一种手持式高温超导带接头焊接设备及方法与流程
本发明属于超导带材焊接,尤其涉及一种手持式高温超导带接头焊接设备及方法。
背景技术:
1、由于高温超导带材的特性,高温超导线圈是一饼一饼生产的,不同饼之间需要做接头连接。若接头质量不好,会导致通电后接头发热量大,影响超导线圈的稳定运行。因此在现有技术条件下,高温超导线圈的生产中接头制作是必不可少的环节。
2、目前带材接头焊接有几个方式:手工钎焊、扩散焊和超声波焊、对于特定结构利用特定工装的钎焊。其中,只有手工钎焊最适合线圈制作现场使用。其他方案会有接头制作效率低、接头可靠性差、制作设备不便于移动等缺点。
3、现有技术超导带材手工焊接的方法是:将两条超导带材放在桌面上、再用电烙铁在焊接处焊接。其存在的问题是,第一、必须借助于桌面或台式机构,额外占用空间;第二、由于焊接处只有热度没有压力,所以一般焊接处都设置得比较长,焊接处设置得比较长,不仅浪费了带材,还延长了焊接时间。
4、实现超导带材手工焊接的难点在于:第一、焊接现场空间紧张、往往没有条件布放桌子或者其它台式机构;第二、手工焊接只是借助于电洛铁,用电烙铁焊接只有热量没有压力,导致焊接不牢固。为了焊接牢固,不得不加长焊接部位,由于焊接部位加长了导致焊接时间长。第三、现有焊接的冷却过程采用自然冷却的方法,而自然冷却方法往往凭借人的经验,但由于环境温度变化,不同的季节、不同的天气冷却时间也不同,为了稳妥起见,冷却的时间往往估计得比实际需要的时间长,这样也导致焊接时间长。第四,焊接时焊接处的高温传导到临近的非焊接处,使得非焊接处已经完成初始焊接的地方重新开焊。
技术实现思路
1、本发明针对现有技术存在的问题,提出一种手持式高温超导带接头焊接设备及方法,第一目的在于解决焊接现场空间紧张的问题;第二目的在于解决焊接时间长的问题;第三目的在于解决非焊接处和焊接处相邻的地方容易受到高温影响,导致非焊接处完成初始焊接的地方重新开焊的问题。
2、本发明为解决其技术问题提出以下技术方案:
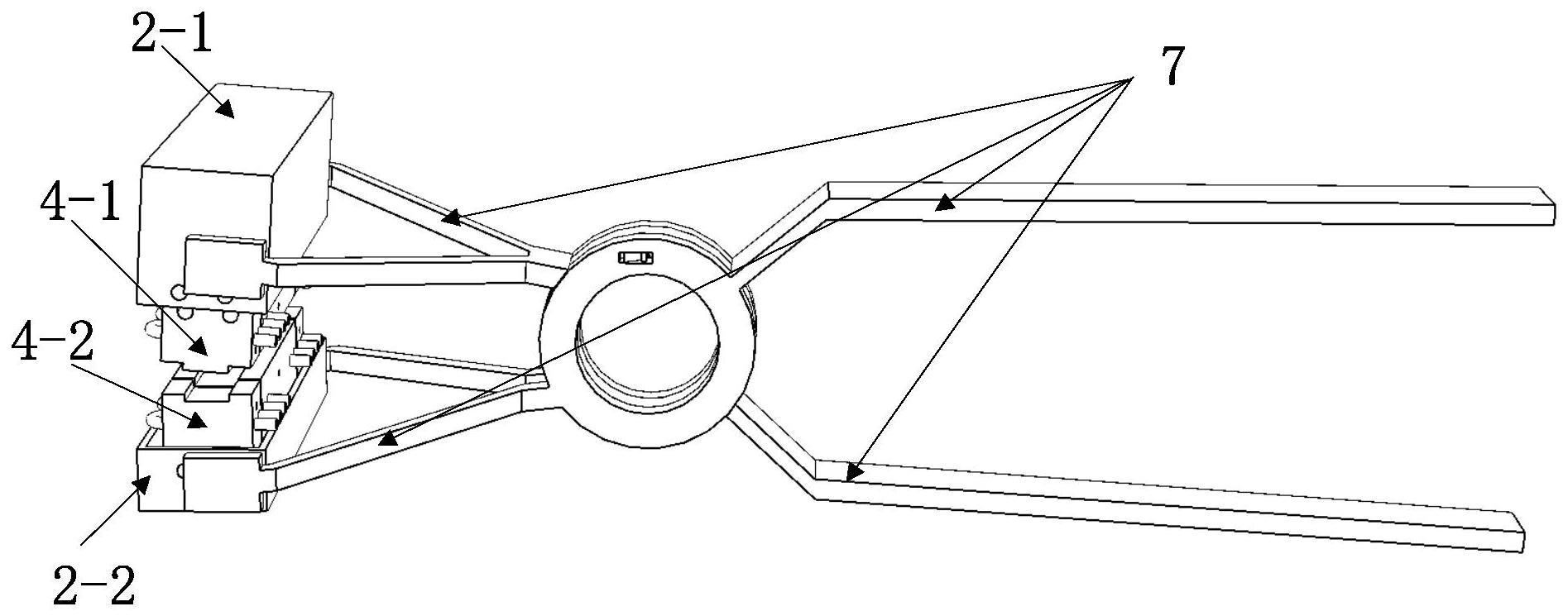
3、一种手持式高温超导带材接头焊接设备,包括:待焊接的超导带材1、固定及保护罩2、强力弹簧3、上层压块结构、下层压块结构、压块限位杆6-1、温度传感器、冷却管路、x型加力杆7;所述待焊接的超导带材1布设在所述上层压块结构和下层压块结构之间;所述上层压块结构和下层压块结构分别带有加热压块和冷却压块;所述的强力弹簧3向上低接固定及保护罩2、向下低接所述上层压块结构;所述压块限位杆6-1横向贯穿上层压块结构;所述温度传感器分别布设在上层压块结构内部和下层压块结构内部;所述冷却管路分别前后贯穿上层压块结构和下层压块结构;所述上层压块结构和下层压块结构分别通过固定及保护罩2连接x型加力杆7;所述x型加力杆7通过固定及保护罩2给所述上层压块结构和下层压块结构加力;该x型加力杆7还内设控制器,控制器通过温度传感器判断是否对焊接部位进行加热或冷却。
