延长钢轨闪光焊接头轨头使用寿命的方法及钢轨与流程
本发明涉及钢轨焊接,具体涉及一种延长钢轨闪光焊接头轨头使用寿命的方法及钢轨。
背景技术:
1、钢轨作为铁路线路最主要的组织部分,大轴重、高频次的服役环境,对其的使用性能提出了更高的要求。主要体现在耐磨和疲劳性能。研究表明,在不考虑轮轨匹配、磨损介质等其他因素的情况下,硬度越高耐磨性也越好,因此通常将硬度值作为衡量材料耐磨性能的主要指标之一。表征钢轨母材硬度的方法主要为踏面硬度和断面硬度,表征钢轨接头的方法主要为踏面硬度和纵断面硬度。
2、目前,钢轨主流的焊接方法是闪光焊接。钢轨闪光焊接是利用电流通过钢轨端部接触面上细小接触点的电阻及电弧产生的热量,将钢轨待焊端部加热,在适当的时间后对接头施加压力,使钢轨对接表面整个区域同时牢固结合起来的电阻焊方法。其自动化程度高、焊接质量稳定,是国内外无缝线路现场施工焊接的主要方法。按其生产方式主要分为固定式闪光焊和移动式闪光焊两种。固定式闪光焊通常将焊接设备固定于厂房内,故通常也被称为厂焊或基地焊接。固定式闪光焊通常是通过直接将钢轨进行短路,利用电阻热的方式将钢轨进行加热,加热过程并不(或少量)伴随闪光。目前,国内外主要使用最广泛的移动闪光焊机有k950和ygh-1200th型移动闪光焊机,k950移动闪光焊机可以保证焊机机头的高质量、高寿命。
3、如何提高钢轨闪光焊接头的硬度从而提升钢轨的耐磨性和疲劳性能是本领域亟待解决的技术问题。
技术实现思路
1、本发明的主要目的在于提供一种延长钢轨闪光焊接头轨头使用寿命的方法及钢轨,以解决如何提高钢轨闪光焊接头硬度的技术问题。
2、根据本发明的一个方面,提出一种延长钢轨闪光焊接头轨头使用寿命的方法,包括:
3、对钢轨进行闪光焊接,包括:依次进行通电加热阶段、加压顶锻阶段;其中,所述通电加热阶段的电压为340~410v,平均电流为50~300a,持续时间为150~300s;
4、对经过闪光焊接的钢轨进行热处理,包括:依次进行第一冷却阶段、加热阶段、保温阶段、第二冷却阶段,其中,所述第一冷却阶段的终止温度为25~100℃,所述加热阶段的终止温度为800~1100℃,所述保温阶段维持的温度区间为800~950℃,所述第二冷却阶段的起始温度大于等于800℃并且终止温度为420~480℃。
5、根据本发明的一个实施例,在所述通电加热阶段,向待焊钢轨两端施加的对向压力为80~160kn,钢轨消耗量为10~35mm。
6、根据本发明的一个实施例,所述对钢轨进行闪光焊接还包括:在所述加压顶锻阶段之后进行推瘤阶段,并且所述加压顶锻阶段结束后到所述推瘤阶段完全结束的时间为5~10s。
