一种工件焊接与打码的定位工装及其定位方法与流程
本发明涉及pcba工件加工,更具体涉及一种工件焊接与打码的定位工装及其定位方法。
背景技术:
1、pcba是经过pcb空板smt上件,再经过tht插件的整个制程。smt和tht都是在pcb板上集成零件的方式,其主要区别是smt不需要在pcb上钻孔,tht需要将零件的pin脚插入已经钻好的孔中。smt是指表面贴装技术,主要利用贴装机是将一些微小型的零件贴装到pcb板上,其生产流程为:pcb板定位、印刷锡膏、贴装机贴装、过回焊炉和制成检验。tht是通孔插件技术,通孔技术就是把元器件插到电路板上,然后再用焊锡焊牢,这是一些零件尺寸较大而且不适用于贴装技术时采用插件的形式集成零件。事实上,如果使用得当,smt和tht会有效地相互补充。然而,在pcba组装中选用tht而不是smt有以下优点,可以牢固地限制组装好的部件,更适用于大体积的元器件,想象一下有焊脚的电容器,这些部件应适当地焊接在电路板的表面上,以使其有效地固定,电容器和控制旋钮等“腿”部件(即引脚)应采用tht技术固定,然而目前的工件在通过tht技术焊接元器件引脚时,由于需要在板面正面插件,之后对板子翻面焊接引脚,在翻面后元器件容易产生移动而造成引脚偏移甚至脱出移位,造成元器件焊接位置倾斜,且由于工件尺寸形状繁多,目前的夹具装夹不够牢固,无法适配不同形状的板子,且工件结构较脆,在不同位置施力不均匀时容易变形甚至断裂,且更换工件产品后需要更换对应其形状的夹具,生产效率低,且通用性差。
2、有鉴于此,有必要对现有技术中定位工装予以改进,以解决上述问题。
技术实现思路
1、本发明的目的在于公开一种工件焊接与打码的定位工装及其定位方法,能够适配不同形状的工件进行夹持,装夹速度快,通用性强,有助于提高生产效率,操作更加人性化,避免后续pcba板工件带动元器件翻面焊接时元器件移位,保证产品质量,降低翻面焊接操作难度,使用更加方便。
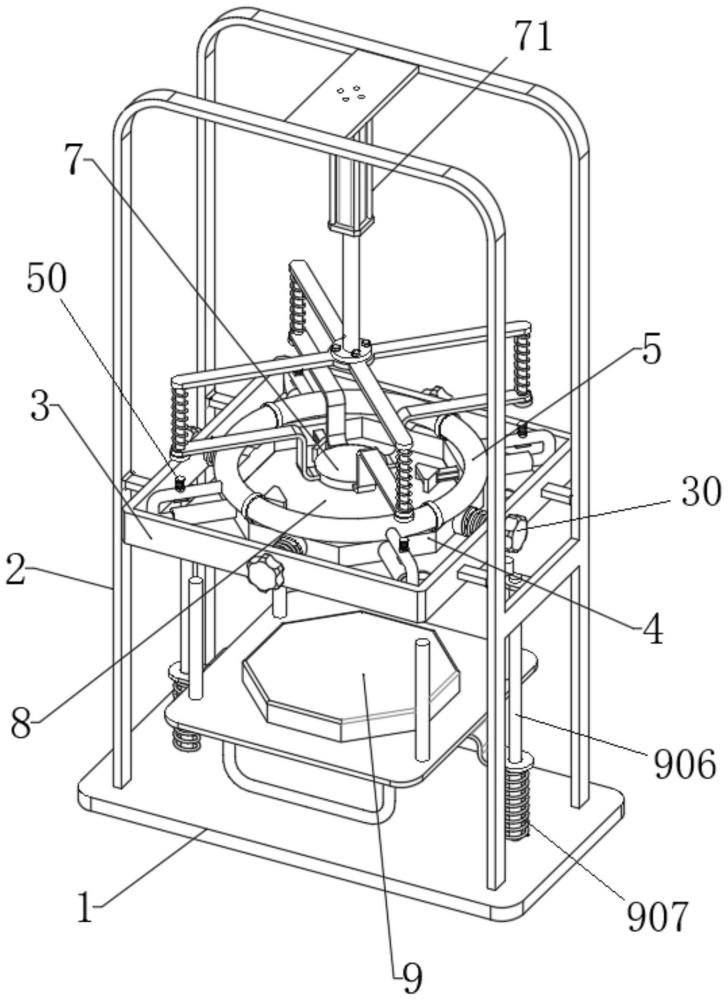
2、为实现上述目的,本发明提供了一种工件焊接与打码的定位工装,包括:
3、架体,其底部设有底座,所述架体的内部且位于所述底座的正上方水平布置有固定框,所述固定框内布置有活动框,所述固定框与所述活动框共中心且均呈中心对称结构,所述固定框与所述活动框之间设有多组活动连接件,用于控制所述活动框的锁合限位与上下翻转;
4、多组支撑组件,以所述活动框的中心两两对称分布于所述活动框上,并能够对工件进行夹持,每组所述支撑组件包括:
5、滑筒,固设于所述活动框的外侧,且沿径向水平排布;
6、撑杆,布置于所述活动框的内侧,且一端沿径向活动贯穿所述活动框并与所述滑筒形成滑动配合;所述撑杆位于所述滑筒内的一端设有活塞,另一端固设有卡板;
7、气压组件,固设于所述活动框的顶部,且与多组所述滑筒之间均通过支管相连,用于为所述活塞提供气体驱动力,所述支管上布置有阀门机构,所述阀门机构具有竖向活动开关,用于控制所述支管内通道的开合;
8、控制组件,布置于所述架体内的顶部且位于所述气压组件的上方,用于同步触发多组所述竖向活动开关,使得所述支管内通道打开,多组卡板能够对工件不同位置施加相同压力,以适配不同形状的工件进行夹持。
9、作为本发明的进一步改进,所述控制组件包括:
