一种钢结构杆件冷弯工装的制作方法
本发明涉及大尺寸钢结构杆件冷弯工装,主要是圆管、方管、h型钢的冷弯工装。
背景技术:
1、圆管、方管、h型钢等钢结构杆件在建筑领域、特别是在场馆类建筑中应用广泛,在制作钢结构构件时,这些钢结构杆件很多需要进行煨弯,因此,杆件煨弯技术有着广泛的应用。在钢结构构件制造厂,圆管、方管、h型钢煨弯大多采用热加工煨弯及弯管机冷弯,热弯制作出的杆件外观成形好,同时能进行小半径制作,但加工成本高,辅材消耗大,弯管机冷弯工艺辅材消耗低,但工人劳动强度大,工序繁多,且对大直径圆管冷弯较为困难,同时煨弯过程中管件容易产生变形。因此,需要开发更加实用高效的大尺寸钢结构杆件煨弯工装。
技术实现思路
1、本发明的目的是解决现有技术存在的问题,提供一种可提高大尺寸钢结构杆件煨弯的效率和质量、降低工人劳动强度、且不需要采用特种专用设备、制作成本低的钢结构杆件冷弯工装。
2、本发明采取的技术方案如下:
3、一种钢结构杆件冷弯工装,包括有工装支座、设置于工装支座上的液压千斤顶系统、安装于液压千斤顶顶板上的内模、安装于工装支座上的可拆卸的目标胎模;
4、所述工装支座包括有矩形底板、安装于矩形底板上的矩形框架、分别设置于矩形框架前后两边的液压千斤顶系统安装台和目标胎模靠架、焊接于液压千斤顶系统安装台内侧的安装板、对称安装于液压千斤顶系统安装台和目标胎模靠架两端的可上下调节的水平调整板、两端安装于目标胎模靠架和安装板(1e)上的一组水平间隔设置的无动力辊轴;
5、所述液压千斤顶系统包括水平安装于液压千斤顶系统安装台上两边的两台液压千斤顶、设置于两台液压千斤顶之间的液压千斤顶控制箱;
6、所述内模是外端面为平面或者带有水平的内模凹槽的模具,内模的背面与液压千斤顶顶板固定连接;
7、所述目标胎模为水平设置的弧形胎模,弧形胎模的外端面为平面或者带有与所述的内模凹槽相对的胎模凹槽,所述胎模凹槽为与弧形胎模同弯曲度的弧形凹槽,在弧形胎膜的背面间隔设置有横向的胎模加强肋板, 所述胎模加强肋板的外端面为平面并与所述目标胎模靠架固定连接;弧形胎膜置放于无动力辊轴上并位于两个内模之间的对面。
8、进一步地,所述内模凹槽为半圆形凹槽或者光滑平板,所述胎模凹槽也对应为半圆形凹槽或者光滑平板。
9、进一步地,在液压千斤顶系统安装台的两端焊接有带支座竖直调节槽的高度调节支座,在目标胎模靠架两端的端板上加工有端板竖直调节槽;所述水平调整板的两端分别采用穿过支座竖直调节槽和端板竖直调节槽的螺栓与高度调节支座和端板连接并可上下调节高度。
10、进一步地,在所述目标胎模靠架背面间隔焊接有靠架加强肋板。
11、进一步地,在所述液压千斤顶的顶板背面焊接有顶板加强肋。