7、根据本发明的一个实施例,在整个闪光焊接过程中,两侧钢轨距离待焊端面0~25mm的区域内的温度为900~1650℃,持续时间为180~350s。
8、根据本发明的一个实施例,所述第一冷却阶段的平均冷却速度为5~10℃/s。
9、根据本发明的一个实施例,在所述加热阶段,对钢轨接头近焊缝区轨头顶面、轨头侧面以及轨头下颚处进行加热,平均温升速度为2~30℃/s。
10、根据本发明的一个实施例,在所述保温阶段,对钢轨接头近焊缝区轨头顶面以及轨头下颚处进行保温,保温时长为50~200s。
11、根据本发明的一个实施例,在所述第二冷却阶段,对轨头顶面和轨头侧面进行加速冷却,轨头顶面的平均冷却速度为30~40℃/s,轨头侧面的平均冷却速度为15~25℃/s。
12、根据本发明的一个实施例,待焊接钢轨为高强轨头硬化珠光体钢轨,钢轨的主要化学成分中c元素的质量分数处于0.74%~0.86%、si元素的质量分数处于0.10%~0.60%、mn元素的质量分数处于0.75%~1.25%、p元素和s元素的质量分数均不超过0.020%,cr元素的质量分数不超过0.30%,v元素的质量分数不超过0.01%;钢轨的轨距角处抗拉强度至少为1172mpa,距离轨头外廓表面的深度为25mm处的硬度大于等于370hb。
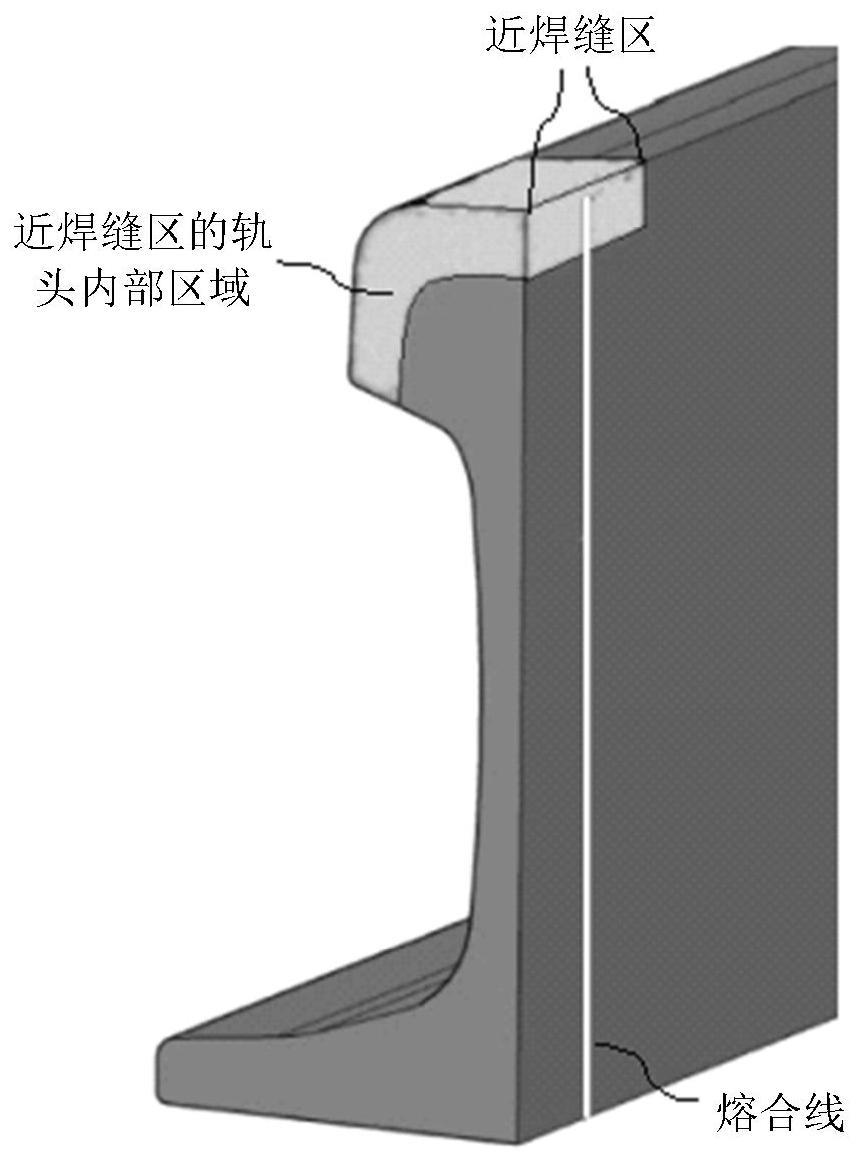
13、根据本发明的另一方面,提出一种采用如上所述的方法制备的钢轨,所述钢轨近焊缝区的轨头内部区域的硬度为钢轨母材的轨头内部区域的硬度的95%~110%,所述钢轨近焊缝区的轨头内部区域的显微组织中珠光体面积占比大于等于97%,其中所述轨头内部区域为距离轨头表面深度为0~25mm的区域。
14、在根据本发明的实施例的延长钢轨闪光焊接头轨头使用寿命的方法中,通过改进闪光焊接过程的相关参数(特别是通电加热阶段的电压、电流、时间等参数)并且通过对焊后热处理过程进行精细化分阶段控制及设计合理的参数,能够提高钢轨闪光焊接头的轨头内部硬度,从而提升钢轨焊接头耐磨性和使用寿命。
技术特征:
1.一种延长钢轨闪光焊接头轨头使用寿命的方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,在所述通电加热阶段,向待焊钢轨两端施加的对向压力为80~160kn,钢轨消耗量为10~35mm。
3.根据权利要求1所述的方法,其特征在于,所述对钢轨进行闪光焊接还包括:在所述加压顶锻阶段之后进行推瘤阶段,并且所述加压顶锻阶段结束后到所述推瘤阶段完全结束的时间为5~10s。
