一种热轧卷板的薄规格轧制设备的制作方法
本发明涉及热轧卷板生产,具体为一种热轧卷板的薄规格轧制设备。
背景技术:
1、热轧卷板是以板坯为原料,经加热后由粗轧机组及精轧机组制成带钢,热轧板卷从精轧最后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,热轧卷板按厚度分,薄热轧卷板<4毫米,厚热轧卷板4—60毫米,特厚热轧卷板60—115毫米。
2、但是现在利用厚热轧卷板生产薄热轧卷板时,因轧制辊受到高热导致其出现热胀强度降低,导致对钢带轧制限制力降低,导致在生产时部分钢带会向两侧延展,从而需要后续对其进行定宽分离,在生产部分高碳钢带时,轧制碾压会导致钢带表面出现碳废渣排出,并且现有设备无法快速的全面清理,导致碎渣影响轧制的尺寸出现误差的情况发生,从而影响轧制的速度和质量。
技术实现思路
1、本发明提供一种热轧卷板的薄规格轧制设备,可以有效解决上述背景技术中提出现在利用厚热轧卷板生产薄热轧卷板时,因轧制辊受到高热导致其出现热胀强度降低,导致对钢带轧制限制力降低,导致在生产时部分钢带会向两侧延展,从而需要后续对其进行定宽分离,在生产部分高碳钢带时,轧制碾压会导致钢带表面出现碳废渣排出,并且现有设备无法快速的全面清理,导致碎渣影响轧制的尺寸出现误差的情况发生,从而影响轧制的速度和质量的问题。
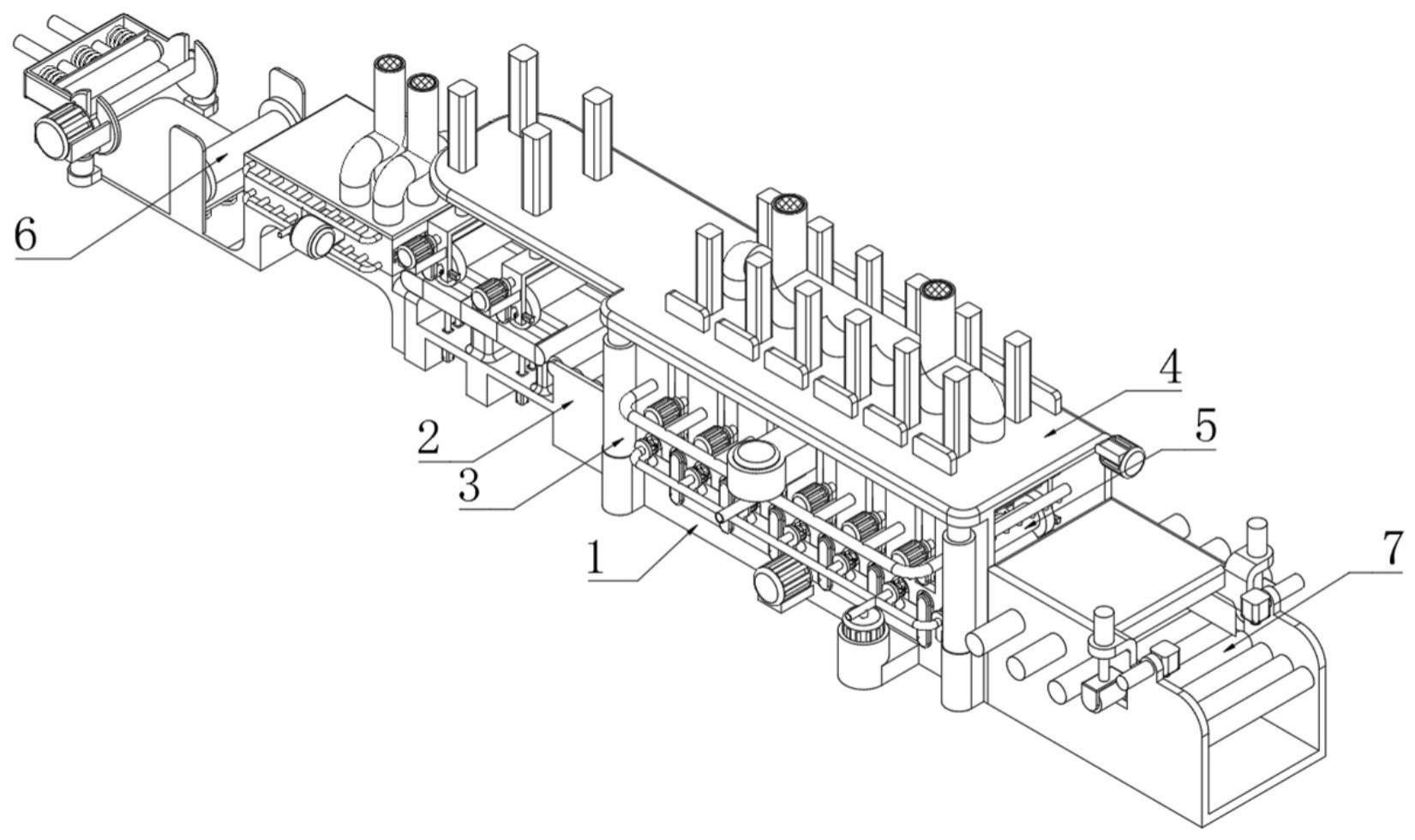
2、为实现上述目的,本发明提供如下技术方案:一种热轧卷板的薄规格轧制设备,包括支撑安装架,所述支撑安装架一端套接有限位安装架,所述支撑安装架一端对称卡接有升降液压缸,两个所述升降液压缸顶端卡接有固定安装架,所述支撑安装架一侧安装有定宽轧制组件;
3、所述定宽轧制组件包括限位固定盒;
4、所述支撑安装架内侧顶端卡接有限位固定盒,所述限位固定盒内侧一端滑动连接有组合卡接架,所述限位固定盒一端对应组合卡接架位置处安装有处理电推杆,所述组合卡接架侧端等距安装有若干个联动绳,所述限位固定盒内侧对应联动绳位置处安装有定滑轮,所述联动绳一端固定连接有组合卡接块,所述组合卡接块一端等距安装有若干个定位弹簧,所述组合卡接架和组合卡接块之间套接有定位支撑辊;
5、所述限位固定盒侧端对应组合卡接架和组合卡接块位置处套接有轧制固定辊,所述支撑安装架侧端安装有同步传动箱,所述同步传动箱输出轴卡接有组合套接块,所述组合套接块和轧制固定辊通过组合销钉卡接组合;
6、所述固定安装架顶端分别对应支撑安装架和限位安装架位置处均等距安装有若干个下压液压缸,两个所述下压液压缸底端安装有联动固定架,所述联动固定架两端对称安装有组合液压缸,所述组合液压缸一端安装有组合固定块;
