一种C44300锡黄铜的焊接方法与流程
本发明锡黄铜焊接,具体涉及一种c44300锡黄铜的焊接方法。
背景技术:
1、牌号为hsn72-1(代号为c44300)的锡黄铜是用于制造火力发电、舰艇船舶、海上石油、机械化工等工业部门热交换器及冷凝器用的铜合金无缝管的重要材料。
2、目前,材质为c44300锡黄铜的铜合金无缝管在焊接时存在以下问题:
3、(1)由于c44300的锡黄铜中含有大量的锌,而锌的沸点仅为907℃,锌元素在焊接过程中极易因高温而氧化蒸发,生成白色烟雾,不仅妨碍焊工对溶池的观察和操作,而且会导致焊接接头力学性能和耐蚀性能的下降;
4、(2)焊接时外界杂质及空气易进入焊接溶池中,产生氧化亚铜(化学式为cu2o)及焊接气体,由于c44300的锡黄铜的导热性好,导致焊接熔池的冷却速度快,使得焊接熔池中的气体来不及上浮,导致焊缝气孔的产生;并且由于氧化亚铜在焊接熔池的溶解度远高于凝固状态的铜及低熔点共晶物,从而易导致焊接热裂纹的产生;
5、(3)焊接时管内焊缝余高过高,影响产品质量;
6、(4)由于c44300的锡黄铜的导热率高,由于c44300的锡黄铜母材较难熔化,焊缝金属与母材不能很好的熔合,容易发生未焊透;
7、(5)由于c44300的锡黄铜比较软,焊后变形比较严重,外观成形差。
8、因此,如何找到针对c44300锡黄铜的焊接效率高、能有效减少锌的蒸发和烧损、以保证焊接接头部位处的力学性能、机械性能和耐蚀性能、以及焊后外观美观变形小的焊接方法一直是本领域技术人员努力想要解决的技术难题。
技术实现思路
1、本发明的目的是提供一种焊后外观成形美观、变形小、焊后性能好的c44300锡黄铜的焊接方法。
2、为实现上述目的,本发明采用了如下技术方案:一种c44300锡黄铜的焊接方法,包括以下步骤:
3、步骤(1):将c44300锡黄铜母材的待焊接管端加工出坡口,并对坡口进行打磨清洗;
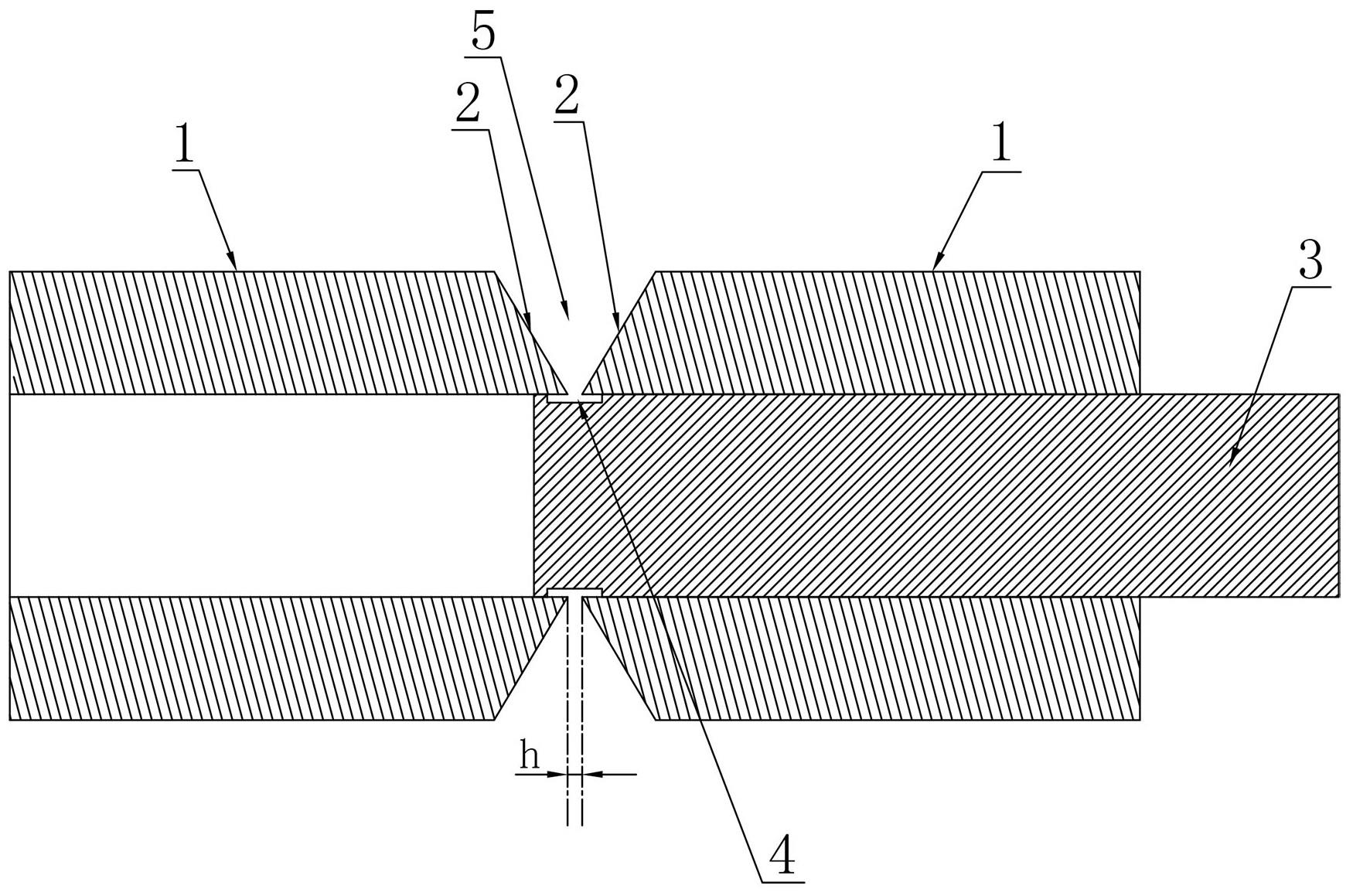
4、步骤(2):将两根c44300锡黄铜母材的待焊接管端的坡口相对接组配,两根c44300锡黄铜母材的待焊接管端坡口之间的间隙为2~3mm,并向两根c44300锡黄铜母材内通入高纯氩气;
5、步骤(3):采用钨极氩弧焊对已通入高纯氩气的两根c44300锡黄铜母材的坡口对接处进行焊接;具体钨极氩弧焊焊接步骤如下:
