一种一次成型卷圆压扣连续模的制作方法
本发明涉及卷圆模具领域,尤其涉及一种一次成型卷圆压扣连续模。
背景技术:
1、薄板料片在成型圆柱状零件过程中,需要进行冲切、卷圆、压扣、焊接等工序,目前生产工艺是先将料片冲切出图1所示的齿形,再将料片卷圆成图2状,由两端的齿形相互卡扣固定,如图3所示,要求扣接处不允许有凸起的毛刺,最后再进行焊接固定。其中,料片的卷圆和压扣过程为两道工序,一般需要两道模具以及重复定位装夹,影响生产节拍和加工质量,需要进一步优化。
技术实现思路
1、基于上述问题,本发明的目的在于提供一种一次成型卷圆压扣连续模,实现料片在一次冲压过程中完成卷圆和压扣动作,提高生产效率,保证成型质量。
2、为达上述目的,本发明采用以下技术方案:
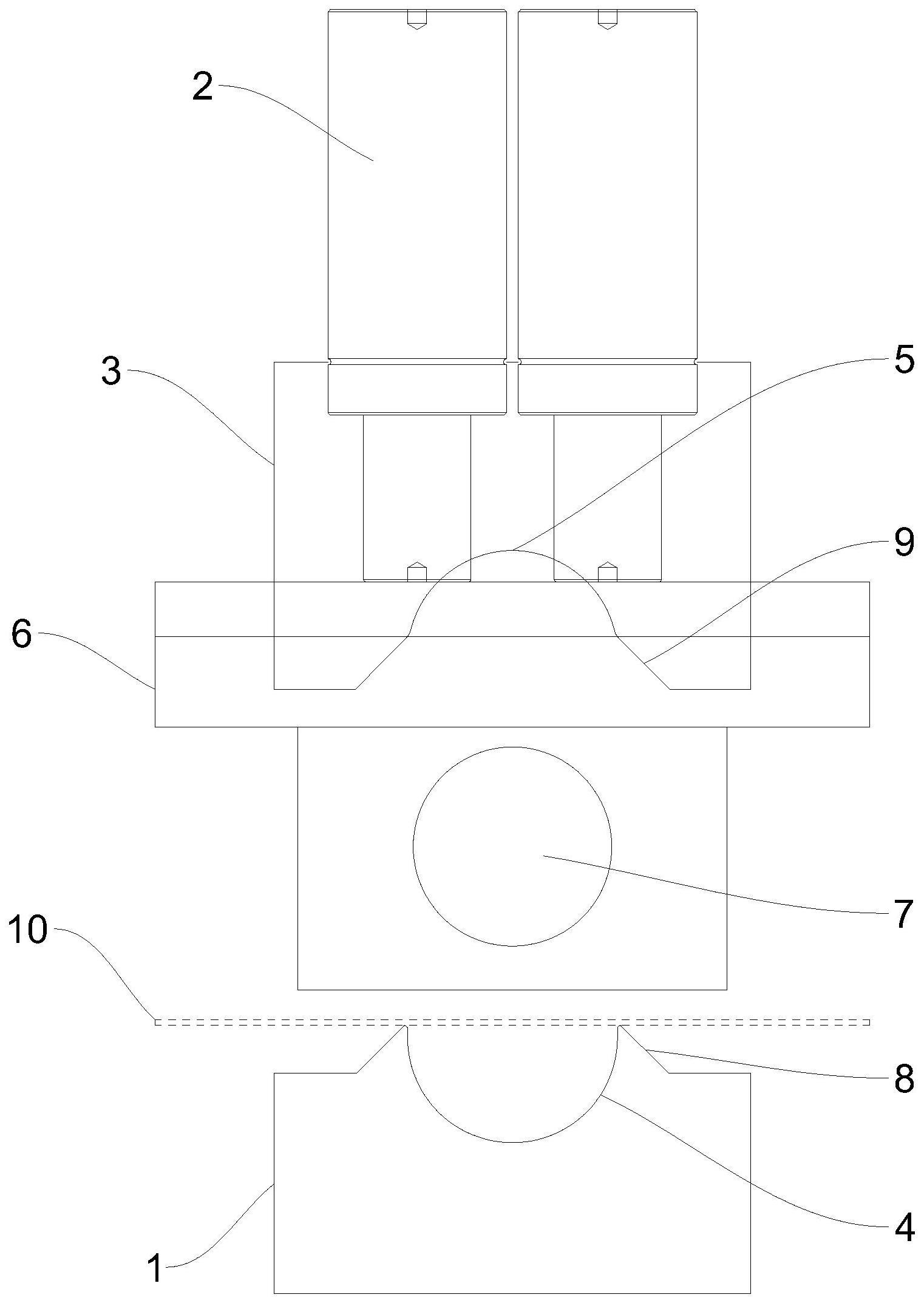
3、一种一次成型卷圆压扣连续模,其包括设置于模具下模上的卷圆下模和设置于模具上模上的氮气弹簧和卷圆上模,卷圆下模上设置有第一半圆型腔,卷圆上模上设置有第二半圆型腔,第二半圆型腔与第一半圆型腔组合形成整圆型腔,氮气弹簧的输出端设置有安装座,安装座上设置有位于卷圆下模与卷圆上模之间的卷圆芯棒,待加工的料片放置于卷圆下模和卷圆芯棒之间,模具上模与模具下模合模过程中,先由卷圆芯棒与卷圆下模配合将料片压制成u形,再由卷圆上模与卷圆下模配合将u形的料片压合成圆形。
4、可选地,卷圆下模上且位于第一半圆型腔的两侧设置有凸起斜面,卷圆上模上对应凸起斜面设置有引导斜面。
5、可选地,卷圆芯棒的初始位置低于卷圆上模,使得卷圆芯棒先于卷圆上模与卷圆下模配合。
6、可选地,卷圆芯棒嵌入卷圆下模中后,氮气弹簧被压缩,卷圆上模相对于卷圆芯棒继续下行。
7、可选地,安装座上开设有允许卷圆上模穿行的避让口。
8、可选地,卷圆上模与卷圆下模闭合后,卷圆芯棒与整圆型腔的径向间隙均等于料片的厚度。
9、综上,本发明的有益效果为,与现有技术相比,所述一次成型卷圆压扣连续模通过设计卷圆芯棒和卷圆上模先后与卷圆下模配合,实现了在一次冲压过程中料片自平板状被压制成u形状进而压制成圆形状,整个动作过程连续,无需等待,提高了加工效率的同时,保证了成型质量,满足了批量生产要求,便于集成于连续模压产线中。
技术特征:
1.一种一次成型卷圆压扣连续模,其特征在于,包括设置于模具下模上的卷圆下模(1)和设置于模具上模上的氮气弹簧(2)和卷圆上模(3),所述卷圆下模(1)上设置有第一半圆型腔(4),所述卷圆上模(3)上设置有第二半圆型腔(5),所述第二半圆型腔(5)与所述第一半圆型腔(4)组合形成整圆型腔,所述氮气弹簧(2)的输出端设置有安装座(6),所述安装座(6)上设置有位于所述卷圆下模(1)与所述卷圆上模(3)之间的卷圆芯棒(7),
2.根据权利要求1所述的一次成型卷圆压扣连续模,其特征在于,所述卷圆下模(1)上且位于所述第一半圆型腔(4)的两侧设置有凸起斜面(8),所述卷圆上模(3)上对应所述凸起斜面(8)设置有引导斜面(9)。
3.根据权利要求1所述的一次成型卷圆压扣连续模,其特征在于,所述卷圆芯棒(7)的初始位置低于所述卷圆上模(3),使得所述卷圆芯棒(7)先于所述卷圆上模(3)与所述卷圆下模(1)配合。
4.根据权利要求3所述的一次成型卷圆压扣连续模,其特征在于,所述卷圆芯棒(7)嵌入所述卷圆下模(1)中后,所述氮气弹簧(2)被压缩,所述卷圆上模(3)相对于所述卷圆芯棒(7)继续下行。
5.根据权利要求1所述的一次成型卷圆压扣连续模,其特征在于,所述安装座(6)上开设有允许所述卷圆上模(3)穿行的避让口。
6.根据权利要求1所述的一次成型卷圆压扣连续模,其特征在于,所述卷圆上模(3)与所述卷圆下模(1)闭合后,所述卷圆芯棒(7)与所述整圆型腔的径向间隙均等于料片(10)的厚度。
技术总结
本发明涉及卷圆模具领域,尤其涉及一种一次成型卷圆压扣连续模,包括设置于模具下模上的卷圆下模和设置于模具上模上的氮气弹簧和卷圆上模,卷圆下模上设置有第一半圆型腔,卷圆上模上设置有第二半圆型腔,第二半圆型腔与第一半圆型腔组合形成整圆型腔,氮气弹簧的输出端设置有安装座,安装座上设置有位于卷圆下模与卷圆上模之间的卷圆芯棒,待加工的料片放置于卷圆下模和卷圆芯棒之间,从而实现模具上模与模具下模合模过程中,先由卷圆芯棒与卷圆下模配合将料片压制成U形,再由卷圆上模与卷圆下模配合将U形的料片压合成圆形。
技术研发人员:魏忠,杨科达
受保护的技术使用者:江苏中捷精工科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!