一种自动压装涂油设备的制作方法
本发明涉及自动化生产设备领域,尤其涉及一种自动压装涂油设备。
背景技术:
1、汽车电动门是汽车车身的重要组成部件,汽车电动门通常配置有与电动门锁以及与电动门锁相互配合的传动机构,传动机构通常由主传动工件以及副传动工件组装而成,在传动机构组装过程,需要将先副传动工件压装于主传动工件内,然后在主传动工件与副传动工件之间进行涂油,以确保主传动工件与副传动工件之间的传动顺畅。
2、现有技术基本上都是通过人工来进行送料、压装和涂油的,其劳动效率、自动化程度和安全性较低。
技术实现思路
1、本发明意在提供一种自动压装涂油设备,以提高产品装配的效率。
2、为达到上述目的,本发明的基本方案如下:
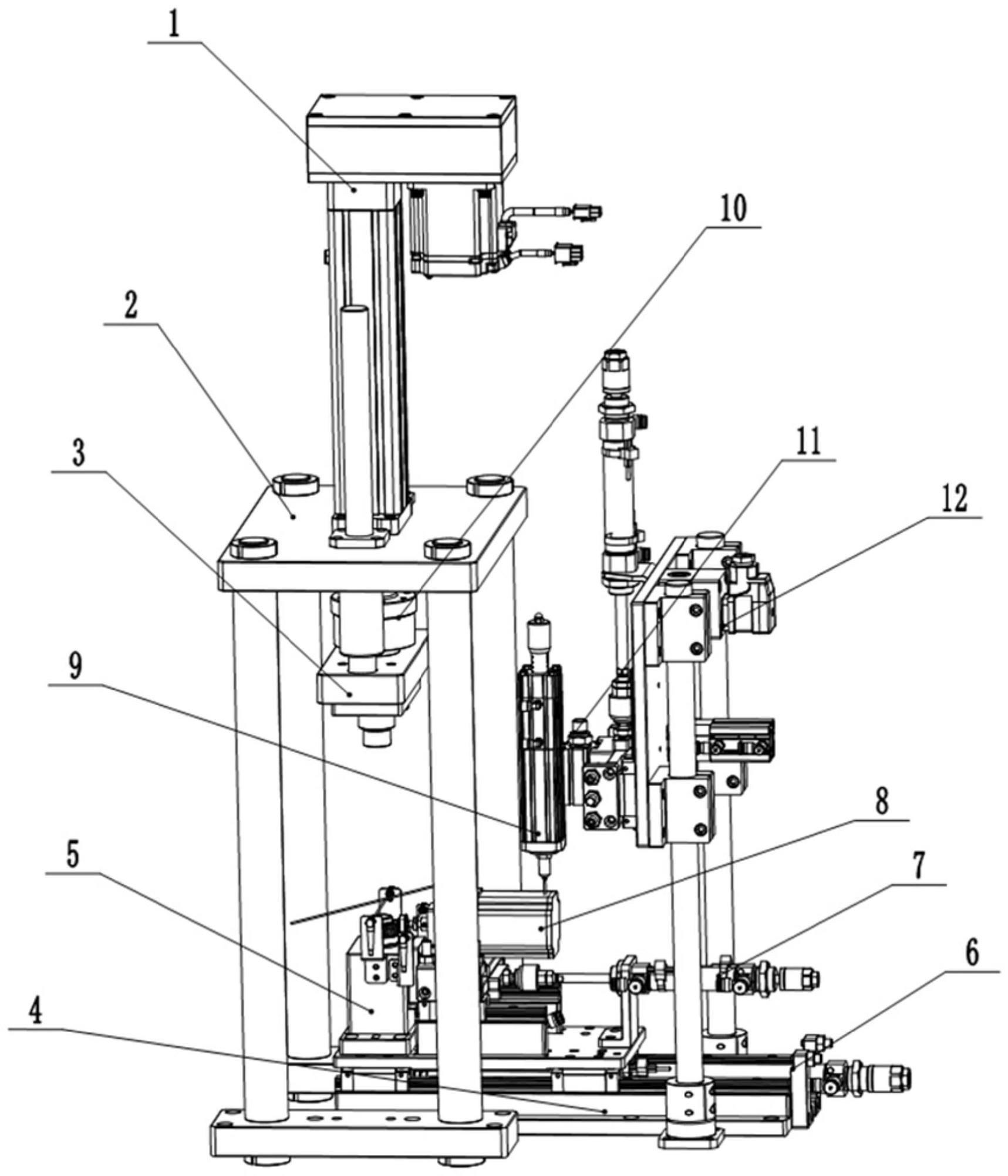
3、一种自动压装涂油设备,包括压装机构、移动机构以及涂油机构,所述压装机构包括机架以及第一移动组件,所述机架上设有压装电缸,所述压装电缸的输出端配置有压装块,所述第一移动组件上设有用于压装工件的工作台,所述第一移动组件能够驱动工作台靠近或远离压装电缸的输出区域,所述涂油机构包括气动压盘泵以及第二移动组件,所述气动压盘泵用于向工件压送油料,所述第二移动组件用于驱动气动压盘泵远离或靠近工作台。
4、进一步地,所述第一移动组件包括基座、主驱动器以及副驱动器,所述基座上滑动安装有第一滑座,所述工作台设置于第一滑座上,所述主驱动器用于驱动第一滑座沿基座滑动,所述第一滑座上滑动安装有第二滑座,所述副驱动器用于驱动第二滑座沿第一滑座滑动。
5、通过采用上述技术方案,通过主驱动器可以驱动第一滑座沿基座滑动,通过副驱动器可以驱动第二滑座沿第一滑座滑动,能够有效提高自动化加工的效率以及灵活性。
6、进一步地,所述第二滑座上设有转速可调节的驱动电机,所述驱动电机的输出端设有与主传动工件的蜗杆传动配合的驱动连接部,所述驱动电机的输出端能够通过驱动连接部驱动蜗杆转动以使蜗杆驱动副传动工件在主传动工件内转动。
7、通过采用上述技术方案,驱动电机的输出端的驱动连接部可以与主传动工件的蜗杆相互连接,从而使驱动电机的输出端能够对主传动工件的蜗杆进行传动,进而使主传动工件的蜗杆与副传动工件之间进行传动,便于涂油机构在主传动工件与副传动工件之间进行涂油。
8、进一步地,所述工作台上安装有第一光栅位移尺,所述第一光栅位移尺用于检测主传动工件与副传动工件之间的位移量。
9、通过采用上述技术方案,通过第一光栅位移尺可以检测主传动工件与副传动工件之间的位移量,从而能够精确地检测压装程度。
10、进一步地,所述工作台上安装有第二光栅位移尺,所述第二光栅位移尺用于检测驱动电机的输出端的位移量。
