一种大尺寸薄壁不锈钢环形工件焊后变形校正装置和方法与流程
本申请涉及焊后变形校正的,特别是一种大尺寸薄壁不锈钢环形工件焊后变形校正装置和方法。
背景技术:
1、以往,针对大尺寸薄壁不锈钢环形工件焊后变形的校正方法,采用的方法是将工件焊接完成后,仿真在平台上,敲击校正工件焊缝部位内表面,以校正焊缝部位的变形。此种方法的缺点是:校正工作量大,且校正后的质量不佳,个别地方难以校正出平滑连续无凸变的型面,采用此种方式校正后,使用校正后的工件作为外壁与内壁装配在一起后,焊缝部位贴合间隙较大,会影响后续产品的钎焊质量,导致钎焊缝质量不稳定。
技术实现思路
1、本申请提供一种大尺寸薄壁不锈钢环形工件焊后变形校正装置和方法,目的是通过优化敲击校正工件的方式,避免了敲击校正无法有效消除焊接变形的问题。通过设计制造专用的工装,支撑工件外表面,采用从工件内表面敲击校正的方式,有效提高了敲击校正的效果,极大地提高了大尺寸薄壁不锈钢环形工件焊后变形的校正效率。避免了校正质量不佳导致后续产品钎焊间隙过大、钎焊逢强度不足和液压试验鼓包的现象。
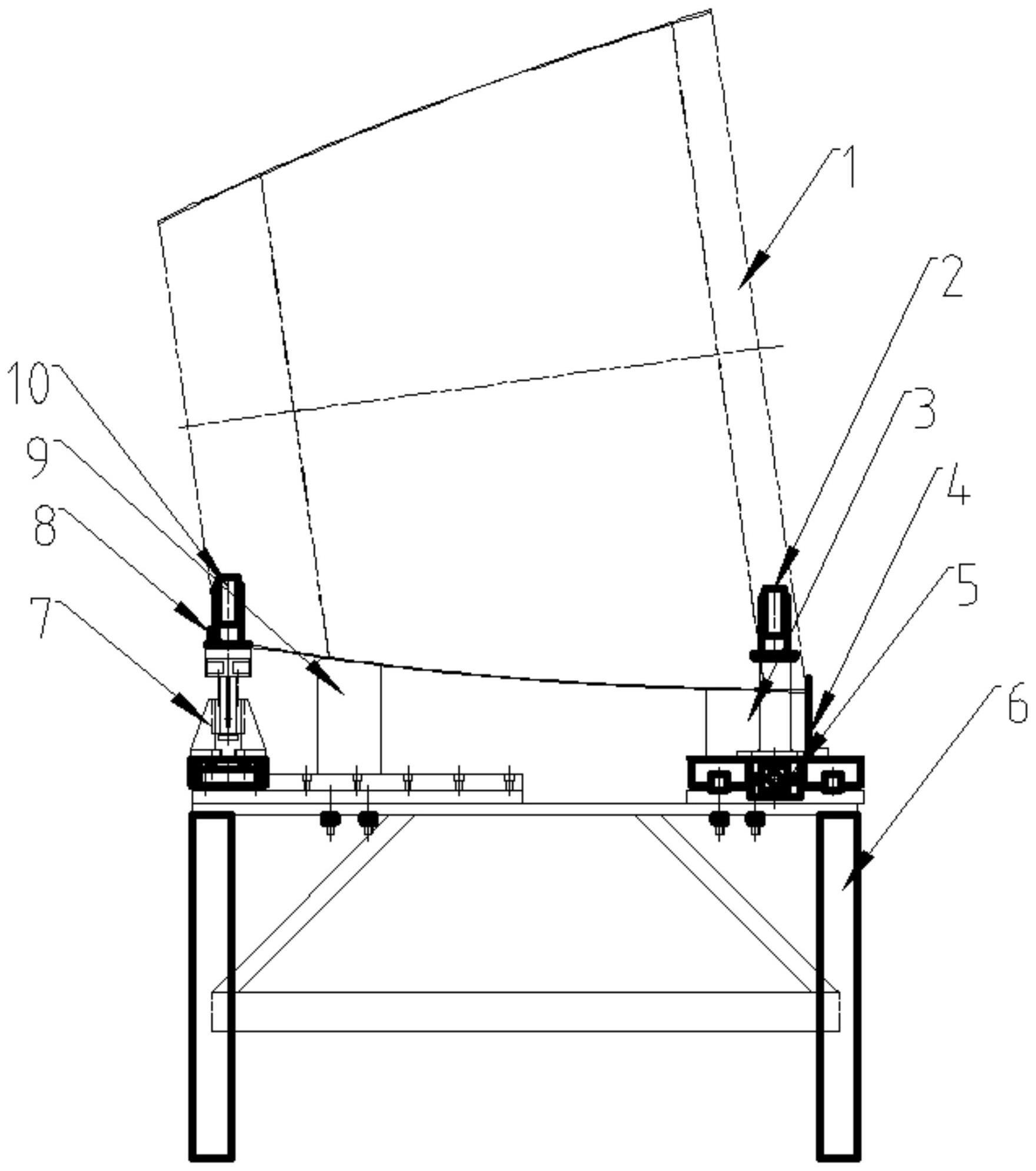
2、第一方面,提供了一种大尺寸薄壁不锈钢环形工件焊后变形校正装置,包括:
3、底座;
4、支撑胎具,固定于所述底座上,并对应所述工件的环形焊缝设置,用于在敲打所述工件内壁时对所述工件的外表面提供支撑,所述支撑胎具的型面与所述工件的型面匹配;
5、第一端导轨组件和第二端导轨组件,固定于所述底座上并分别对应所述工件的第一端和第二端;
6、多个第一端滚轮和多个第二端滚轮,所述第一端滚轮设置于所述第一端导轨组件上且可移动,所述第二端滚轮设置于所述第二端导轨组件上且可移动,所述第一端滚轮和所述第二端滚轮用于支撑并转动所述工件。
7、结合第一方面,在第一方面的某些实现方式中,所述校正装置还包括:
8、第一端挡块和第二端挡块,所述第一端挡块设置于所述第一端导轨组件上,所述第二端挡块设置于所述第二端导轨组件上,所述第一端挡块用于与所述工件的第一端端面抵接,所述第二端挡块用于与所述工件的第二端端面抵接。
9、结合第一方面,在第一方面的某些实现方式中,所述第一端导轨组件包括目标支撑座、目标x向导轨、支撑板、第一y向导轨、第二y向导轨,其中y方向为所述工件的轴向,x方向相对于y方向垂直;
10、所述多个第一端滚轮包括目标第一端滚轮,所述目标第一端滚轮通过所述目标支撑座设置于所述目标x向导轨,所述目标x向导轨用于提供所述目标第一端滚轮的x方向移动行程;