7、靠近所述支撑安装架位置处的联动固定架侧端套接有定宽轧制辊,靠近所述限位安装架位置处的联动固定架侧端套接有限宽定厚辊,所述联动固定架侧端卡接有固定传动箱,所述固定传动箱输出轴卡接有联动套接块,所述联动套接块通过组合销钉分别与定宽轧制辊和限宽定厚辊卡接组合;
8、所述支撑安装架一端对应同步传动箱输入轴和联动固定架一端对应固定传动箱输入轴位置处均通过电机座安装有液压电机。
9、根据上述技术方案,所述轧制固定辊侧端等距开设有若干个冲击组合孔,所述轧制固定辊侧端套接有联动管架,所述支撑安装架一端对应联动管架位置处安装有组合电推杆,所述组合电推杆一端安装有组合联动板,所述联动管架侧端对应组合联动板位置处卡接有固定闭合套,所述组合联动板和固定闭合套通过组合销钉卡接组合,多个所述组合联动板侧端贯穿连接有组合进入管,所述固定安装架侧端等距贯穿连接有冲击管架,所述冲击管架侧端等距安装有若干个喷淋头,所述支撑安装架对应组合进入管和固定安装架对应冲击管架位置处均通过电机座安装有增压泵,所述固定安装架一端通过电机座安装有摆动电机,所述摆动电机输出轴卡接有摆动闭合板;
10、所述限位安装架顶端一侧安装有移动辊,所述限位安装架顶端靠近移动辊位置处安装有定平固定块,所述限位安装架内侧一端对应定平固定块位置处等距安装有若干个卡合液压缸,所述卡合液压缸顶端安装有组合闭合块。
11、根据上述技术方案,所述组合卡接架一端与处理电推杆一端卡接组合,所述联动绳侧端与定滑轮侧端贴合,所述组合卡接块滑动安装于限位固定盒内侧,所述定位弹簧一端与限位固定盒内侧一端固定连接。
12、根据上述技术方案,所述定位支撑辊、定宽轧制辊和限宽定厚辊的纵截面均为工形,所述定位支撑辊侧端分别与组合卡接架和组合卡接块侧端转动贴合,两个所述液压电机输出轴分别与同步传动箱和固定传动箱输入轴卡接组合;
13、所述联动管架通过转接头与组合进入管套接组合,两个所述增压泵一端通过转接头分别与组合进入管和冲击管架一端套接组合,所述摆动闭合板转动安装于固定安装架侧端。
14、根据上述技术方案,所述组合闭合块侧端与定平固定块侧端套接组合;
15、所述升降液压缸、下压液压缸、组合液压缸、液压电机、组合电推杆、增压泵、摆动电机、卡合液压缸和处理电推杆的输入端均与外部控制器的输出端电性连接,所述外部控制器的输入端与外部电源的输出端电性连接。
16、根据上述技术方案,所述限位安装架一侧安装有冷却收卷组件;
17、所述冷却收卷组件包括处理限制盒;