4、其特点是:
5、所述x型加力杆7为带有相同相位和相同步长、或者不同相位和相同步长的双面棘轮机构8的x型加力杆7,该x型加力杆7和所述强力弹簧3以及包括拉簧8-2-3在内的棘轮结构相配合,实现手持式超导带材1的焊接。
6、进一步地,所述x型加力杆7,设有前部、中部、后部三个部分:前部包括上层y字形夹持部和下层y形加持部,该上层y字形夹持部通过上层固定及保护罩2-1夹持上层压块结构;该下层y字形夹持部通过下层固定及保护罩2-2夹持下层压块结构;后部为加力杆,包括上加力杆和下加力杆,中部为带有并排三个圆环的双面棘轮结构,其中,中间圆环上设有双面相同相位和相同步长、或者不同相位和相同步长的棘轮齿槽、以及控制器,两侧圆环上设有与该侧棘轮齿槽相配合的棘爪;两侧圆环向前连接下层y形加持部、向后连接上加力杆;中间圆环向前连接上层y形加持部、向后连接下加力杆;所述相同相位,是指将棘轮的一个齿长作为一个周期,当中间圆环两侧棘轮齿的起始点相同时,为相同相位;当中间圆环两侧棘轮齿的起始点相差半个周期时,为不同相位;所述相同步长是指中间圆环两侧棘轮齿的齿长相同;所述控制器和所述温度传感器、冷却管路通过有线方式连接。
7、进一步地,所述棘轮结构8包括布设在中间圆环8-2-2上的棘轮8-1、布设在两侧圆环8-2-1上的棘爪8-2、以及布设在两侧圆环上的转轴孔8-2-1、转轴8-2-2、拉簧8-2-3、连杆8-2-4、导向槽8-2-5、限位销8-2-6、限位槽8-2-7、限位轴8-2-8;当棘轮机构8工作时,所述拉簧8-2-3挤压连杆8-2-4、连杆8-2-4围绕转轴8-2-2旋转,将限位销8-2-6压向棘轮8-1,使棘轮8-1无法逆转;限位销8-2-6由导向槽8-2-5限位,保证限位销8-2-6只沿着导向槽8-2-5限制的方向移动;限位槽8-2-7是拉杆8-2-4的上结构,限位轴8-2-2是限位销8-2-6的上结构;当连杆8-2-4做圆周运动时,连杆8-2-4上的限位槽8-2-7能够驱动限位销8-2-6上的限位轴8-2-8做直线运动,也就是限位销8-2-6做直线运动。
8、进一步地,所述上层压块结构沿着水平方向一字排布有:两侧的上层冷却压块4-1、中间的上层加热压块5-1;沿竖直方向由上至下设有:最上层的上层固定及保护罩2-1、低接在上层固定及保护罩2-1下表面并布设在上层冷却压块4-1和上层加热压块5-1上表面的多个强力弹簧3;布设在上层冷却压块4-1和上层加热压块5-1内部并左右贯穿上层冷却压块4-1和上层加热压块5-1的多个限位杆6-1和多个限位槽6-2;前后贯穿上层冷却压块4-1和上层加热压块5-1并位于多个限位杆6-1和多个限位槽6-2下方的多个上层冷却压块冷却管路4-1-1、以及多个上层加热压块冷却管路5-1-1;布设在上层冷却压块4-1内部的上层冷却压块温度传感器4-1-2、布设在上层加热压块5-1内部的上层加热压块温度传感器5-1-2;所述上层压块结构的下表面设有横向贯穿上层压块结构的凸台,凸台的宽度与超导带材1的宽度相匹配。