6、步骤(3.1):先采用牌号为bcu91pag的银焊丝对两根c44300锡黄铜母材的坡口对接处进行焊接,每焊接1min后停止焊接,待c44300锡黄铜母材的温度降至50℃后,再继续焊接1min,直至在两根c44300锡黄铜母材的坡口对接处焊接一圈形成打底层;其中,焊接电流为90~120a,焊接电压为11~15v,焊接速度为7~10cm/min,氦气的流量为13~18l/min;
7、步骤(3.2):待打底层温降至室温后,再采用牌号为bag50cuzn的银焊丝在打底层上对两根c44300锡黄铜母材的坡口对接处进行焊接,每焊接1min后停止焊接,待c44300锡黄铜母材的温度降至50℃后,再继续焊接1min,直至在打底层上焊接一圈形成盖面层,从而得到c44300锡黄铜母材焊接成品;其中,焊接电流为100~130a,焊接电压为13~17v,焊接速度为10~12cm/min, 氦气的流量为13~18l/min。
8、进一步地,前述的一种c44300锡黄铜的焊接方法,其中:在步骤(3.1)中,焊接电流为100a,焊接电压为13v,焊接速度为8cm/min,氦气的流量为15l/min。
9、进一步地,前述的一种c44300锡黄铜的焊接方法,其中:在步骤(3.2)中,焊接电流为120a,焊接电压为15v,焊接速度为11cm/min,氦气的流量为15l/min。
10、进一步地,前述的一种c44300锡黄铜的焊接方法,其中:在步骤(1)中,用丙酮对c44300锡黄铜母材的待焊接管端的坡口进行清洗。
11、进一步地,前述的一种c44300锡黄铜的焊接方法,其中:在步骤(2)中,还包括一根紫铜棒,所述紫铜棒的外径与c44300锡黄铜母材的内径相适配、以使紫铜棒能适配插入c44300锡黄铜母材,所述紫铜棒的端部外周壁上设置有一圈槽深为2mm的限位槽,将紫铜棒插入其中一根c44300锡黄铜母材,并将紫铜棒向内移动至其限位槽正对着两根c44300锡黄铜母材的坡口对接处。
12、通过上述技术方案的实施,本发明的有益效果是:
13、(1)焊接前将焊接坡口打磨干净,并用丙酮清洗干净,有效减少了杂质,避免不必要的杂质反应造成焊缝气孔的产生;
14、(2)焊接时采用小电流,焊接时间短,避免管子长时间处于高温下,有效减少锌的蒸发和烧损,不仅便于焊工对焊接溶池的观察和操作,而且也保证了焊接接头力学性能和耐蚀性能;
15、(3)由于含银的银焊丝的流动性非常好,为防止焊瘤或管内焊缝余高过高,通过紫铜棒的设置,保证了管内焊缝余高不高于2mm,进而保证了产品质量;
16、(4)焊接时先用牌号为bcu91pag的银焊丝形成打底层,再采用牌号为bag50cuzn的银焊丝形成盖面层,并在焊接时采用相应的焊接工艺、并在焊接时控制层间温度低于50℃,能使焊缝金属与c44300锡黄铜母材很好的熔合、焊透,不仅使得焊后外观成形美观,变形小,也保证了焊接接头力学性能和耐蚀性能;