18、所述限位安装架顶端安装有处理限制盒,所述处理限制盒侧端贯穿连接有冷却管架,所述处理限制盒一端对应冷却管架位置处通过电机座安装有处理泵,所述处理限制盒内侧顶端和底端均等距安装有若干个联动弹簧,多个所述联动弹簧一端焊接有操作联动板,所述操作联动板一端安装有复位弹簧,所述复位弹簧一端安装有清理刮板;
19、所述限位安装架一端等距焊接有若干个下压弹簧,多个所述下压弹簧顶端焊接有定位下压架,所述限位安装架侧端对称安装有联动液压缸,所述联动液压缸顶端安装有升降闭合架,所述升降闭合架一端通过电机座安装有收集电机,所述收集电机输出轴卡接有卡合卡接块,所述升降闭合架侧端对应卡合卡接块位置处转动连接有贴合收集柱,所述升降闭合架一端等距安装有若干个贴合弹簧,多个所述贴合弹簧一端安装有移动贴合架,所述移动贴合架一端转动连接有贴合柱。
20、根据上述技术方案,所述处理泵一端通过转接头与冷却管架一端套接组合,所述操作联动板纵截面和移动贴合架横截面均为匚形,所述清理刮板转动安装于操作联动板侧端。
21、根据上述技术方案,所述定位下压架滑动安装于限位安装架侧端,所述移动贴合架滑动安装于升降闭合架侧端,所述处理泵、联动液压缸和收集电机的输入端均与外部控制器的输出端电性连接。
22、根据上述技术方案,所述支撑安装架一侧安装有定宽分离组件;
23、所述定宽分离组件包括操作固定架;
24、所述支撑安装架一端贯穿连接有操作固定架,所述操作固定架内侧等距转动连接有若干个放置辊,所述操作固定架两端等距安装有定宽液压缸,多个所述定宽液压缸一端安装有定宽分离板,所述操作固定架内侧顶端安装有电频加热板,所述操作固定架两端靠近定宽分离板位置处开设有排渣孔,所述操作固定架顶端对称安装有分离电推杆,所述分离电推杆底端安装有分离操作架,所述分离操作架侧端转动连接有分离柱,所述操作固定架两端卡接有调节电推杆,所述调节电推杆一端安装有激光切割器。
25、根据上述技术方案,所述定宽分离板的纵截面为梯形,所述定宽分离板底端与放置辊侧端滑动贴合,所述定宽液压缸、电频加热板、分离电推杆、调节电推杆和激光切割器的输入端均与外部控制器的输出端电性连接。
26、与现有技术相比,本发明的有益效果:本发明结构科学合理,使用安全方便:
27、1、设置有定宽轧制组件,通过由轧制固定辊和定宽轧制辊对钢带轧制压薄,同时通过定位支撑棍、轧制固定辊和定宽轧制辊侧端贴合挤压,对钢带的宽度进行限制,并且在处理时对侧端进行多方位限制,降低因热胀导致的钢带向侧端延展的情况发生,再通过后段的限宽定厚辊与定平固定块对钢带进行定平定宽,从而进一步限制钢带两侧,降低钢带向两侧延展,保证了钢带生产的稳定和钢带的质量,由联动管架、冲击管架和喷淋头从设备内部向设备外部喷淋,利用多角度喷淋清洁,实现钢带表面全面清洁处理,降低废渣残留,通过多步联合处理,降低钢带整体尺寸的变化,同时将定宽、压平和清洁组合操作,降低热胀带来的轧制设备形变导致钢带边缘延展的情况发生,降低了钢带轧制的尺寸误差,从而减少了后续的操作,减低设备的数量,减少生产所需的时间,保证了生产出的钢带的质量和速度;
