一种小型变压器焊锡加工下料装置的制作方法
本发明涉及小型变压器加工,具体为一种小型变压器焊锡加工下料装置。
背景技术:
1、变压器是利用电磁感应的原理来改变交流电压的装置,主要构件是初级线圈、次级线圈和铁芯,主要功能是电压变换、电流变换、阻抗变换、隔离、稳压等,小型变压器作为其中一类,其由于体积小、造价低、用线少等特点,是工厂电气控制系统中的一种常用设备,并且随着电子元件大量应用在电厂控制、监测和自动回路中,小型变压器的应用日益广泛,而小型变压器在加工流程中,常常需要利用焊锡机对变压器的引脚进行焊锡作业,使引脚置于锡炉之上,让液态锡均匀、光滑地附着于引脚上,能够起到良好的固定和链接及良好的导电作用。
2、传统焊锡方法通过工具将变压器固定,使变压器的焊锡脚延伸工具下方,在工具放置在焊锡炉上端,使焊锡脚插入焊锡炉内,经过一定时长后将工具拿起,完成焊锡工作,但在实际作业中,现有的变压器下料装置不论是输送以及装盒大部分都是依靠人工和流水线输送完成整个下料工序,整体运输、装盒的集成化、自动化水平不够理想,并且现有的变压器在下料输送中,不便对变压器引脚进行补锡作业,导致下料完成后的变压器会出现一些引脚无锡现象发生,影响变压器出产质量。
3、基于上述分析,本发明提出一种小型变压器焊锡加工下料装置,用于解决现有技术的不足之处。
技术实现思路
1、针对现有技术的不足,本发明提供了一种小型变压器焊锡加工下料装置,解决了现有变压器焊锡加工下料装置,整体运输、装盒的集成化、自动化水平不够理想,以及在下料输送中,不便对变压器引脚进行补锡作业,导致下料完成后的变压器会出现一些引脚无锡现象发生,影响变压器出产质量的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种小型变压器焊锡加工下料装置,包括:
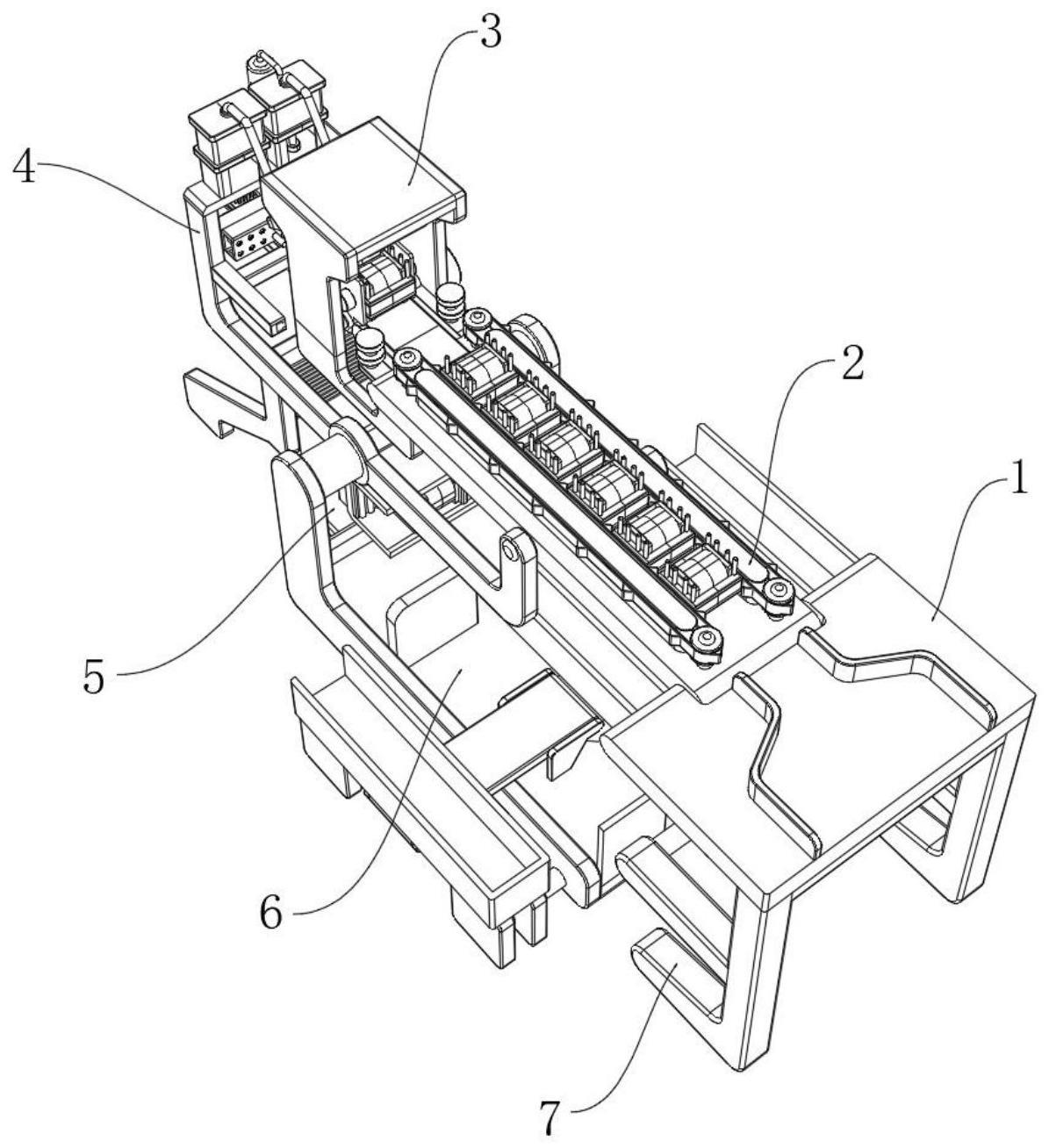
3、入料平台,其作为小型变压器下料入口,且用于为其他结构提供安装位置;
4、输料机构,其安装在所述入料平台的后端,用于均匀输送小型变压器;
5、夹紧翻转机构,其安装在所述输料机构的后端,用于接取输送的小型变压器,并进行夹持翻转;
6、补锡降温机构,其安装在所述夹紧翻转机构的后端,用于对输料机构翻转九十度后的小型变压器焊锡脚进行补锡以及降温处理;所述补锡降温机构包括滑槽板,所述滑槽板的后端中部固定连接有双向齿条板,所述双向齿条板滑动连接在中固柱的中部,所述双向齿条板的底端固定连接有底齿条板,所述双向齿条板的左右侧均啮合连接有齿轮三;
7、接料机构,其安装在所述夹紧翻转机构的下部,用于对输料机构翻转一百八十度的小型变压器进行接取后的转动推送;
8、盛料机构,其安装在所述接料机构的前端,用于接取接料机构推送而出的小型变压器,并进入输送的变压器盛装盒内排列输出;
9、挡盒机构,其安装在所述入料平台的底部,用于阻挡变压器盛装盒的输送,并且利用输料机构的驱动力短暂开启输送通道,实现盒满输出和新盒补充。
