一种磁控管天线焊丝自动焊装工艺的制作方法
本发明涉及磁控管生产加工,特别是一种磁控管天线焊丝自动焊装工艺。
背景技术:
1、微波炉发展至今以成为人们日常生活的常用电器设备,其相关技术经历多年的发展已经相当成熟。尤其今年来随着人们生活水平的提高,人们对微波炉的需求也不断增加,也相应刺激了微波炉生产企业进行技术改革,以提高企业的产能。磁控管作为微波炉的核心部件,其生产加工的效率和质量是微波炉生产的重中之重,直接关系到微波炉生产的产能和品质。磁控管天线是将磁控管内部产生的微波倒出到外部的部件,具体为一端焊接在磁控管阳极叶片上的一根细长部件。在具体的结构上,由于磁控管天线本身体积较小,且与阳极叶片的接触面积也不大,因此需要的焊料较少,而在现有的磁控管天线焊丝装配工艺中,通常采用人工操作进行,例如人工将焊丝进行裁剪,然后将裁剪后的焊丝绕制在磁控管天线的焊接端,最后再进行磁控管天线与磁控管阳极组件的装配与焊接。人工进行的磁控管天线焊丝装配工艺存在着诸多缺点,例如:(1)为满足焊丝的绕制需要,需要的焊丝用量较大,增加生产材料成本;(2)人工操作装配品质不一,装配过程中也容易造成装配不到位甚至焊丝脱离等情况,影响装配品质甚至导致报废;(3)人工装配效率低,无法满足企业高强度的作业要求,同时人工成本也高。为此,有必要研究和设计一种新的工艺来实现磁控管天线与焊丝的自动焊装,以提高磁控管生产的整体效率和产品合格率。
技术实现思路
1、本发明针对上述问题,提供一种磁控管天线焊丝自动焊装工艺。本发明的技术方案为:
2、一种磁控管天线焊丝自动焊装工艺,包括以下步骤;
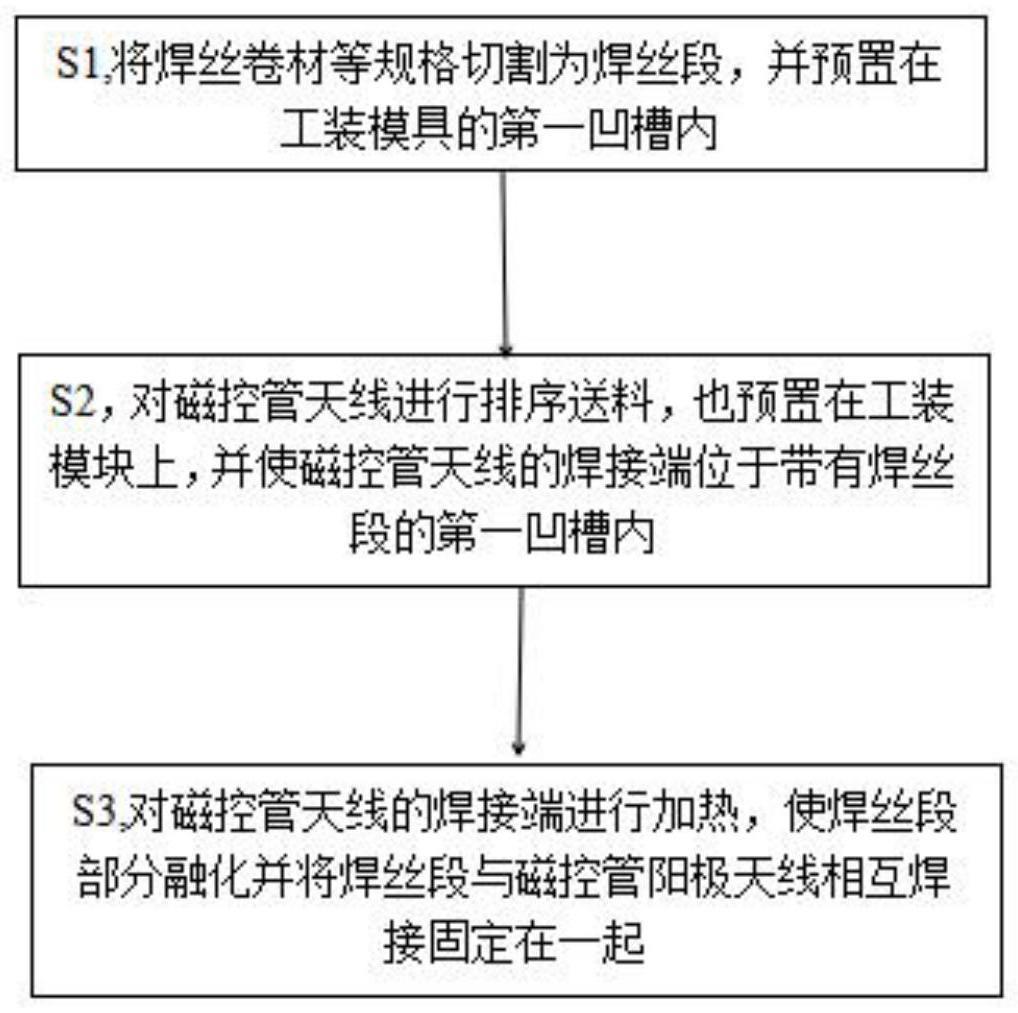
3、s1,将焊丝卷材等规格切割为焊丝段,并将所述焊丝段预置在工装模具的第一凹槽内,随所述工装模具一起运行至下一磁控管天线上料工位上;
4、s2,对磁控管天线进行排序送料,使所述磁控管天线也预置在所述工装模具上,并使所述磁控管天线的焊接端位于带有所述焊丝段的第一凹槽内,随所述工装模具一起运行至下一自动焊装工位上;
5、s3,通过焊接装置对磁控管天线的焊接端进行加热,使其部分融化所述焊丝段,将所述焊丝段与所述磁控管阳极天线相互焊接固定在一起。
6、作为本发明的进一步说明,所述工装模具还具有第二凹槽,所述磁控管天线预置时其自由端位于所述第二凹槽内。
7、更进一步地,所述焊丝段和磁控管天线同时预置在所述第一凹槽内,且所述磁控管天线位于所述焊丝段的上侧。
8、更进一步地,在所述步骤s1中,包括对所述焊丝卷材进行至少两个方向上的张紧,使所述焊丝卷材等规格切割时形成平直的焊丝段。所述焊丝卷材通过张紧轮组进行张紧。
9、更进一步地,所述焊丝段的宽度大于磁控管天线焊接端的宽度。
10、更进一步地,所述步骤s3的焊接过程中,下压所述磁控管天线的自由端使其焊接端向上运动抵接位于上方的焊接装置实现加热,加热完成后使所述磁控管天线复位。
11、更进一步地,所述步骤s3的焊接过程中,采用高频焊头对所述磁控管天线的焊接端进行加热。
12、更进一步地,所述步骤s3之前,还包含若干个焊前检测步骤。