12、采用本发明工装,只需将需要煨弯的圆管、方管、h型钢等钢结构杆件水平置放于无动力辊轴上,位于内模和目标胎模之间并贴靠目标胎模,通过调节水平调整板将钢结构杆件调整至水平,然后同时启动两台液压千斤顶,将两个内模向前推进,通过两个内模压住钢结构杆件两边,将钢结构杆件向外压弯。液压千斤顶往复收回和向前推,逐渐将钢结构杆件煨弯至完全贴靠目标胎模,得到所需弯曲度的钢结构杆件。钢结构杆件置放于无动力辊轴上,将煨弯完毕的钢结构杆件向外推动送出即可,然后再推入下一根钢结构杆件进行冷弯。
13、本发明工装结构简单,稳固可靠,制作成本低,使用方便,可方便高效地将大尺寸钢结构杆件进行冷弯,且煨弯过程中不易产生变形,煨弯效率高且,不需要采用造价高、工序复杂的特种专用设备即可加工得到高质量的弯曲钢结构构件,制作成本低。
技术特征:
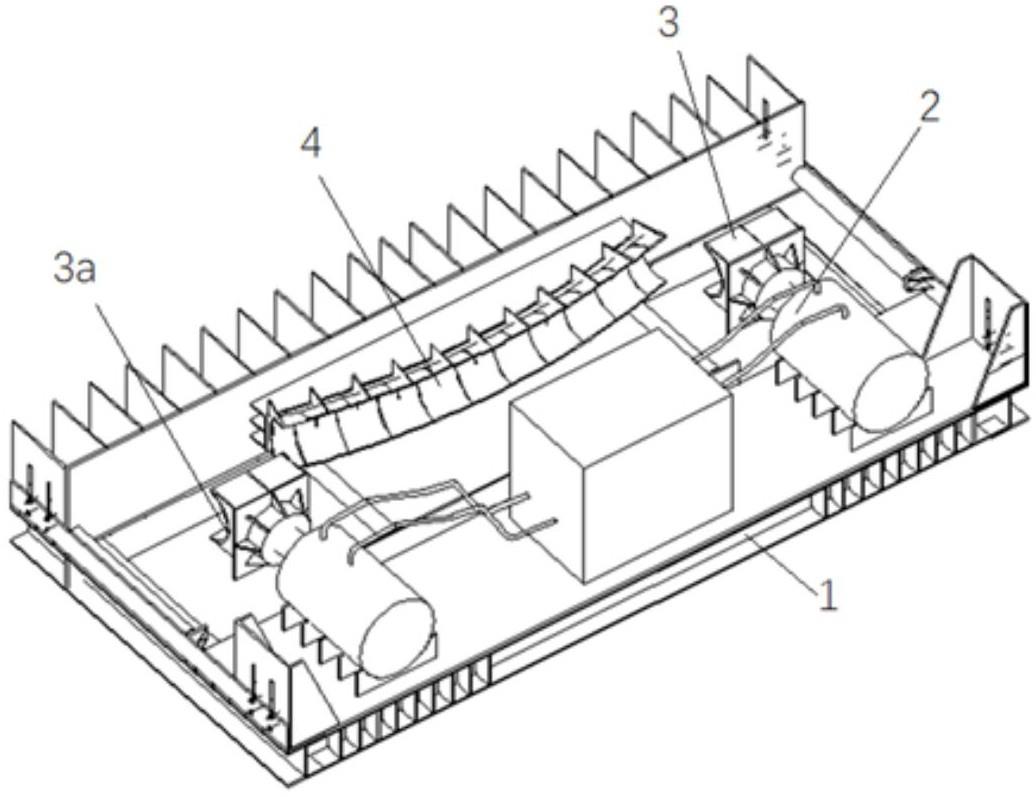
1.一种钢结构杆件冷弯工装,其特征在于,包括有工装支座(1)、设置于工装支座上的液压千斤顶系统(2)、安装于液压千斤顶顶板上的内模(3)、安装于工装支座上的可拆卸的目标胎模(4);
2.根据权利要求1所述的一种钢结构杆件冷弯工装,其特征在于,所述内模凹槽(3a)为半圆形凹槽或者矩形凹槽,所述胎模凹槽(4a)也对应为半圆形凹槽或者矩形凹槽。
3.根据权利要求1所述的一种钢结构杆件冷弯工装,其特征在于,在液压千斤顶系统安装台(1c)的两端焊接有带支座竖直调节槽(1k-1)的高度调节支座(1k),在目标胎模靠架(1d)两端的端板(1i)上加工有端板竖直调节槽(1i-1);所述水平调整板(1f)的两端分别采用穿过支座竖直调节槽(1k-1)和端板竖直调节槽(1i-1)的螺栓与高度调节支座(1k)和端板(1i)连接并可上下调节高度。
4.根据权利要求1所述的一种钢结构杆件冷弯工装,其特征在于,在所述目标胎模靠架(1d)背面间隔焊接有靠架加强肋板(1h)。
5.根据权利要求1所述的一种钢结构杆件冷弯工装,其特征在于,在所述液压千斤顶的顶板(2c)背面焊接有顶板加强肋(2d)。
技术总结
一种钢结构杆件冷弯工装,包括有工装支座(1)、设置于工装支座上的液压千斤顶系统(2)、安装于液压千斤顶顶板上的内模(3)、安装于工装支座上的可拆卸的目标胎模(4)。本发明结构简单,稳固可靠,制作成本低,使用方便,可方便高效地将大尺寸圆形钢管、矩形管、H型钢等进行冷弯,且煨弯过程中不易产生变形,煨弯效率高,不需要采用造价高、工序复杂的特种专用设备即可加工得到高质量的弯曲钢结构构件,制作成本低。
技术研发人员:朱文伟,段福旺,胡国彬,胥陈艳,柳城寻,罗秋林,计江波,沈恒猛,蒋云祥,沐川,牛犇,刘超,蔡毅,杨涛,张敏
受保护的技术使用者:云南建投钢结构股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!