一种长薄壁缸体的加工装备及其加工方法与流程
本发明涉及夹具,特别是一种长薄壁缸体的加工装备。
背景技术:
1、如图1所示,气缸体的特点是壁薄(5mm-8mm)、轴向尺寸大(长度250mm-1200mm),因此本文称为“长薄壁缸体类零件”;其特点是刚性差,强度低,装夹及加工过程中容易产生变形。根据以往经验,直径越大、轴向尺寸越大,装夹及加工过程的变形越大,因此工艺性极差,加工中容易振动、产生刀纹,尺寸精度、形状公差、粗糙度都难以保证,成为日常加工中的难点。如果气缸体内径误差、尤其最大极限尺寸过大,圆度公差超差、粗糙度无法保证,则与活塞上的o形圈等配合时,无法起到密封作用。
2、具体来说,常规的加工方式,造成长薄壁缸体类零件加工后尺寸精度、形状公差、粗糙度难以保证的原因有两个方面:一方面,气缸体壁薄,轴向尺寸大,为典型的长薄壁缸体类零件;另一方面镗刀杆太长,为典型的长悬臂梁受力方式,受到切削力后容易产生挠曲变形,同时因刚性较差、容易振颤。两种原因结合,使加工后的零部件容易产生锥度或双曲形,尺寸精度及形状误差也难以保证,同时薄壁件及长悬臂梁刀杆容易振动,容易使加工后的内壁表面产生振纹,粗糙度难以保证。
3、综上,如何能够实现长薄壁缸体的加工成为了本领域研究人员急需解决的问题。
技术实现思路
1、本发明要解决的技术问题是:如何能够实现长薄壁缸体的加工;
2、为解决上述技术问题,本发明采取的技术方案为:
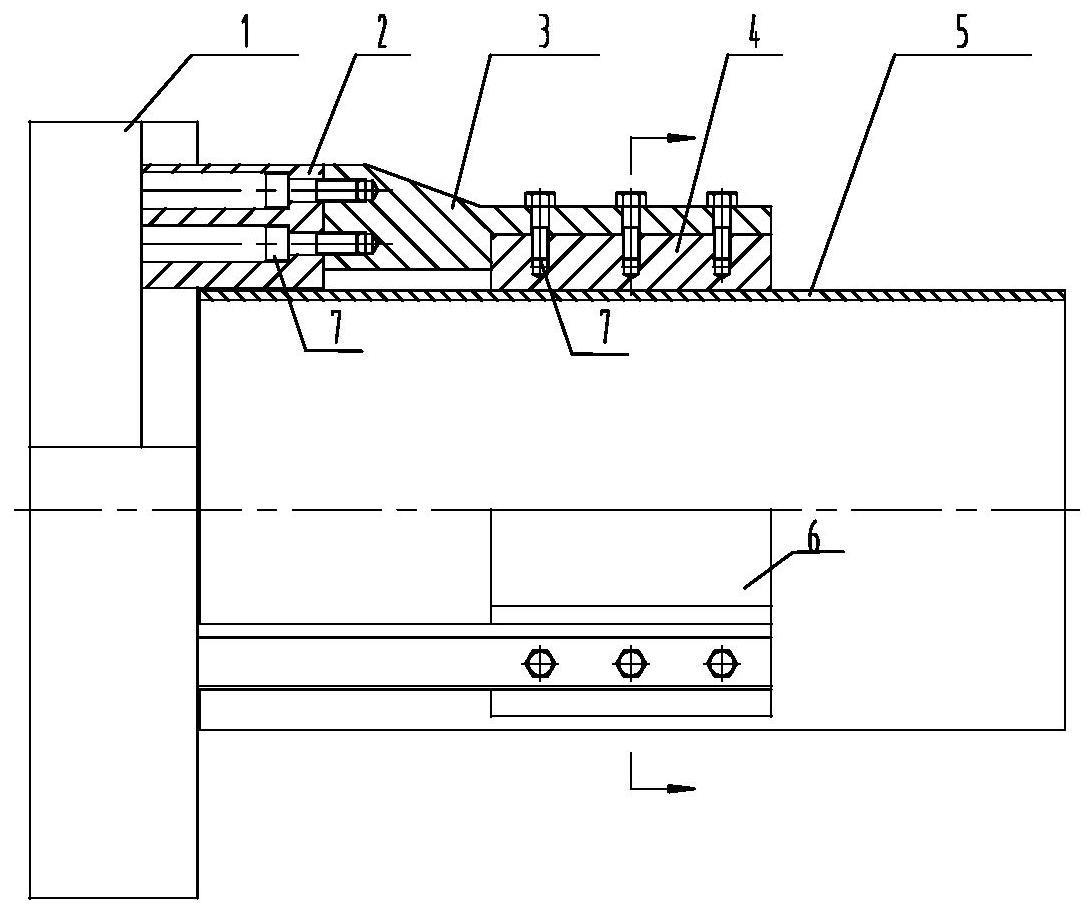
3、本发明是一种长薄壁缸体的加工装备,包括:三爪卡盘,其上每一卡爪上均水平延伸设置有加长卡爪;软爪,其对应设置在所述加长卡爪的内侧;其中,所述软爪内侧面为贴合缸体表面的弧形面;所述软爪的长度为缸体长度的1/3;所述弧形面为缸体圆周的1/6;镗刀,当所述缸体完成固定后,所述镗刀适于对所述缸体内壁进行加工;
4、常规的装夹方式通常是通过三爪卡盘夹紧缸体的端部,对缸体进行振动分析后,得出图3,如图5(a)所示:区域ⅰ声压幅值较小、区域ⅱ声压幅值稍大,区域ⅲ声压随位置变化很大;图5(b)为实际加工后的表面粗糙度,可见与分析一致。
5、而在本方案中,对软爪进行加长加宽处理,软爪的宽度增加至缸体周向1/6处,换言之,软爪加宽,每个软爪的宽度占缸体圆周的1/6(60°圆心角),3个软爪共计占缸体圆周的1/2,且因使用三爪卡盘改制、分布均匀,夹紧长薄壁缸体类零件时不易产生变形;软爪加宽、因此与长薄壁缸体的接触面积大幅增加,相同夹紧力下摩擦力更大,无需太大的夹紧力即可实现可靠夹紧;