28、通过组合进入管、联动管架和冲击组合孔配合由内而外喷淋,对定位支撑辊和轧制固定辊侧端进行全面降温,同时由冲击管架和喷淋头对定宽轧制辊侧端均匀喷淋,降低设备因与钢带表面持续接触热交换导致温度持续上升而出现的热膨胀情况,避免设备温度持续升高导致尺寸出现较大程度的热胀变化,减小轧制误差的情况发生;
29、通过组合卡接架、定位弹簧、联动绳、定滑轮和对定位支撑辊、轧制固定辊、定宽轧制辊和限宽定厚辊限位,便于更换操作,并且通过整体同步操作和分体操作相互组合,使得在设备整体更换维护和单独更换维护时均可以快速操作,便于工作人员对设备的维护操作。
30、2、设置有冷却收卷组件,通过下压弹簧带动定位下压架推动钢带下压,将钢带拉直,再由收集电机带动贴合收集柱对钢带收集,同时贴合弹簧带动移动贴合架和贴合柱对钢带夹持限定,使得钢带始终紧密贴合在贴合收集柱侧端,避免其出现松动脱离导致钢卷形变的情况发生,同时通过联动液压缸带动升降闭合架移动,在收集时可以保证钢卷底端始终接地,避免因自重过大导致钢卷内部发生形变,从而保证了收卷的稳定和产品的质量;
31、通过处理泵和冷却管架对钢带表面进行清洁冷却,将其表面的杂质处理,同时将其降温到常温,再通过联动弹簧带动操作联动板和复位弹簧带动清理刮板移动,通过钢带移动对钢带表面清洁处理,从而保证生产出的钢带表面的洁净度。
32、3、设置有定宽分离组件,通过调节电推杆带动激光切割器对钢卷定宽,再通过定宽液压缸带动定宽分离板将钢带与切割产生的废料分离,同时通过排渣孔、分离电推杆、分离操作架和分离柱对废料分离排出,使得在生产时可以快速的对钢带定宽分离,并且避免废料进入生产位置,从而保证了生产尺寸的准确和生产的稳定,并且通过定宽液压缸和调节电推杆进行位置调节,从而便于适应不同的定宽,保证了生产的稳定和持续性。
33、综上所述,通过定宽轧制组件与冷却收卷组件相互配合,使得在生产时可以持续的对钢带进行处理,并且通过多步清洁冷却,保证了钢带的尺寸和表面洁净度,并且通过限宽定厚和支撑限位操作,降低钢带自身形变的情况,保证了产品的质量,通过定宽轧制组件和定宽分离组件相互配合,使得在进料时对钢带进行限宽,并在加工过程中持续定宽限制,从而保证了钢带尺寸的准确度,降低钢带轧制向侧端形变导致尺寸变化较大的情况出现,从而无需后续定宽操作,保证了产品生产的速度,通过多个组件相互配合,保证了产品的质量和生产的速度。
- 还没有人留言评论。精彩留言会获得点赞!