17、(6)焊接时通过高纯氩气对管内及焊接熔池进行保护,降低外界杂质及空气进入焊接熔池的几率,减少了焊接熔池内氧化亚铜及焊接气体的产生,进而减少焊接热裂纹及焊缝气孔的产生;
18、(7)焊接后的c44300锡黄铜母材焊接成品的抗拉强度及弯曲强度高,抗拉强度不低于310mpa。
技术特征:
1.一种c44300锡黄铜的焊接方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种c44300锡黄铜的焊接方法,其特征在于:在步骤(3.1)中,焊接电流为100a,焊接电压为13v,焊接速度为8cm/min,氦气的流量为15l/min。
3.根据权利要求1所述的一种c44300锡黄铜的焊接方法,其特征在于:在步骤(3.2)中,焊接电流为120a,焊接电压为15v,焊接速度为11cm/min,氦气的流量为15l/min。
4.根据权利要求1或2或3所述的一种c44300锡黄铜的焊接方法,其特征在于:在步骤(1)中,用丙酮对c44300锡黄铜母材的待焊接管端的坡口进行清洗。
5.根据权利要求1或2或3所述的所述的一种c44300锡黄铜的焊接方法,其特征在于:在步骤(2)中,还包括一根紫铜棒,所述紫铜棒的外径与c44300锡黄铜母材的内径相适配、以使紫铜棒能适配插入c44300锡黄铜母材,所述紫铜棒的端部外周壁上设置有一圈槽深为2mm的限位槽,将紫铜棒插入其中一根c44300锡黄铜母材,并将紫铜棒向内移动至其限位槽正对着两根c44300锡黄铜母材的坡口对接处。
技术总结
本发明公开了一种C44300锡黄铜的焊接方法,包括以下步骤:步骤(1):将C44300锡黄铜母材的待焊接管端加工出坡口,并对坡口进行打磨清洗;步骤(2):将两根C44300锡黄铜母材的待焊接管端的坡口相对接组配,并向两根C44300锡黄铜母材内通入高纯氩气;步骤(3):采用钨极氩弧焊对已通入高纯氩气的两根C44300锡黄铜母材的坡口对接处进行焊接;具体钨极氩弧焊焊接步骤如下:步骤(3.1):先采用牌号为BCu91PAg的银焊丝对两根C44300锡黄铜母材的坡口对接处进行焊接,再采用牌号为BAg50CuZn的银焊丝在打底层上对两根C44300锡黄铜母材的坡口对接处进行焊接。本发明具有焊后外观成形美观、变形小、焊后性能好的优点。
技术研发人员:陈云,汤井雪
受保护的技术使用者:江苏港丰锅炉有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!