6、软爪的长度增加至缸体的长度的1/3处,换言之,软爪长度为缸体长度的1/3,且夹持在长薄壁缸体的中间位置,对缸体的震颤分析后、图6的分析结果,区域ⅰ同样在缸体的中间位置、长度大于等于缸体1/3,区域ⅱ分布在中间位置的两侧,各占两端悬空段的一半(各占缸体总长度的近1/6、合计占全缸体长度的近1/3),而区域ⅲ则分布在整个缸体的两端悬空段的一半(各占总长度的近1/6、合计占全缸体长度的近1/3);缸体装配时,由于缸盖的装入,正好可以矫正缸体两端的变形;改进后缸体端面的模态云图如下图6(a)所示,整个缸体的振动分析如图6(b)所示。
7、通过对软爪加宽、加长设置后,进行有限元分析、模拟,加工过程中的变形量完全符合尺寸精度与形状公差的要求,且长薄壁缸体的悬空位置在两端,整体刚性大幅提升,因此带来的振颤大幅减弱,加工后的刀纹明显小了,在后续滚压过程中完全可达到图纸的粗糙度要求;此外,针对不同内径、不同壁厚的长薄壁缸体零件加工时,只需更换不同的软爪、并镗削软爪内径使之与已加工的缸体外径一致,然后用经修整后的软爪夹持缸体,即可完成该缸体的加工,因此夹具的通用性大幅提高。
8、如何实现卡爪、加长卡爪的连接以及加长卡爪、软爪的连接,本发明采用所述卡爪、加长卡爪之间通过螺栓进行固定连接,所述加长卡爪、软爪之间通过螺栓进行固定连接。
9、如何实现软爪的安装,本发明采用所述加长卡爪内侧开设有安装槽;所述软爪安装在所述安装槽内;
10、将软爪安装在安装槽内,并通过螺栓将卡爪、软爪之间进行固定连接。
11、为了限定镗刀的尺寸,本发明采用镗刀包括:镗刀杆;刀片,其设置在所述镗刀杆端部;靠近所述刀片的所述镗刀杆的一端直径小于远离所述刀片的所述镗刀杆的一端直径;
12、有文献指出镗刀杆直径d3.2及镗刀杆悬臂长度l-0.59与刚度k成正比关系。可见增大镗刀杆外径、减小镗刀杆悬臂长度,有利于减小长薄壁气缸体内壁加工后的粗糙度,尤其镗刀杆的直径对刚度的影响更为明显,因此越远离刀尖位置尺寸越大,可既减轻整个镗刀的重量,又不削弱整体刚性。
13、为了说明本方案中一种长薄壁缸体的加工装备的加工方法,本发明采用如下步骤:
14、s1:加工缸体前,对管料需要先消除残余应力,进行退火处理,然后机械加工;
