锆钛钢复合板设备的D类焊接接头的焊接方法与流程
本发明属于焊接,涉及压力容器的焊接技术研究领域,具体是锆钛钢复合板设备的d类焊接接头的焊接方法。
背景技术:
1、锆复合板制压力容器是近些年广泛应用于过氧化氢、醋酸、硝酸、尿素等化工行业的重要化工设备。此类设备因锆材不能与铁基材料熔焊,其材料要求、结构设计、制造检测方面都比较特殊。常用锆复合板有两层复合和三层复合,国内生产的一般为三层锆钛钢复合板,例如q345r+ta1+r60602,一般覆层为锆3mm+钛2mm,也有封头用复合板考虑到冲压减薄量,取锆4mm+钛2mm。
2、目前市场上锆钛钢复合板制压力容器的d类焊接接头均为插入式结构,双重防漏结构。由于结构原因,该结构的壳体复合板钢基层与钢接管焊接部分需设计有锆填圈,所以需剥离壳体复合板开孔侧一部分锆钛覆层。承压壳体均为回转体,开孔呈马鞍形,剥离这部分锆钛覆层不能采用机加手段,只能用角磨机等工具人工打磨,5mm厚的锆钛覆层手工打磨不仅需要大量人工时间,也很难控制一点不损伤到钢基层。因此上述d类接头存在加工成本高且有难以控制的制造技术风险。因此,焊接方法是否能不损伤壳体钢基层更为重要。
技术实现思路
1、本发明基于现有技术中存在的问题,提出了一种锆钛钢复合板设备的d类焊接接头的焊接方法,该方法包括以下步骤:
2、(1)对锆钛钢复合板压力容器壳体的表面进行清理,去除铁锈、油脂和灰尘;
3、(2)将步骤(1)中清理后的壳体进行点焊定位,然后采用机加工的方式对壳体进行开孔;
4、(3)对步骤(2)中经开孔后的壳体与钢接管、锆衬管、锆盖圈、钢保护管进行焊接,形成焊接接头。
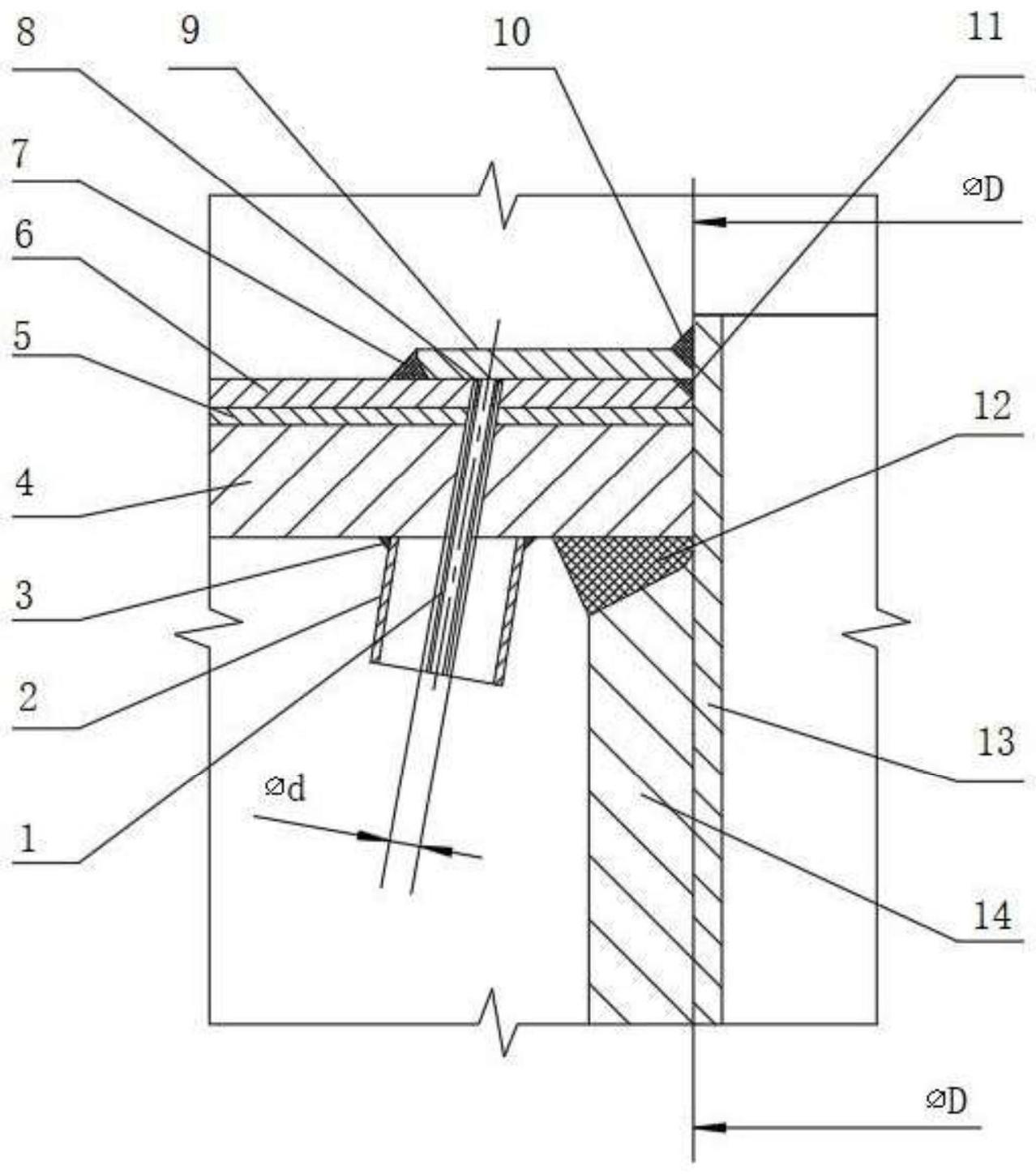
5、在上述方案的基础上,所述步骤(1)中所述锆钛钢复合板压力容器壳体包括依次设置的钢基层、钛覆层和锆覆层。
6、在上述方案的基础上,所述步骤(2)中采用机加工的方式对壳体进行开孔的步骤,具体包括:
7、采用机加工的方式加工锆钛钢复合板壳体的内孔和检漏孔;
8、所述检漏孔加工至锆覆层的外表面,并在所述检漏孔内安装用于检测是否存在氦检漏的锆检漏管。
9、在上述方案的基础上,所述步骤(3)中对步骤(2)中经开孔后的壳体与钢接管、锆衬管、锆盖圈、钢保护管进行焊接的步骤,具体包括:
10、采用机加工的方式加工钢接管的内孔及端部的焊接坡口;
11、对接好接口后,焊接壳体钢基层和钢接管,形成焊接接头一;
12、采用机加工的方式去除未焊透的焊接接头一的根部,将壳体与钢接管加工到与锆衬管装配的内孔尺寸;
13、对焊接接头一的表面进行100%mt检测;
14、装配锆衬管,焊接锆覆层和锆衬管,形成焊接接头二;
15、对焊接接头二的表面进行100%pt检测;
16、焊接锆检漏管和锆覆层,形成焊接接头三;
17、对焊接接头三的表面进行100%pt检测;
18、焊接锆覆层和锆盖圈,形成焊接接头四;
19、焊接锆盖圈和锆衬管,形成焊接接头五;
20、对焊接接头四和焊接接头五的表面进行100%pt检测;
21、通过锆检漏管对焊接接头四和焊接接头五进行氦检漏;
22、焊接钢基层和用于保护锆检漏管的钢保护管,形成焊接接头六。
