一种非谐振超声振动辅助的电火花线切割装置
本发明涉及金属的组合加工、万能机床,尤其涉及一种非谐振超声振动辅助的电火花线切割装置。
背景技术:
1、在电火花线切割加工时线电极通过对金属工件进行脉冲放电产生高温使金属工件的加工区域产生局部熔化和气化,熔化和气化的工件材料被蚀除到工作液介质中。由于蚀除产物容易聚集堵塞在切缝内,在蚀除产物累计聚集且未得到充分冷却的情况下产生的放电容易导致工作液中大量的含碳物质粘在工件表面导致工件烧伤,使得加工工件表面质量以及加工效率降低。
2、尤其针对大厚度电火花线切割,在工件上下方向的中间位置处,由于上、下喷液导嘴喷出的工作液无法冲洗至该位置,导致放电产物无法排出加工间隙,短路率增大,使得大厚度切割效率严重降低,严重阻碍了电火花线切割技术在大厚度工件切割上的应用。
技术实现思路
1、为克服现有电火花线切割加工时,蚀除产物容易聚集堵塞在切缝内,导致工件烧伤,使得加工工件表面质量以及加工效率降低的技术缺陷,本发明提供了一种非谐振超声振动辅助的电火花线切割装置。
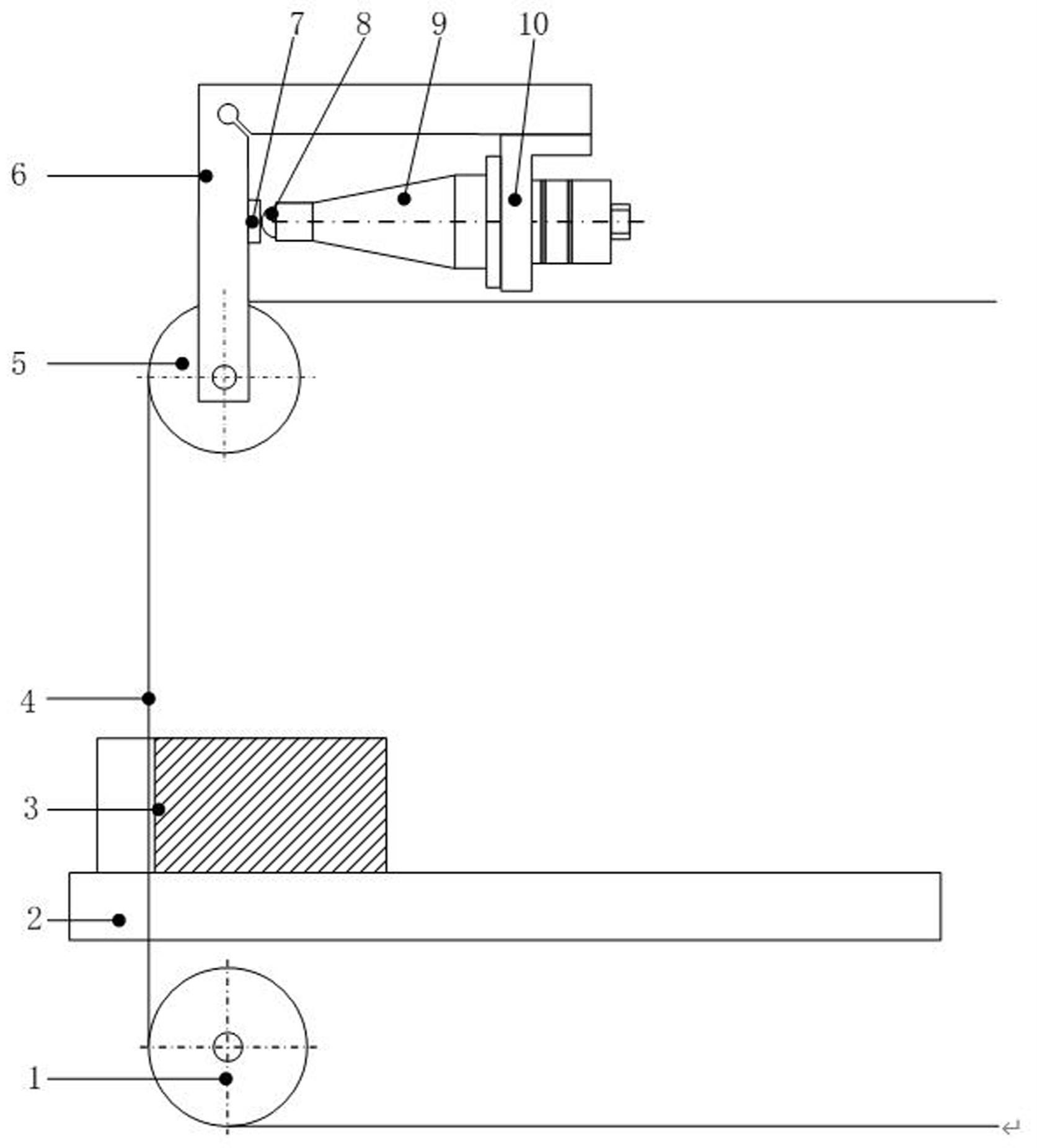
2、本发明提供了一种非谐振超声振动辅助的电火花线切割装置,包括电火花线切割组件和超声振动辅助组件,电火花线切割组件包括用于固定待加工工件的工作台、线电极以及引导线电极的运丝导轮和传振导轮,运丝导轮安装至工作台下方的机架上,传振导轮通过传振支架连接至工作台上方的机架上,传振支架一端与机架固定连接,另一端与传振导轮的轮轴转动连接,通过调节运丝导轮和传振导轮实现线电极张紧力的调节;超声振动辅助组件包括超声振动系统和固定架,超声振动系统通过固定架固定连接至传振支架上,超声振动系统的变幅杆与传振支架保持接触状态。
3、超声振动系统通过固定架连接在传振支架上,超声振动系统的输出频率和输出功率在连续范围内可调,根据电火花线切割加工时的脉冲放电频率选择对应的超声频率,根据传振支架可选择适合的输出功率。超声振动系统将高频电能转化为机械能,又超声振动系统与传振支架保持接触状态,而且传振导轮与传振支架转动连接,当传振支架发生振动时,传振导轮也能带动线电极同时振动,进而超声振动系统间接带动线电极做超声运动,辅助电火花线切割加工。所以进行电火花线切割作业时,超声振动辅助系统能提供符合电火花线切割加工时脉冲放电频率的微小振幅,利用超声加工的空化作用促进工作液的循环,避免蚀除产物聚集堵塞在切缝,同时超声加工的微幅振动有利于电火花加工的电能利用,提高电火花放电率。在电火花线切割加工中加入超声加工能有效提高加工效率。