10、驱动单元,固设于所述架体内部的顶端中央,底部具有作竖向伸缩活动的伸缩部,
11、上支架,固设于所述伸缩部的底端,且具有多组呈中心对称的第一支脚,每组所述第一支脚的外端底部沿竖向均固定布置有压杆,所述压杆与所述竖向活动件位于同一竖直方向,所述压杆的底部固定有防脱块;
12、下支架,位于所述上支架的正下方,且具有多组呈中心对称的第二支脚,多组所述第二支脚的中央设有预压座,所述第二支脚的外端开设有缺口,以供所述压杆贯穿并形成滑动配合,所述第一支脚与所述第二支脚之间的所述压杆上套设有预紧弹簧;
13、通过所述驱动单元驱动多组所述压杆同步沿竖向活动,以触发所述竖向活动开关打开所述支管内通道,同时通过所述预紧弹簧对所述第二支脚提供预紧力,使得所述预压座对所述活动框内夹持的工件作抵压定位。
14、作为本发明的进一步改进,所述活动框的底部还设有承压板,所述承压板中部固定有伸入所述活动框内侧并与该活动框内壁相抵紧的泡沫板,用于对工件上待焊接的元器件引脚提供定位。
15、作为本发明的进一步改进,所述底座的顶部且位于所述固定框的正下方还设有支护组件,所述支护组件包括:
16、两组引导轴,沿竖向对称布置于所述底座的顶部两侧,所述引导轴的底部套设有压簧,顶部设有限位块;
17、升降板,水平布置于两组所述引导轴之间,且位于所述承压板的正下方,所述升降板的两侧布置有能够与所述引导轴滑动配合的滑动耳,所述升降板的顶部靠外侧还设有顶杆;
18、垫板,水平固设于所述升降板的顶部,所述垫板的投影面位于所述活动框的内部;
19、踏杆,固设于所述升降板的底部且靠外侧;
20、所述承压板的底部对应所述撑杆布置有磁块;
21、通过踩压所述踏杆,利用压缩状态的压簧顶推升降板沿引导轴的方向上移,使得所述顶杆将翻转后的承压板顶起脱离所述活动框,暴露刺入泡沫板内的元器件引脚,同时垫板能够移动至活动框内并对翻转到工件下方的待焊接元器件进行承托。
22、作为本发明的进一步改进,所述阀门机构包括:
23、滑动座,呈圆环状,沿竖向贯穿所述支管,所述滑动座与所述支管的管壁之间密封连接,所述滑动座的中央沿支管的排布方向开设有第一贯穿孔;
24、竖向活动开关,包括:
25、锁杆,与所述滑动座滑动配合,且中央开设有能够与所述第一贯穿孔相贯通的第二贯穿孔,所述锁杆的顶部设有压盘,所述压盘的底部与所述滑动座之间的所述锁杆上套设有活动弹簧;
26、弧形保持板,固设于所述锁杆的底端,且能够与所述支管的底壁相贴合;
27、通过所述驱动单元驱动所述压杆抵压所述锁杆,使得所述锁杆在所述滑动座内滑动一段距离,使得所述第一贯穿孔与所述第二贯穿孔贯通,所述支管内通道打开;
28、当所述压杆释放对所述锁杆的压力时,所述锁杆在所述活动弹簧的作用下能够沿竖向上移,使得所述第一贯穿孔与所述第二贯穿孔错位,所述支管内通道闭合。
29、作为本发明的进一步改进,所述活动框的外壁且对应所述活动连接件的位置均设有转动套,所述活动连接件具有四组,两两对称布置于所述固定框的前后、左右侧,包括:
30、转轴,贯穿所述固定框并与所述转动套转动配合,位于所述固定框外侧的所述转轴设有旋钮,所述转轴在靠近所述活动框的一端设有挡环;
31、锁簧,套设于所述挡环与所述固定框内壁之间的转轴上;
32、所述锁簧的压缩行程大于所述转轴伸入所述转动套内的长度,且所述转轴与所述转动套间隙配合。
