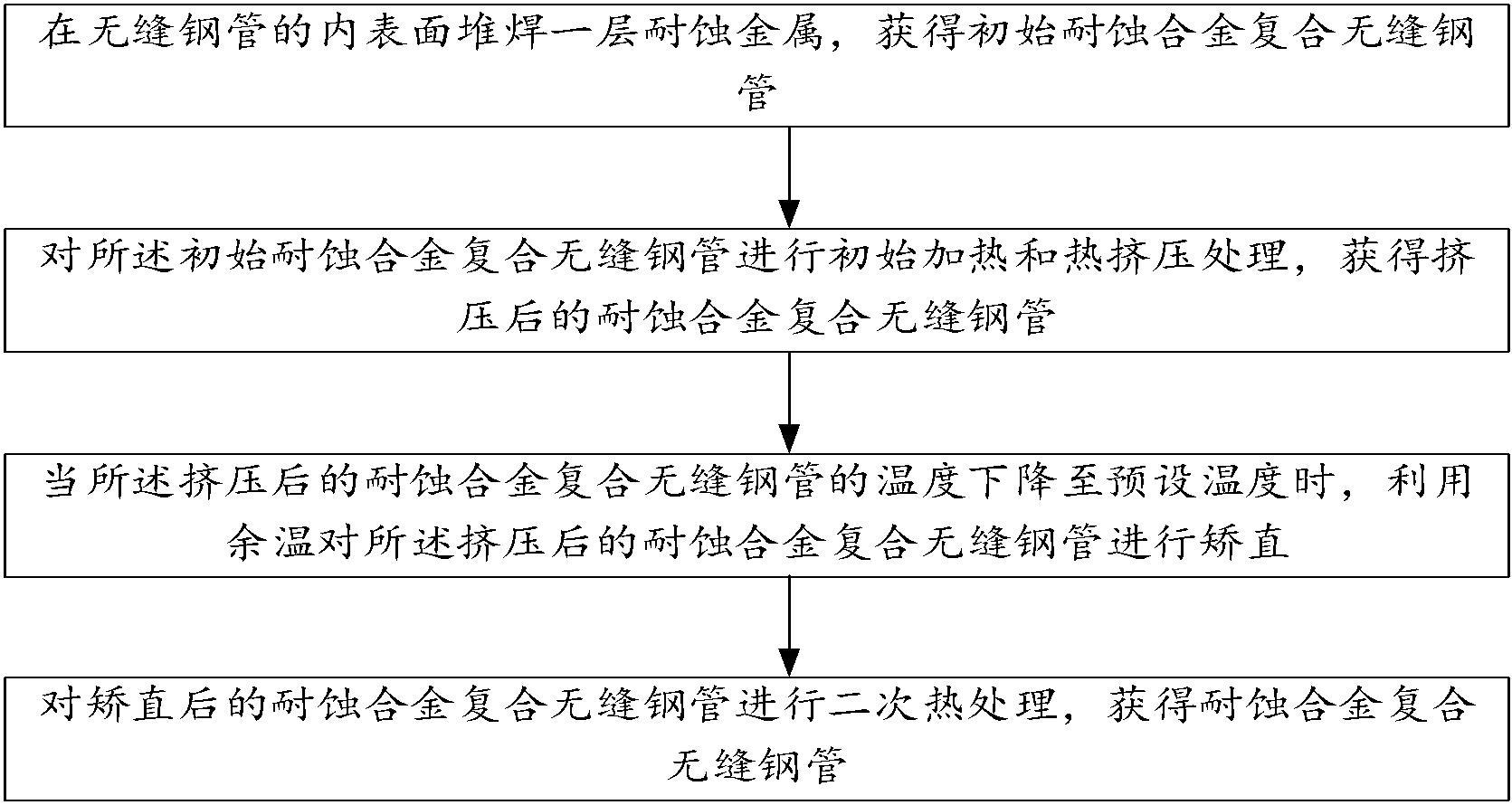
3、在无缝钢管的内表面堆焊一层耐蚀金属,获得初始耐蚀合金复合无缝钢管;
4、对所述初始耐蚀合金复合无缝钢管进行初始加热和热挤压处理,获得挤压后的耐蚀合金复合无缝钢管;
5、当所述挤压后的耐蚀合金复合无缝钢管的温度下降至预设温度时,利用余温对所述挤压后的耐蚀合金复合无缝钢管进行矫直;
6、对矫直后的耐蚀合金复合无缝钢管进行二次热处理,获得耐蚀合金复合无缝钢管。
7、可选的,所述无缝钢管包括以下一种:碳钢无缝钢管、低合金钢无缝钢管和不锈钢无缝钢管。
8、可选的,所述耐蚀金属为铁基或镍基耐蚀合金。
9、可选的,堆焊的厚度为10-50mm。
10、可选的,所述方法还包括:在堆焊前对所述无缝钢管进行预热,其中,预热温度为100-500℃。
11、可选的,对所述初始耐蚀合金复合无缝钢管进行初始加热和热挤压处理,获得挤压后的耐蚀合金复合无缝钢管,包括:
12、对所述初始耐蚀合金复合无缝钢管进行初始加热,获得初始加热后的耐蚀合金复合无缝钢管;
13、对所述初始加热后的耐蚀合金复合无缝钢管进行热挤压,获得挤压后的耐蚀合金复合无缝钢管。
14、可选的,所述初始加热包括:坯料加热、高压水除磷和感应加热;
15、其中,所述坯料加热的条件包括:在加热温度≥950℃下对所述初始耐蚀合金复合无缝钢管加热并保温,保温时间根据管坯厚度计算,每1mm按0.5-2min计算;所述高压水除磷的条件包括:压力为10-20mpa;所述感应加热的条件包括:加热温度≥950℃,保温时间≥30s。
16、可选的,所述热挤压的挤压速度≥5mm/s。
17、可选的,所述预设温度为300-650℃;所述二次热处理包括:固溶处理、调质处理和退火处理。
18、本发明还提供一种耐蚀合金复合无缝钢管,包括:作为外层的无缝钢管和在所述无缝钢管的内表面堆焊作为内层的耐蚀金属。
19、本发明的技术效果和优点:
20、本发明提供一种耐蚀合金复合无缝钢管的制备方法,所述方法包括:在无缝钢管的内表面堆焊一层耐蚀金属,获得初始耐蚀合金复合无缝钢管;对所述初始耐蚀合金复合无缝钢管进行初始加热和热挤压处理,获得挤压后的耐蚀合金复合无缝钢管;当所述挤压后的耐蚀合金复合无缝钢管的温度下降至预设温度时,利用余温对所述挤压后的耐蚀合金复合无缝钢管进行矫直;对矫直后的耐蚀合金复合无缝钢管进行二次热处理,获得耐蚀合金复合无缝钢管。
21、本发明通过在碳钢、低合金钢或不锈钢的内表面堆焊一层耐蚀合金,得到管坯,然后热挤压、矫直和热处理,得到满足界面强度要求高、特殊应用领域的高端耐蚀合金无缝钢管。