13、更进一步地,所述焊前检测步骤包括焊丝第一检测步骤、磁控管天线排序检测步骤。
14、更进一步地,所述步骤s3之后,还包括一个复检步骤,检测所述第一凹槽内是否存在焊丝。
15、本发明的有益效果:
16、本发明实现磁控管天线与焊丝自动化预装配,极大地提高了磁控管天线与焊丝的装配效率,有利于提高磁控管整体的生产效率;另一方面,机械自动化作业使得装配误差小,设置多个检测工艺步骤来保证产品的装配质量,减小因此导致产品报废的情况,有利于提高产品质量和降低生产成本。
技术特征:
1.一种磁控管天线焊丝自动焊装工艺,其特征在于:包括以下步骤;
2.根据权利要求1所述的磁控管天线焊丝自动焊装工艺,其特征在于:所述工装模具还具有第二凹槽,所述磁控管天线预置时其自由端位于所述第二凹槽内。
3.根据权利要求1所述的磁控管天线焊丝自动焊装工艺,其特征在于:所述焊丝段和磁控管天线同时预置在所述第一凹槽内,且所述磁控管天线位于所述焊丝段的上侧。
4.根据权利要求1所述的磁控管天线焊丝自动焊装工艺,其特征在于:在所述步骤s1中,包括对所述焊丝卷材进行至少两个方向上的张紧,使所述焊丝卷材等规格切割时形成平直的焊丝段。所述焊丝卷材通过张紧轮组进行张紧。
5.根据权利要求1所述的磁控管天线焊丝自动焊装工艺,其特征在于:所述焊丝段的宽度大于磁控管天线焊接端的宽度。
6.根据权利要求1所述的磁控管天线焊丝自动焊装工艺,其特征在于:所述步骤s3的焊接过程中,下压所述磁控管天线的自由端使其焊接端向上运动抵接位于上方的焊接装置实现加热,加热完成后使所述磁控管天线复位。
7.根据权利要求1所述的磁控管天线焊丝自动焊装工艺,其特征在于:所述步骤s3的焊接过程中,采用高频焊头对所述磁控管天线的焊接端进行加热。
8.根据权利要求1所述的磁控管天线焊丝自动焊装工艺,其特征在于:所述步骤s3之前,还包含若干个焊前检测步骤。
9.根据权利要求8所述的磁控管天线焊丝自动焊装工艺,其特征在于:所述焊前检测步骤包括焊丝第一检测步骤、磁控管天线排序检测步骤。
10.根据权利要求1所述的磁控管天线焊丝自动焊装工艺,其特征在于:所述步骤s3之后,还包括一个复检步骤,检测所述第一凹槽内是否存在焊丝。
技术总结
本发明公开一种磁控管天线焊丝自动焊装工艺,包括以下步骤;S1,将焊丝卷材等规格切割为焊丝段,并将所述焊丝段预置在工装模具的第一凹槽内;S2,对磁控管天线进行排序送料,使所述磁控管天线也预置在所述工装模具上,并使所述磁控管天线的焊接端位于带有所述焊丝段的第一凹槽内;S3,通过焊接装置对磁控管天线的焊接端进行加热,使其部分融化所述焊丝段,将所述焊丝段与所述磁控管阳极天线相互焊接固定在一起。本发明实现磁控管天线与焊丝自动化预装配,极大地提高了磁控管天线与焊丝的装配效率,有利于提高磁控管整体的生产效率;另一方面,机械自动化作业使得装配误差小,设置多个检测工艺步骤来保证产品的装配质量,减小因此导致产品报废的情况,有利于提高产品质量和降低生产成本。
技术研发人员:张玲辉,郭威
受保护的技术使用者:中山市美格电子科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!