4、优选的,超声振动系统的振动方向与线电极所在方向垂直。这样设置有利于蚀除产物从切缝排出,进一步避免蚀除产物聚集导致工件烧伤的情况,提高了加工工件表面质量以及加工效率。
5、优选的,传振支架为直角弯板,直角弯板的水平部用于固定连接机架,直角弯板的竖直部用于转动连接传振导轮,超声振动系统通过固定架连接至直角弯板的水平部,超声振动系统整体呈水平布置,超声振动系统的变幅杆与直角弯板的竖直部保持接触状态,直角弯板的内角上设置有一个或多个减振缺口。减振缺口以减小在振动方向上的刚性为目的,所述直角弯板为直角形状的平面板,传振支架包括但不限于上述结构,且减振缺口的位置以及尺寸可以根据传振支架的具体结构来设置。设置减振缺口有利于提高超声振动的传递效率和减少不必要的能量损耗。超声振动系统根据传振支架上减振缺口的形状大小和位置可选择合适的输出功率。
6、优选的,超声振动系统的变幅杆端部固定连接有半球形接触块,传振支架上固定连接有与半球形接触块适配的圆形接触片,半球形接触块和圆形接触片均由硬度大于hra80的材料制成。超声振动系统通过半球形接触块和圆形接触片将振动传递至传振支架上,可提高了超声振动传递时整个系统的稳固性。
7、优选的,半球形接触块和圆形接触片以一定的预紧力保持接触状态。
8、优选的,传振支架由弹簧钢或铍青铜制成。具体可选择65mn的弹簧钢或60si2mn的合金弹簧钢。
9、优选的,超声振动系统的振动频率为15khz~50khz。
10、本发明提供的技术方案与现有技术相比具有如下优点:可以提高电火花线切割加工的加工效率和表面质量;本发明采用了带缺口的传振支架,有利于提高超声振动的传递效率和减少不必要的能量损耗;本发明采用了半球形接触块和圆形接触片作为超声振动传递的介质,提高了超声振动传递时整个系统的稳健性;进行电火花线切割作业时,超声振动辅助系统能提供符合电火花线切割加工时脉冲放电频率的微小振幅,利用超声加工的空化作用促进工作液的循环,避免蚀除产物聚集堵塞在切缝,进而避免工件烧伤;同时超声加工的微幅振动有利于电火花加工的电能利用,提高电火花放电率,进一步保证加工工件表面质量以及提高加工效率,尤其可提高大厚度工件切割的加工效率。
技术特征:
1.一种非谐振超声振动辅助的电火花线切割装置,其特征在于,包括电火花线切割组件和超声振动辅助组件,电火花线切割组件包括用于固定待加工工件(3)的工作台(2)、线电极(4)以及引导线电极(4)的运丝导轮(1)和传振导轮(5),运丝导轮(1)安装至工作台(2)下方的机架上,传振导轮(5)通过传振支架(6)连接至工作台(2)上方的机架上,传振支架(6)一端与机架固定连接,另一端与传振导轮(5)的轮轴转动连接,通过调节运丝导轮(1)和传振导轮(5)实现线电极(4)张紧力的调节;超声振动辅助组件包括超声振动系统(9)和固定架(10),超声振动系统(9)通过固定架(10)固定连接至传振支架(6)上,超声振动系统(9)的变幅杆与传振支架(6)保持接触状态。