11、所述目标x向导轨设置于支撑板上,所述支撑板设置于沿x方向排列的第一y向导轨、第二y向导轨上,所述第一y向导轨和所述第二y向导轨用于提供所述目标第一端滚轮的y方向移动行程。
12、结合第一方面,在第一方面的某些实现方式中,所述支撑板上还设置有与所述工件的端面抵接的挡块。
13、结合第一方面,在第一方面的某些实现方式中,所述支撑胎具对应所述工件的焊缝区域为焊缝两侧20mm范围内,所述支撑胎具在垂直于所述工件的轴向方向的宽度尺寸为150-200mm。
14、第二方面,提供了一种大尺寸薄壁不锈钢环形工件焊后变形校正方法,所述方法应用于如上述第一方面中的任意一种实现方式中所述的校正装置,所述校正方法包括:
15、吊装所述工件至所述支撑胎具上,确认所述工件与所述支撑胎具贴合良好;
16、针对焊缝部位,使用铁榔头敲击所述工件的内表面;
17、在所述工件的敲击区域超出所述支撑胎具的支撑范围后,通过所述第一端导轨组件和所述第二端导轨组件分别调整所述第一端滚轮和所述第二端滚轮,带动所述工件转动,使所述工件的未被矫正焊缝部位承载于所述支撑胎具上,并继续使用铁榔头敲击所述工件的内表面;
18、敲击校正完成后,将工件吊装离开所述校正装置。
19、结合第二方面,在第二方面的某些实现方式中,所述校正装置还包括:
20、第一端挡块和第二端挡块,所述第一端挡块设置于所述第一端导轨组件上,所述第二端挡块设置于所述第二端导轨组件上;所述校正方法还包括:
21、通过第一端导轨组件和第二端导轨组件分别调整第一端挡块、第二端挡块的位置,使所述第一端挡块用于与所述工件的第一端端面抵接,所述第二端挡块用于与所述工件的第二端端面抵接。
22、结合第二方面,在第二方面的某些实现方式中,校正点直径10mm-15mm,校正点搭接长度为1mm-5mm,压痕深度不大于0.2mm。
23、结合第二方面,在第二方面的某些实现方式中,使用2磅铁榔头均匀敲击校正,榔头直径为15mm-25mm。
24、结合第二方面,在第二方面的某些实现方式中,校正完成后,用样板检查所述工件的内型面,使样板与所述工件的内型面的间隙不大于0.2mm。
25、与现有技术相比,本申请提供的方案至少包括以下有益技术效果:
26、(1)通过采用专用校正工装装夹工件,对大尺寸薄壁环形工件外表面进行有效支撑,采用手工敲击校正的方式对焊缝部位内表面进行校正后,使得大尺寸薄壁环形工件焊后变形的敲击校正质量明显提高。使得工件焊缝部位内表面与样板的间隙由0.4mm减少至0.2mm。