11、通过采用上述技术方案,通过第二光栅位移尺能够检测驱动电机的输出端的位移量,从而检测驱动电机的输出端与主传动工件的蜗杆之间是否完成连接配合。
12、进一步地,所述驱动电机上安装有第三光栅位移尺,所述第三光栅位移尺用于检测压装块的位移量。
13、通过采用上述技术方案,通过第三光栅位移尺用于检测压装块的位移量,从而能够精确地检测压装程度。
14、进一步地,所述第二移动组件包括安装架以及分别安装在安装架上的第一驱动器、第二驱动器以及第三驱动器,所述第一驱动器用于驱动气动压盘泵沿第一方向移动,所述第二驱动器用于驱动气动压盘泵沿第二方向移动,所述第三驱动器用于驱动气动压盘泵沿第三方向移动,第一方向、第二方向以及第三方向之间两两相互垂直。
15、通过采用上述技术方案,通过第一驱动器能够驱动气动压盘泵沿第一方向移动,通过第二驱动器能够驱动气动压盘泵沿第二方向移动,通过第三驱动器能够驱动气动压盘泵沿第三方向移动;实现第二移动组件对驱动气动压盘泵的灵活性。
16、进一步地,所述压装块上设有用于检测压装电缸的输出力值的压力传感器。
17、通过采用上述技术方案,压力传感器可以检测压装块对工件的压装力,从而精准控制压装电缸的输出,确保主传动工件与副传动工件之间的压装稳定。
18、进一步地,所述气动压盘泵上设有用于控制油量的定量阀。
19、通过采用上述技术方案,定量阀可以精准控制气动压盘泵的进油及出油量,从而确保主传动工件与副传动工件之间能够全面涂油。
20、进一步地,所述涂油机构还包括流量计,所述流量计用于监测气动压盘泵的压送油量。
21、通过采用上述技术方案,流量计可以精准计量气动压盘泵的压送油量,确保主传动工件与副传动工件之间能够全面涂油。
22、与现有技术相比本方案的有益效果是:
23、主传动工件与副传动工件放置于工作台上,通过第一移动组件驱动工作台靠近压装电缸的输出区域,压装电缸输出端的压装块对主传动工件与副传动工件进行压装,实现自动压装,涂油机构的第二移动组件用于驱动气动压盘泵靠近工作台,气动压盘泵向主传动工件与副传动工件之间压送油料,实现自动涂油,本方案的自动压装涂油设备能够有效提高产品装配的效率。
技术特征:
1.一种自动压装涂油设备,其特征在于:包括压装机构、移动机构以及涂油机构,所述压装机构包括机架以及第一移动组件,所述机架上设有压装电缸,所述压装电缸的输出端配置有压装块,所述第一移动组件上设有用于压装工件的工作台,所述第一移动组件能够驱动工作台靠近或远离压装电缸的输出区域,所述涂油机构包括气动压盘泵以及第二移动组件,所述气动压盘泵用于向工件压送油料,所述第二移动组件用于驱动气动压盘泵远离或靠近工作台。