33、作为本发明的进一步改进,所述支撑组件布置有四组,且分别布置于两两活动连接件之间。
34、作为本发明的进一步改进,所述卡板外侧固定有填充该卡板内侧角的限位板,且相邻两组卡板的两组限位板上下交错分布。
35、作为本发明的进一步改进,所述气压组件包括固定于所述活动框顶部的气管,所述气管外部固定连接有向该气管内部供气的气泵。
36、本发明还公开了一种工件焊接与打码的定位工装的定位方法,包括以下步骤:
37、s1,将工件放置于活动框内,控制驱动单元驱动所述伸缩部下降,带动所述预压座抵压至工件顶部,同时带动所述压杆抵压所述竖向活动开关,控制所述支管内通道打开,利用气压推动所述滑筒内的活塞,从而同步驱动多组所述支撑组件对工件外侧的不同位置提供对向夹持力,实现对工件的压紧锁定;
38、s2,待所述s1步骤完成对工件的压紧后,控制驱动单元驱动所述伸缩部上升,在压杆脱离所述竖向活动开关的同时,预压座在预紧弹簧的作用下,仍保持压紧工件状态,竖向活动开关通过所述活动弹簧复位带动所述锁杆上升,以将支管内部通道闭合,保持滑筒内部处于高压状态;
39、s3,将变压器、电容器、开关旋钮大体积元器件置入工件顶部,并将元器件的引脚穿过焊盘孔后,元器件引脚刺入承压板顶部的泡沫板内,实现元器件在工件上的预定位,通过拉动对向布置的两组活动连接件,使得活动框绕另外两组活动连接件的中心线作转动,将活动框与承压板作上下翻转,以将元器件以及工件上下翻转,元器件引脚朝上等待焊接;
40、s4,待所述s3步骤完成翻转后,人工踩踏踏杆并松开,利用压缩状态的压簧顶推升降板沿引导轴的方向上移,使得所述顶杆将翻转后的承压板顶起脱离所述活动框,暴露刺入泡沫板内的元器件引脚,同时垫板能够移动至活动框内并对翻转到工件下方的待焊接元器件进行承托。
41、与现有技术相比,本发明的有益效果是:
42、(1)一种工件焊接与打码的定位工装及其定位方法,通过在架体内设置的固定框、活动框、多组支撑组件、气压组件以及控制组件,利用气压组件对支撑组件提供驱动力,实现对工件不同位置施加相同的压力,能够适配不同形状的工件进行夹持,装夹速度快,通用性强,有助于提高生产效率;
43、(2)利用控制组件与阀门机构配合,实现对竖向活动开关的开合状态进行控制,使得气压组件能够将气压提供至滑筒内并转化为撑杆的夹持驱动力,同时在支撑组件对工件进行压紧锁定后,驱动单元底部伸缩部复位,预压座在预紧弹簧的张力下保持对工件向下的压紧状态,提高了工件的稳定性,活动框的底部设有承压板,在承压板顶部设置供元器件引脚刺入的泡沫板,从而在工件正面朝上进行元器件插件时,利用泡沫板对引脚进行预定位,避免后续pcba板工件带动元器件翻面焊接时元器件移位,保证产品质量,降低翻面焊接操作难度,使用更加方便,在工件翻转后,通过踩踏踏杆,引导轴上的压缩状态的压簧顶推升降板沿引导轴的方向上移,利用升降板上的顶杆对承压板顶升,使其脱离,同时通过垫板对工件提供稳定的承托,使得元器件的引脚暴露,便于后期焊接。
44、(3)在活动框与固定框之间设置多组活动连接件,通过抽拉对称布置的转轴,利用另外一组对称布置的转轴作为转动中心,从而实现对工件的灵活翻转,且根据活动连接件的布置位置,可以实现对工件的翻转方向作调整,方便后续焊接工作,操作更加人性化。
- 还没有人留言评论。精彩留言会获得点赞!