菜板自动铣边及钻孔攻丝加工方法与流程
本发明涉及板材加工,特别涉及菜板自动铣边及钻孔攻丝加工方法。
背景技术:
1、菜板的形状为长方体,菜板在精加工时需要对其各边进行铣边,由于菜板具有12条边,为了提高单片菜板的铣边效率,现有技术通常是通过输送带连续输送菜板的方式,利用输送带侧部的修边铣刀对菜板边缘进行铣边,这种方式相比传统的手工铣边的方式,提高了铣边的效率,但是上述加工方式一次只能对菜板的宽度方向或长度方向的四条侧棱进行铣边,而对于菜板厚度方向的四条侧棱难以实现流水线的高精度修边,若使用上述输送带连续输送菜板的方式对菜板的厚度方向的侧棱进行铣边,则需要将菜板立在输送带上输送,这种方式限位难度大,容易出现卡料,加工精度和一致性难以保证,次品率高,因此上述方式并不适用。
2、而且,在菜板加工过程中,一般需要在菜板一侧连接用于悬挂的金属挂件,即需要在菜板的一侧进行钻孔和攻丝,以便于将金属挂件通过螺丝固定于螺孔,而该步骤一般无法与菜板的铣边一次性完成,需要额外的机械设备来完成,中途需要复杂的卸料和上料过程,工作效率低,加工成本高。
3、因此,如何将菜板的12条边的铣边以及菜板一侧的钻孔和攻丝通过一台设备一次加工完成成为亟需解决的技术问题。
技术实现思路
1、本发明所要解决的技术问题是:如何将菜板的12条边的铣边以及菜板一侧的钻孔和攻丝通过一台设备一次加工完成。
2、为了解决上述技术问题,本发明采用的技术方案为:
3、一种菜板自动铣边及钻孔攻丝加工设备,包括:
4、基座;
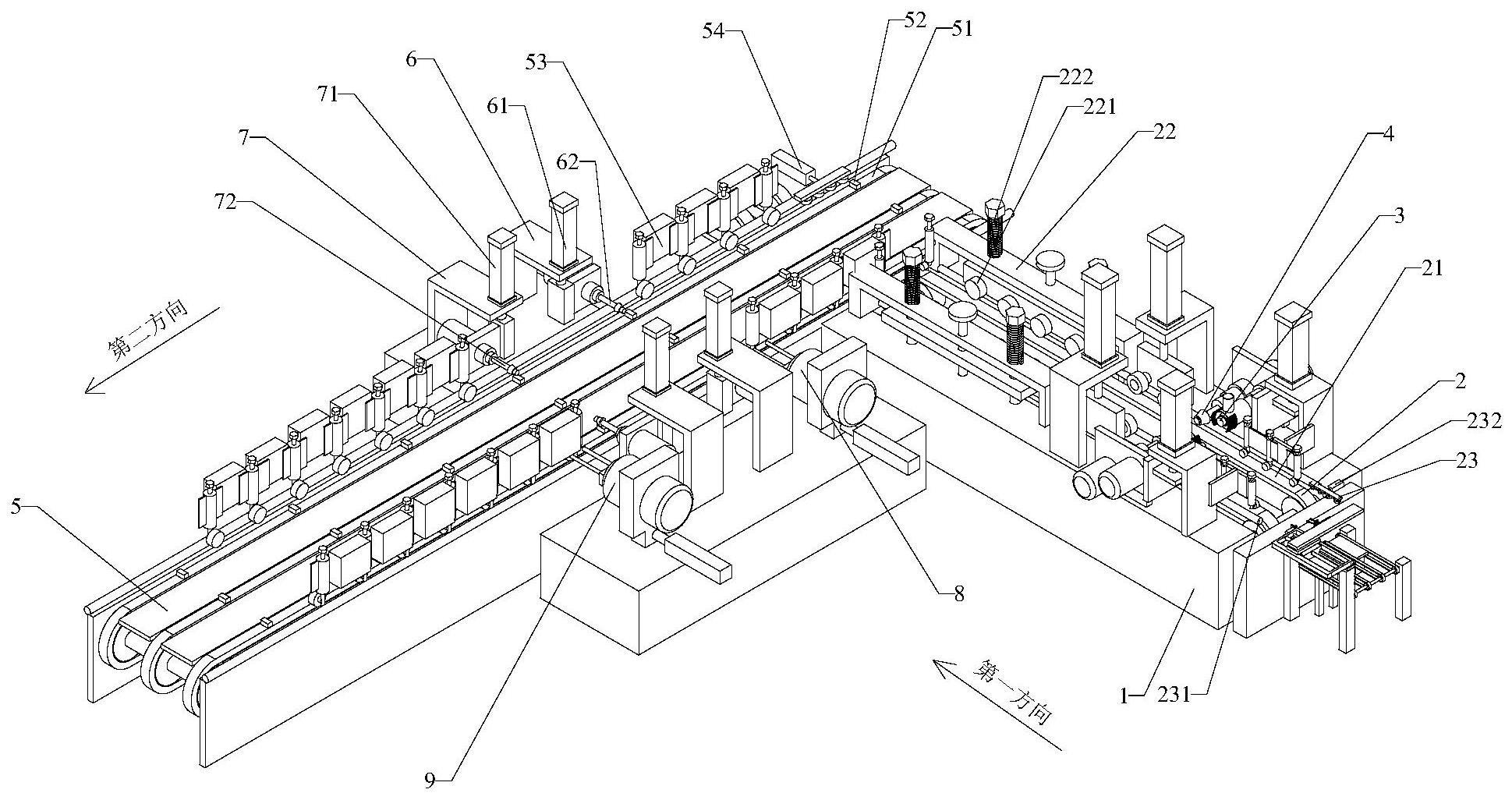
5、第一输送机构,所述第一输送机构连接于基座,所述第一输送机构用于菜板本体向第一方向输送;
6、第一铣边刀具,所述第一铣边刀具连接于基座,所述第一铣边刀具包括可高速旋转的回转体刀头,两个所述第一铣边刀具对称分布于第一输送机构的两侧,所述第一铣边刀具用于铣菜板本体的长度方向的上边;
7、第二铣边刀具,所述第二铣边刀具连接于基座,所述第二铣边刀具包括可高速旋转的回转体刀头,两个所述第二铣边刀具对称分布于第一输送机构的两侧,所述第二铣边刀具位于第一铣边刀具的斜下方,所述第二铣边刀具用于铣菜板本体长度方向的下边;
8、第二输送机构,所述第二输送机构连接于基座,所述第二输送机构的始端连接于第一输送机构的末端,所述第二输送机构用于菜板本体向第二方向输送,所述第一方向垂直于第二方向;