4.根据权利要求1所述的方法,其特征在于,在整个闪光焊接过程中,两侧钢轨距离待焊端面0~25mm的区域内的温度为900~1650℃,持续时间为180~350s。
5.根据权利要求1所述的方法,其特征在于,所述第一冷却阶段的平均冷却速度为5~10℃/s。
6.根据权利要求1所述的方法,其特征在于,在所述加热阶段,对钢轨接头近焊缝区轨头顶面、轨头侧面以及轨头下颚处进行加热,平均温升速度为2~30℃/s。
7.根据权利要求1所述的方法,其特征在于,在所述保温阶段,对钢轨接头近焊缝区轨头顶面以及轨头下颚处进行保温,保温时长为50~200s。
8.根据权利要求1所述的方法,其特征在于,在所述第二冷却阶段,对轨头顶面和轨头侧面进行加速冷却,轨头顶面的平均冷却速度为30~40℃/s,轨头侧面的平均冷却速度为15~25℃/s。
9.根据权利要求1所述的方法,其特征在于,待焊接钢轨为高强轨头硬化珠光体钢轨,钢轨的主要化学成分中c元素的质量分数处于0.74%~0.86%、si元素的质量分数处于0.10%~0.60%、mn元素的质量分数处于0.75%~1.25%、p元素和s元素的质量分数均不超过0.020%,cr元素的质量分数不超过0.30%,v元素的质量分数不超过0.01%;钢轨的轨距角处抗拉强度至少为1172mpa,距离轨头外廓表面的深度为25mm处的硬度大于等于370hb。
10.一种采用如权利要求1-9任一项所述的方法制备的钢轨,其特征在于,所述钢轨近焊缝区的轨头内部区域的硬度为钢轨母材的轨头内部区域的硬度的95%~110%,所述钢轨近焊缝区的轨头内部区域的显微组织中珠光体面积占比大于等于97%,其中所述轨头内部区域为距离轨头表面深度为0~25mm的区域。
技术总结
本发明公开了一种延长钢轨闪光焊接头轨头使用寿命的方法及钢轨,方法包括:对钢轨进行闪光焊接,包括:依次进行通电加热阶段、加压顶锻阶段;其中,所述通电加热阶段的电压为340~410V,平均电流为50~300A,持续时间为150~300s;对经过闪光焊接的钢轨进行热处理,包括:依次进行第一冷却阶段、加热阶段、保温阶段、第二冷却阶段,其中,所述第一冷却阶段的终止温度为25~100℃,所述加热阶段的终止温度为800~1100℃,所述保温阶段维持的温度区间为800~950℃,所述第二冷却阶段的起始温度大于等于800℃并且终止温度为420~480℃。本发明能够提高钢轨闪光焊接头的轨头内部硬度,从而提升钢轨焊接头耐磨性和使用寿命。
技术研发人员:陆鑫,王若愚,邓健,黄洁
受保护的技术使用者:攀钢集团攀枝花钢铁研究院有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!