2.根据权利要求1所述的一种自动压装涂油设备,其特征在于:所述第一移动组件包括基座、主驱动器以及副驱动器,所述基座上滑动安装有第一滑座,所述工作台设置于第一滑座上,所述主驱动器用于驱动第一滑座沿基座滑动,所述第一滑座上滑动安装有第二滑座,所述副驱动器用于驱动第二滑座沿第一滑座滑动。
3.根据权利要求2所述的一种自动压装涂油设备,其特征在于:所述第二滑座上设有转速可调节的驱动电机,所述驱动电机的输出端设有与主传动工件的蜗杆传动配合的驱动连接部,所述驱动电机的输出端能够通过驱动连接部驱动蜗杆转动以使蜗杆驱动副传动工件在主传动工件内转动。
4.根据权利要求1所述的一种自动压装涂油设备,其特征在于:所述工作台上安装有第一光栅位移尺,所述第一光栅位移尺用于检测主传动工件与副传动工件之间的位移量。
5.根据权利要求3所述的一种自动压装涂油设备,其特征在于:所述工作台上安装有第二光栅位移尺,所述第二光栅位移尺用于检测驱动电机的输出端的位移量。
6.根据权利要求3所述的一种自动压装涂油设备,其特征在于:所述驱动电机上安装有第三光栅位移尺,所述第三光栅位移尺用于检测压装块的位移量。
7.根据权利要求1所述的一种自动压装涂油设备,其特征在于:所述第二移动组件包括安装架以及分别安装在安装架上的第一驱动器、第二驱动器以及第三驱动器,所述第一驱动器用于驱动气动压盘泵沿第一方向移动,所述第二驱动器用于驱动气动压盘泵沿第二方向移动,所述第三驱动器用于驱动气动压盘泵沿第三方向移动,第一方向、第二方向以及第三方向之间两两相互垂直。
8.根据权利要求1所述的一种自动压装涂油设备,其特征在于:所述压装块上设有用于检测压装电缸的输出力值的压力传感器。
9.根据权利要求1所述的一种自动压装涂油设备,其特征在于:所述气动压盘泵上设有用于控制油量的定量阀。
10.根据权利要求1所述的一种自动压装涂油设备,其特征在于:所述涂油机构还包括流量计,所述流量计用于监测气动压盘泵的压送油量。
技术总结
本发明涉及自动化生产设备领域,公开了一种自动压装涂油设备,包括压装机构、移动机构以及涂油机构,所述压装机构包括机架以及第一移动组件,所述机架上设有压装电缸,所述压装电缸的输出端配置有压装块,所述第一移动组件上设有用于压装工件的工作台,所述第一移动组件能够驱动工作台靠近或远离压装电缸的输出区域,所述涂油机构包括气动压盘泵以及第二移动组件,所述气动压盘泵用于向工件压送油料,所述第二移动组件用于驱动气动压盘泵远离或靠近工作台。本方案的自动压装涂油设备能够有效提高产品装配的效率。
技术研发人员:邢宇鹏
受保护的技术使用者:宁波傲天阔自动化设备有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!