一种基于调控经验自学习的镰刀弯控制方法与流程
本发明属于带钢热粗轧生产与人工智能,涉及一种基于调控经验自学习的镰刀弯控制方法。
背景技术:
1、热轧带钢作为许多工业产品的一种主要原材料,应用领域广泛包含如设备构件、建筑等。随着工业技术的迅速发展,对优质带钢的需求也在不断增加,并且在保证质量的前提下尽量降低轧制成本,然而粗轧中间坯中出现的镰刀弯会直接影响其成材率。因此,探索镰刀弯变化规律并实现镰刀弯优化控制一直是本领域的研究重点。镰刀弯受轧制力学参数及几何参数等因素的影响,因此弯曲板形的控制精度直接取决于上述因素的计算精度。目前镰刀弯主流控制方法主要以粗轧过程中辊缝倾斜量参数值调控为主,取得了较好的成效,但调控方案主要依赖于历史镰刀弯状态设定辊缝倾斜量参数值,忽略了其他轧制参数在与辊缝倾斜量交互作用下对镰刀弯的影响,存在局限性(条件简化与假设),难以进一步提高镰刀弯的控制精度。
技术实现思路
1、为解决上述技术问题,本发明的目的在于提供一种基于调控经验自学习的镰刀弯控制方法,基于大量实际带钢生产调控数据和梯度提升树算法建立了轧制参数、镰刀弯状态数据与辊缝倾斜量之间的关系,学习其中有效的调控经验值,通过探索来镰刀弯控制中参数之间的作用规律以实现在不增加额外设备的情况降低生产中产生的镰刀弯弯弯曲量,提高粗轧板形质量。
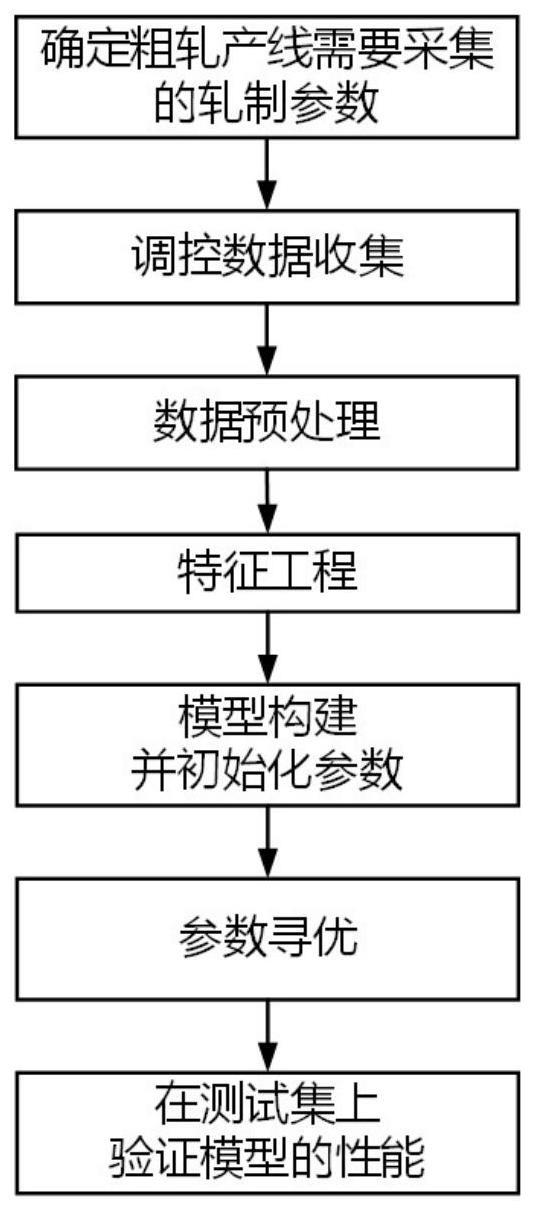
2、为实现上述目的,本发明提出了一种基于调控经验自学习的镰刀弯控制方法,包括以下步骤:
3、步骤1:根据热连轧粗轧生产线设备布置形式及调控工艺参数,确定需要采集的轧制属性参数、轧制设备参数以及关于辊缝倾斜量调控值的粗轧历史数据;
4、步骤2:收集历史数据库中留存的基于辊缝倾斜量调控的粗轧轧制调控经验数据,并通过去除重复数据、确实值、异常值对调控经验数据进行预处理;
5、步骤3:对预处理后的调控经验数据进行特征构建及特征筛选操作,并对数据进行时序排列,获得最终建模的调控经验数据;
6、步骤4:对数据按照时序排列后的数据,筛选其中头部镰刀弯绝对值较小的调控经验数据作为数据集,并按照一定比例划分训练数据集和测试数据集,测试数据属于训练集数据时间之后的数据;
7、步骤5:基于全部调控经验数据集,采用时序验证建立基于梯度提升树算法的辊缝倾斜量调控值预测模型,获取模型的最优参数;
8、步骤6:基于测试数据集,采用平均绝对误差、均方根误差评价按照上述步骤建立的基于梯度提升树算法的辊缝倾斜量调控值预测模型的性能。
9、本发明提出的基于调控经验自学习的镰刀弯控制方法,针对轧制过程中因生产计划出现的轧制参数变动大、参数间耦合性强且具有复杂非线性的特点,通过分析大量辊缝倾斜量调控的经验数据,并基于梯度提升算法建模辊缝倾斜量调控值与其他轧制参数、镰刀弯状态之间的关系,自学习有效的辊缝调控经验值,以实现优化镰刀弯的目的,对进一步提高板形控制具有实际意义。
技术特征:
1.一种基于调控经验自学习的镰刀弯控制方法,其特征在于,所述的镰刀弯控制方法包括以下步骤:
2.根据权利要求1中所述的基于调控经验自学习的镰刀弯控制方法,其特征在于,所述步骤1中的轧制属性参数包括以下变量:钢卷号、道次号、钢种、板坯热宽、成品宽度、板坯厚度、中间坯厚度、成品宽度、板坯长度热值;轧制设备参数包括以下变量:侧压量最大值、道次出口厚度、水平辊设定辊缝、压下率、轧制力、立辊设定辊缝、道次出口宽度、减宽量、立辊轧制力、平辊线速度、咬钢速度、道次出口长度、出口温度、辊缝倾斜量调控值;辊缝倾斜量调控值的粗轧历史数据具体为镰刀弯状态参数,包括以下变量:本体弯曲量、本体长度、钢板长度、头部弯曲量、头部长度、测量点数量、侧弯偏移量均方差、尾部弯曲量、尾部长度、总弯曲量、道次测量总长度、记录创建时间;钢卷号、道次号以及轧制属性参数和轧制设备参数构成了粗轧制生产的输入表,钢卷号、道次号以及镰刀弯状态参数构成粗轧生产的输出表。
3.根据权利要求2中所述的基于调控经验自学习的镰刀弯控制方法,其特征在于,所述步骤2具体为:
4.根据权利要求3中所述的基于调控经验自学习的镰刀弯控制方法,其特征在于,所述步骤3具体为:
5.根据权利要求4中所述的基于调控经验自学习的镰刀弯控制方法,其特征在于,所述步骤4中的镰刀弯头部弯曲量绝对值为30mm,数据集按照3∶1的比例划分训练数据集和测试数据集。
6.根据权利要求5中所述的基于调控经验自学习的镰刀弯控制方法,其特征在于,所述步骤5具体为:
7.根据权利要求6中所述的基于调控经验自学习的镰刀弯控制方法,其特征在于,所述步骤6中获取的最优参数具体为回归树的数量ngbdt、学习率r、回归树的最大深度maxgbdt、回归树节点分裂所需的最小样本数mingbdt、判断回归树节点分裂所涉及的最大特征数maxgbdtf和子采样率sgbdt。
8.根据权利要求6中所述的基于调控经验自学习的镰刀弯控制方法,其特征在于,所述k=5,每个子集按照时序及3∶1的比例划分训练子集和测试子集。
技术总结
本发明提供了一种基于调控经验自学习的镰刀弯控制方法,适用于热连轧粗轧板形控制技术领域。该方法通过准确设定每个道次轧制中的辊缝倾斜量参数,实现镰刀弯弯曲量的降低。具体方法为:1.确定采集数据;2.对数据进行预处理;3.处理后数据按时序排列;4.建立数据集;5.使用梯度提升树算法建立辊缝倾斜量值调控值预测模型,对模型进行训练以获取最优参数;6.在测试集上验证性能。该热连轧粗轧镰刀弯控制方法利用自学习辊缝倾斜调控数据中的有效经验,相对于现有仅依赖历史镰刀弯轧制状态的方法,本方法综合考虑了辊缝倾斜量调控值与粗轧中其他工艺设定参数之间的适应性,提高了辊缝倾斜量的设定精度,提升了粗轧板形轧制质量和生产稳定性。
技术研发人员:刘序江,刘峤,佟飘,罗许,胡浩然,侯睿,张志鹏,李垒,李正豪,代婷婷,甘洋镭,蓝天
受保护的技术使用者:攀钢集团攀枝花钢铁研究院有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!