9、第一移动铣边机构,两个所述第一移动铣边机构对称分布于第二输送机构的两侧,所述第一移动铣边机构包括第一驱动件和第三铣边刀具,所述第一驱动件连接于基座,所述第三铣边刀具连接于第一驱动件,所述第三铣边刀具包括可高速旋转的回转体刀头,所述第一驱动件用于驱动第三铣边刀具沿竖直方向移动;
10、第二移动铣边机构,所述第二移动铣边机构位于第一移动铣边机构相对于第二输送机构的输送方向的前方,两个所述第二移动铣边机构对称分布于第二输送机构的两侧,所述第二移动铣边机构包括第二驱动件和第四铣边刀具,所述第二驱动件连接于基座,所述第四铣边刀具连接于第二驱动件,所述第四铣边刀具包括可高度旋转的回转体刀头,所述第二驱动件用于驱动第四铣边刀具沿竖直方向移动;
11、钻孔机构,所述钻孔机构位于第二输送机构的一侧,所述所述钻孔机构位于第一移动铣边机构相对于第二输送机构输送方向的后方,所述所述钻孔机构包括水平方向设置的可高度旋转的钻头;
12、攻丝机构,所述攻丝机构位于第二输送机构的一侧,所述一侧为钻孔机构位于第二输送机构的同侧,所述攻丝机构位于第一移动铣边机构和第二移动铣边机构之间。
13、进一步,上述菜板自动铣边及钻孔攻丝加工设备结构中,所述第二输送机构包括:
14、回转输送链条,多条所述回转输送链条相互平行,每条所述回转输送链条上等间距分布有多个限位凸块;
15、支撑板,多条所述支撑板设置在相邻两条所述回转输送链条之间。
16、进一步,上述菜板自动铣边及钻孔攻丝加工设备结构中,所述第一输送机构包括:
17、回转输送带;
18、第一压紧限位件,多个所述第一压紧限位件沿第一输送机构的输送方向分布,所述第一压紧限位件设置在回转输送带的上方,所述第一压紧限位件包括压辊和连接于压辊的弹性件。
19、进一步,上述菜板自动铣边及钻孔攻丝加工设备结构中,所述第一输送机构还包括第一侧向定位组件,所述第一侧向定位组件包括:
20、第一固定挡块,所述第一固定挡块设置在回转输送带始端的一侧;
21、第一推送件,所述第一推送件设置在回转输送带始端的另一侧,所述第一推送件包括第三驱动件和连接于第三驱动件的推块,所述推块连接有滚轮。
22、进一步,上述菜板自动铣边及钻孔攻丝加工设备结构中,所述第二输送机构还包括:
23、第二压紧限位件,多个所述第二压紧限位件沿第一输送机构的输送方向分布,所述第二压紧限位件设置在回转输送链条的上方,所述第二压紧限位件与第一压紧限位件结构相同。