15、s2:机械加工顺序方面,采用一端三爪卡盘反夹,一端锥堵、顶尖顶紧的装夹方式,平右侧端面、加工外圆至尺寸;
16、s3:使用所述三爪卡盘、软爪配合夹持,按所需长度留余量1mm切断,平端面总长至尺寸,然后按照先粗车、后精车的顺序加工内壁至粗糙度ra 1.6,进刀方向选择从左到右或从右到左;留磨削、滚压余量0.2—0.3;
17、s4:用内圆磨床磨削内壁,粗糙度至ra0.8—ra1.6,留滚压余量0.05;
18、s5:用滚压头滚压至尺寸、保证粗糙度;
19、s6:内壁镀硬铬,厚度0.03-0.05,抛光;或按照要求喷塑、抛光。
20、s2中,如果先加工管料的内径、后加工外径,会导致内径变形。
21、本发明的有益效果:本发明是一种长薄壁缸体的加工装备,对软爪的加宽加长处理保证了缸体内壁的尺寸精度、形状公差、粗糙度的精度,加工效率也有了大幅的提高,彻底解决了长薄壁缸体类零件的加工及修复问题。
技术特征:
1.一种长薄壁缸体的加工装备,其特征在于,包括:
2.根据权利要求1所述的一种长薄壁缸体的加工装备,其特征在于,所述卡爪、加长卡爪之间通过螺栓进行固定连接。
3.根据权利要求1所述的一种长薄壁缸体的加工装备,其特征在于,所述加长卡爪、软爪之间通过螺栓进行固定连接。
4.根据权利要求1所述的一种长薄壁缸体的加工装备,其特征在于,所述加长卡爪内侧开设有安装槽;
5.根据权利要求1所述的一种长薄壁缸体的加工装备,其特征在于,所述镗刀包括:
6.一种根据权利要求1-5任意一项所述的长薄壁缸体的加工组件的加工方法,其特征在于,包括如下步骤:
技术总结
本发明是一种长薄壁缸体的加工装备,包括:三爪卡盘,其上每一卡爪上均水平延伸设置有加长卡爪;软爪,其对应设置在所述加长卡爪的内侧;其中,所述软爪内侧面为贴合缸体表面的弧形面;所述软爪的长度为缸体长度的1/3;所述弧形面为缸体圆周的1/6;镗刀,当所述缸体完成固定后,所述镗刀适于对所述缸体内壁进行加工;对软爪的加宽加长处理保证了缸体内壁的尺寸精度、形状公差、粗糙度的精度,加工效率也有了大幅的提高,彻底解决了长薄壁缸体类零件的加工及修复问题。
技术研发人员:崔学智,赵常春,马万,焦娜,宋嘉龙
受保护的技术使用者:吴忠仪表工程技术服务有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!