9、进一步地,所述下层压块结构沿着水平方向:一字排布有两侧的下层冷却压块4-2、中间的下层加热压块5-2;沿竖直方向由下至上设有:最下层的下层固定及保护罩2-2,左右贯穿下层冷却压块4-2和下层加热压块5-2的限位板6-3和限位孔6-4、布设在下层冷却压块4-2和下层加热压块5-2内部且位于限位板6-3和限位孔6-4上方的多个下层冷却压块冷却管路4-2-1和下层冷却压块温度传感器4-2-2、多个下层加热压块冷却管路5-2-1和下层加热压块温度传感器5-2-2;所述下层压块结构的上表面设有横向贯穿下层压块结构的凹槽,凹槽的宽度与超导带材1的宽度相匹配。
10、进一步地,所述压块限位杆6-1为圆形、限位槽6-2为长条形,限位槽6-2两端为圆弧状,弧度和压块限位杆6-1的直径相匹配;所述限位板6-3外径和限位孔6-4孔径相配合。
11、进一步地,所述上层加热压块5-1和下层加热压块5-2内部设有加热棒;所述上层加热压块冷却管路5-1-1、上层加热压块温度传感器5-1-2、下层加热压块冷却管路5-2-1、下层加热压块温度传感器5-1-2通向控制器,控制器通过温度传感器测量的温度判断是否需要加热和冷却。
12、进一步地,焊接前,控制器通过加热棒对上层加热块5-1和下层加热块5-2进行加热,当温度达到设定温度后,加热棒停止加热;焊接过程中,控制器控制焊锡融化阶段、以及焊接凝固阶段的温度:在焊锡融化阶段,控制该阶段的温度恒定;在焊接凝固阶段,控制上层加热压块冷却管路5-1-1和下层加热压块冷却管路5-2-1对各自的加热块进行冷却,直到各自的加热块冷却到设定温度以下,焊接结束。
13、进一步地,所述多个上层冷却压块冷却管路4-1-1、多个上层冷却压块温度传感器4-1-2、多个下层冷却压块冷却管路4-2-1、多个下层冷却压块温度传感器4-2-2通向控制器,当焊接连续操作使得左右相邻的上层冷却压块温度传感器4-1-2的温度超过设定温度时,控制器启动多个上层冷却压块冷却管路4-1-1和多个下层冷却压块冷却管路4-2-1工作,对上层冷却压块4-1和下层冷却压块4-2降温。
14、一种手持式高温超导带材接头焊接方法,其特征在于:包括以下步骤:
15、步骤一、去掉连接部位超导带材表面的氧化层,然后对超导带进行挂锡;
16、步骤二、将超导带材a和超导带材b叠加布放在下层压块结构的长条状凹槽内;叠加的部分落在下层加热压块5-2的凹槽内,叠加的长度和宽度不超过下层加热压块5-2凹槽的长度和宽度;