22、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
技术特征:
1.一种耐蚀合金复合无缝钢管的制备方法,其特征在于,所述方法包括:
2.根据权利要求1所述的耐蚀合金复合无缝钢管的制备方法,其特征在于,所述无缝钢管包括以下一种:碳钢无缝钢管、低合金钢无缝钢管和不锈钢无缝钢管。
3.根据权利要求1所述的耐蚀合金复合无缝钢管的制备方法,其特征在于,所述耐蚀金属为铁基或镍基耐蚀合金。
4.根据权利要求1所述的耐蚀合金复合无缝钢管的制备方法,其特征在于,堆焊的厚度为10-50mm。
5.根据权利要求1所述的耐蚀合金复合无缝钢管的制备方法,其特征在于,所述方法还包括:在堆焊前对所述无缝钢管进行预热,其中,预热温度为100-500℃。
6.根据权利要求1所述的耐蚀合金复合无缝钢管的制备方法,其特征在于,对所述初始耐蚀合金复合无缝钢管进行初始加热和热挤压处理,获得挤压后的耐蚀合金复合无缝钢管,包括:
7.根据权利要求6所述的耐蚀合金复合无缝钢管的制备方法,其特征在于,所述初始加热包括:坯料加热、高压水除磷和感应加热;
8.根据权利要求6所述的耐蚀合金复合无缝钢管的制备方法,其特征在于,所述热挤压的挤压速度≥5mm/s。
9.根据权利要求1所述的耐蚀合金复合无缝钢管的制备方法,其特征在于,所述预设温度为300-650℃;所述二次热处理包括:固溶处理、调质处理和退火处理。
10.基于权利要求1-9任一项制备方法获得的耐蚀合金复合无缝钢管,其特征在于,包括:作为外层的无缝钢管和在所述无缝钢管的内表面堆焊作为内层的耐蚀金属。
技术总结
本发明提供一种耐蚀合金复合无缝钢管及其制备方法,所述方法包括:在无缝钢管的内表面堆焊一层耐蚀金属,获得初始耐蚀合金复合无缝钢管;对所述初始耐蚀合金复合无缝钢管进行初始加热和热挤压处理,获得挤压后的耐蚀合金复合无缝钢管;当所述挤压后的耐蚀合金复合无缝钢管的温度下降至预设温度时,利用余温对所述挤压后的耐蚀合金复合无缝钢管进行矫直;对矫直后的耐蚀合金复合无缝钢管进行二次热处理,获得耐蚀合金复合无缝钢管。本发明通过在碳钢、低合金钢或不锈钢的内表面堆焊一层耐蚀合金,得到管坯,然后热挤压、矫直和热处理,得到满足界面强度要求高、特殊应用领域的高端耐蚀合金无缝钢管。
技术研发人员:林发驹,郑淮北,赖宇,宋令玺
受保护的技术使用者:成都先进金属材料产业技术研究院股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!