27、(2)通过使用专用校正工装后,使得敲击校正的效率明显提高,单个工件焊后变形的校正时间由3小时降低至2小时。避免了人工反复吊装或挪移产品劳动强度高且效率低下的问题,减少了工人劳动强度,提高了生产效率。
技术特征:
1.一种大尺寸薄壁不锈钢环形工件焊后变形校正装置,其特征在于,包括:
2.根据权利要求1所述的校正装置,其特征在于,所述校正装置还包括:
3.根据权利要求1或2所述的校正装置,其特征在于,所述第一端导轨组件(5)包括目标支撑座(5-1,5-5)、目标x向导轨(5-2,5-6)、支撑板(5-3)、第一y向导轨(5-4)、第二y向导轨(5-7),其中y方向为所述工件的轴向,x方向相对于y方向垂直;
4.根据权利要求3所述的校正装置,其特征在于,所述支撑板(5-3)上还设置有与所述工件的端面抵接的挡块(4,8)。
5.根据权利要求1所述的校正装置,其特征在于,所述支撑胎具(3,9)对应所述工件的焊缝区域为焊缝两侧20mm范围内,所述支撑胎具(3,9)在垂直于所述工件的轴向方向的宽度尺寸为150-200mm。
6.一种大尺寸薄壁不锈钢环形工件焊后变形校正方法,其特征在于,所述方法应用于如权利要求1至5中任一项所述的校正装置,所述校正方法包括:
7.根据权利要求6所述的校正方法,其特征在于,所述校正装置还包括:
8.根据权利要求6所述的校正方法,其特征在于,校正点直径10mm-15mm,校正点搭接长度为1mm-5mm,压痕深度不大于0.2mm。
9.根据权利要求6所述的校正方法,其特征在于,使用2磅铁榔头均匀敲击校正,榔头直径为15mm-25mm。
10.根据权利要求6所述的校正方法,其特征在于,校正完成后,用样板检查所述工件的内型面,使样板与所述工件的内型面的间隙不大于0.2mm。
技术总结
本发明公开了一种大尺寸薄壁不锈钢环形工件焊后变形的校正装置和方法。大尺寸不锈钢环形工件采用自动氩弧焊的方式焊接后,变形较大,由于后续工序要求其型面连续完好,为恢复产品型面,需采用敲击校正的方法消除变形。设计制造了一种针对此种大尺寸薄壁环形工件的的专用校正工装,使用该工装支撑工件,在工件内表面对其进行适当校正,可以有效减小大尺寸薄壁环形焊接件焊后的变形程度。本发明提供了一种针对大尺寸薄壁不锈钢环形工件的校正方法,解决了焊后变形校正不到位影响后续产品质量稳定性的问题,提高了大尺寸薄壁不锈钢环形工件焊后校正的质量。
技术研发人员:王英杰,潘兆义,张勤练,谷永亮,李洪托,宋硕
受保护的技术使用者:西安航天发动机有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!