23、在上述方案的基础上,所述壳体用于接管的内孔的尺寸为所述检漏孔的直径
24、在上述方案的基础上,采用机加工的方式加工钢接管的内孔的尺寸
25、在上述方案的基础上,所述壳体与钢接管加工到与锆衬管装配的内孔尺寸
26、与现有的技术的方法相比,本发明焊接方法中d类焊接接头为安放式结构,该结构的壳体复合板钢基层、钢接管及其焊接接头直接与锆衬管接触,锆钛覆层直接与锆衬管焊接,因此无需剥离壳体复合板的锆钛覆层;而且依然为双重防漏结构。除此之外,本发明不用打磨剥离壳体锆钛钢复合板的锆钛覆层,具有节省打磨人工成本、节省打磨时间成本、无打磨工具损耗以及无打磨操作,即不会发生壳体钢基层壁厚减薄,无钢基层测厚、不会产生因打磨导致基层壁厚减薄而发生补焊及检测等工时耗费的问题,实现了低人工成本、低时间成本、高质量的良好制造工艺性效果;本发明焊接方法付比原插入式焊接接头节省加工制造检测时间二分之一以上。
技术特征:
1.锆钛钢复合板设备的d类焊接接头的焊接方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的锆钛钢复合板设备的d类焊接接头的焊接方法,其特征在于,所述步骤(1)中所述锆钛钢复合板压力容器壳体包括依次设置的钢基层(4)、钛覆层(5)和锆覆层(6)。
3.根据权利要求2所述的锆钛钢复合板设备的d类焊接接头的焊接方法,其特征在于,所述步骤(2)中采用机加工的方式对壳体进行开孔的步骤,具体包括:
4.根据权利要求2所述的锆钛钢复合板设备的d类焊接接头的焊接方法,其特征在于,所述步骤(3)中对步骤(2)中经开孔后的壳体与钢接管(14)、锆衬管(13)、锆盖圈(9)、钢保护管(2)进行焊接的步骤,具体包括:
5.根据权利要求3所述的锆钛钢复合板设备的d类焊接接头的焊接方法,其特征在于,所述壳体用于接管的内孔的尺寸为所述检漏孔(15)的直径
6.根据权利要求4所述的锆钛钢复合板设备的d类焊接接头的焊接方法,其特征在于,采用机加工的方式加工钢接管(14)的内孔的尺寸
7.根据权利要求3所述的锆钛钢复合板设备的d类焊接接头的焊接方法,其特征在于,所述壳体与钢接管(14)加工到与锆衬管(13)装配的内孔尺寸
技术总结
本发明涉及焊接方法技术研究领域,具体涉及一种锆钛钢复合板设备的D类焊接接头的焊接方法,该方法包括以下步骤:(1)对锆钛钢复合板压力容器壳体的表面进行清理,去除铁锈、油脂和灰尘;(2)将步骤(1)中清理后的壳体进行点焊定位,然后采用机加工的方式对壳体进行开孔;(3)对步骤(2)中经开孔后的壳体与钢接管、锆衬管、锆盖圈、钢保护管进行焊接,形成焊接接头。本发明在于不用打磨剥离壳体锆钛钢复合板的锆钛覆层,优点是无打磨操作;即不会发生壳体钢基层壁厚减薄,就无钢基层测厚、无因为打磨导致基层壁厚减薄而发生补焊及检测等工时耗费,每个接管D类焊接接头比原插入式焊接接头节省加工制造检测时间二分之一以上。
技术研发人员:刘晨,田嘉丽,赵伟,吴家瑛
受保护的技术使用者:西安核设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!