2.根据权利要求1所述的一种非谐振超声振动辅助的电火花线切割装置,其特征在于,超声振动系统(9)的振动方向与线电极(4)所在方向垂直。
3.根据权利要求2所述的一种非谐振超声振动辅助的电火花线切割装置,其特征在于,传振支架(6)为直角弯板,直角弯板的水平部用于固定连接机架,直角弯板的竖直部用于转动连接传振导轮(5),超声振动系统(9)通过固定架(10)连接至直角弯板的水平部,超声振动系统(9)整体呈水平布置,超声振动系统(9)的变幅杆与直角弯板的竖直部保持接触状态,直角弯板的内角上设置有一个或多个减振缺口。
4.根据权利要求1至3任一项所述的一种非谐振超声振动辅助的电火花线切割装置,其特征在于,超声振动系统(9)的变幅杆端部固定连接有半球形接触块,传振支架(6)上固定连接有与半球形接触块适配的圆形接触片(7),半球形接触块和圆形接触片(7)均由硬度大于hra80的材料制成。
5.根据权利要求4所述的一种非谐振超声振动辅助的电火花线切割装置,其特征在于,半球形接触块和圆形接触片(7)以一定的预紧力保持接触状态。
6.根据权利要求5所述的一种非谐振超声振动辅助的电火花线切割装置,其特征在于,传振支架(6)由弹簧钢或铍青铜制成。
7.根据权利要求6所述的一种非谐振超声振动辅助的电火花线切割装置,其特征在于,超声振动系统(9)的振动频率为15khz~50khz。
技术总结
本发明属于金属的组合加工、万能机床技术领域,尤其涉及一种非谐振超声振动辅助的电火花线切割装置,解决了背景技术中的技术问题,其包括电火花线切割组件和超声振动辅助组件,电火花线切割组件包括工作台、线电极以及引导线电极的运丝导轮和传振导轮,运丝导轮安装至工作台下方的机架上,传振导轮通过传振支架连接至工作台上方的机架上;超声振动辅助组件包括超声振动系统,超声振动系统通过固定架固定连接至传振支架上,超声振动系统的变幅杆与传振支架保持接触状态。超声振动辅助系统能提供微小振幅,利用超声加工的空化作用促进工作液的循环,避免蚀除产物聚集堵塞在切缝;微幅振动有利于电火花加工的电能利用,提高电火花放电率。
技术研发人员:王秀枝,蔚海霞,王燕青,张来军,李赞,贾建宇
受保护的技术使用者:太原理工大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!