24、进一步,上述菜板自动铣边及钻孔攻丝加工设备结构中,所述第二输送机构的始端设有第二侧向定位组件,所述第二侧向定位组件与第一侧向定位组件的结构相同。
25、本发明还保护上述菜板自动铣边及钻孔攻丝加工设备的加工方法,包括以下步骤:
26、步骤1:第一输送机构将菜板向第一方向输送,通过第一输送机构两侧的第一铣边刀具和第二铣边刀具对菜板长度方向的四条边进行铣边,第一输送机构将菜板输送至第二输送机构的始端;
27、步骤2:第二输送机构将菜板向第二方向输送,利用限位凸块使多个菜板在第二输送机构上沿第二输送方向等间距分布;在前的第一菜板的宽度方向的下边前端接触第四铣边刀具,第二输送机构将第一菜板继续向第二方向输送,直至第四铣边刀具移动至第一菜板宽度方向的下边的后端,此时相邻的在后的第二菜板的宽度方向的下边前端接触第三铣边刀具,此时第二输送机构停止输送,同时第一驱动件驱动第三铣边刀具竖直向上移动,使第三铣边刀具对第二菜板的前端的高度方向的两边进行铣边,同时第二驱动件驱动第四铣边刀具竖直向上移动,使四铣边刀具对第一菜板的后端的高度方向的两边进行铣边,同时通过钻孔机构对第二菜板一侧进行钻孔,同时通过攻丝机构对第一菜板的钻孔部位进行攻丝;
28、步骤3:第二输送机构将菜板向第二方向输送,使第二菜板的宽度方向的上边后端接触第四铣边刀具,此时相邻的在后的第三菜板的宽度方向的上边前端接触第三铣边刀具;此时第二输送机构停止输送,同时第一驱动件驱动第三铣边刀具竖直向下移动,使第三铣边刀具对第二菜板的前端的高度方向的两边进行铣边,同时第二驱动件驱动第四铣边刀具竖直向下移动,使第四铣边刀具对第二菜板的后端的高度方向的两边进行铣边,同时通过钻孔机构对第三菜板一侧进行钻孔,同时通过攻丝机构对第二菜板的钻孔部位进行攻丝;
29、重复上述步骤2和步骤3。
30、本发明的有益效果在于:本发明涉及的菜板自动铣边及钻孔攻丝加工设备结构中,通过设计相互垂直且收尾相连的第一输送机构和第二输送机构,以及特定的铣刀、钻孔机构、攻丝机构的位置关系,通过一台加工设备集成了菜板的12边的铣边加工和用于连接把手一侧的钻孔和攻丝加工的一体化流水线作业,相比现有技术中对于铣边、钻孔、攻丝分别加工的方式,不再需要复杂的中转工序,占地空间小,工作效率高,且加工质量均一稳定。
- 还没有人留言评论。精彩留言会获得点赞!