17、步骤三、缓慢闭合x型加力杆7,使得上层压块结构和下层压块结构压紧,此时,x型加力杆7内部的棘轮机构8能够防止上层压块结构和下层压块结构松动;
18、步骤四、控制器开启对上层加热压块5-1和下层加热压块5-2内的加热棒加热,使得上层加热压块5-1和下层加热压块5-2的温度稳定在设定温度,同时,控制器读取上层冷却压块4-1和下层冷却压块4-2的温度数值,并进行相应处理;
19、步骤五、等待上层加热压块5-1和下层加热压块5-2的温度达到预设值后,x型加力杆7转动一个棘轮的步长,对上层压块结构和下层压块结构继续加压,保证焊接带材1充分紧密接触;
20、步骤六、等待上层加热压块5-1和下层加热压块5-2区域的焊锡完成融化后停止加热,对加热块进行降温;
21、步骤七、控制器读取上层加热压块温度传感器5-1-2和下层加热压块温度传感器5-1-2的温度数值,当温度降低到焊锡熔化温度以下后,松掉x型加力杆7的棘轮机构锁紧结构8,取出带材完成焊接。
22、进一步地,所述步骤四的控制器读取上层加热压块5-1和下层加热压块5-2的温度数值,并进行相应处理,具体为:
23、1)控制器同时读取上层冷却压块温度传感器4-1-2和下层冷却压块温度传感器4-2-2的温度数值;如果温度没有超过设定阈值则无需启动多个上层冷却压块冷却管路4-1-1和多个下层冷却压块冷却管路4-1-2工作;
24、2)当温度数值超导设定阈值时,控制器启动多个上层冷却压块冷却管路4-1-1和多个下层冷却压块冷却管路4-2-1工作,对上层冷却压块4-1和下层冷却压块4-2降温。
25、本发明的优点效果
26、1、本发明通过设置固定及保护罩(2)、强力弹簧(3)、上层压块结构、下层压块结构、压块限位杆(6-1)、温度传感器、冷却管路、带有棘轮结构的x型加力杆实现了手持式焊接,实现了焊接现场没有焊接桌子的情况下也能焊接的效果,解决了焊接现场空间紧张的问题。
27、2、本发明通过设置控制器、温度传感器、冷却管路、上层压块结构、下层压块结构、强力弹簧和拉簧的有机结合,解决了焊接时间长的问题。通过采用控制器判断是否对焊接部位进行加热或冷却的方法,解决了焊接冷却阶段人工估算的冷却时间往往大于实际需要的冷却时间、导致焊接时间长的问题;通过强力弹簧和拉簧的有机结合,在焊接过程中,不仅对带材施加温度还施加压力,由于保证了焊接质量,缩短了焊接部位的长度,解决了因为焊接部位加长使得焊接时间长的问题。
28、3、本发明通过设置控制器、上层冷却压块、下层冷却压块、上层冷却压块温度传感器、下层冷却压块温度传感器,上层冷却压块冷却管路、下层冷却压块冷却管路,实现了当非焊接部位受到焊接部位高温影响即将开焊时,控制器对非焊接部位及时进行冷却,解决了非焊接处和焊接处相邻的地方容易受到高温影响,导致非焊接处完成初始焊接的地方重新开焊的问题。
- 还没有人留言评论。精彩留言会获得点赞!