10、优选的,所述输料机构包括输送台,所述输送台的顶端四角处均转动连接有传动轮,前后侧所述传动轮均通过输送带连接,所述输送带的外侧等距固定安装有若干个间距块,前侧所述传动轮的底端均固定连接有延伸柱,左侧所述延伸柱的底端固定安装有齿轮一,右侧所述延伸柱的底端固定安装有从动轮,所述输送台的底端前部固定安装有固定架,所述固定架的中部固定安装有驱动电机一,所述驱动电机一的顶部输出端固定连接有主轴柱的一端,所述主轴柱的另一端转动连接在输送台的底端前部,所述主轴柱的中部固定安装有主动轮,所述主动轮通过皮带与从动轮连接,所述主轴柱的上部固定连接有齿轮二,所述齿轮二的一侧与齿轮一啮合连接,所述驱动电机一的底部输出端固定连接有蜗杆,所述输送台的后端中部固定安装有输送装置一,所述输送台的后端左右侧固定安装有辅助滚轮。
11、优选的,所述夹紧翻转机构包括过渡架,所述过渡架的内侧中下部转动连接有连杆,所述过渡架的一侧固定安装有伺服电机一,所述连杆的一端与伺服电机一的输出端固定连接,所述连杆的中部固定连接有进器盒,所述进器盒的左右侧均固定安装有电动推杆一,所述进器盒的左右侧内壁均设置有压板,所述电动推杆一的伸缩端均与压板的向外一侧固定连接。
12、优选的,所述补锡降温机构包括辅接架,所述辅接架的中上部固定安装有中固柱,所述中固柱的后端左右侧均固定安装有电动推杆二,所述中固柱的前部设置有滑槽板,所述电动推杆二的伸缩端分别与滑槽板的后端左右侧固定连接,所述滑槽板的前端滑动连接有间距孔板,所述间距孔板通过螺栓与滑槽板连接,所述滑槽板的前端等距设置有若干个连接孔,所述连接孔内安装有若干个焊锡头。
13、优选的,所述辅接架的顶端左右侧分别固定安装有进气箱和排液氮箱,所述进气箱和排液氮箱的顶端均与传导管的一端连通,所述传导管的另一端分别与吸气排口和氮气喷口连通,所述氮气喷口的顶底端均固定安装有吸气排口,所述进气箱和排液氮箱内均滑动连接有内置塞板,所述进气箱和排液氮箱的底端均滑动连接有移动柄,所述内置塞板的底端均与移动柄的顶端前侧固定连接,所述中固柱的后端中下部固定连接有后接板,所述后接板的顶端左右侧均转动连接有齿轮三,所述齿轮三的顶端均固定连接有螺纹杆一的一端,所述螺纹杆一的上部均螺纹连接有移动柄,所述螺纹杆一的另一端分别转动连接在进气箱和排液氮箱的底端后部,所述排液氮箱的后部固定连接有液氮瓶,所述液氮瓶通过管路与排液氮箱的顶端连通。
14、优选的,所述后接板的底端转动连接有齿轮四和齿轮五,所述齿轮四和齿轮五啮合连接,所述齿轮四的顶端与底齿条板啮合连接,所述辅接架的前端中下部左右侧均固定安装有侧槽柱,所述侧槽柱的向内一侧分别与垫方柱的左右侧滑动连接,所述垫方柱的后端中部固定连接有齿条接板,所述齿条接板的顶端与齿轮五啮合连接。
15、优选的,所述接料机构包括底盘,所述底盘的顶端后侧固定安装有后软触板,所述底盘的顶端前侧固定安装有气缸,所述气缸的伸缩端固定安装有顶架,所述顶架的一侧固定安装有伺服电机二,所述顶架的中部转动连接有掉落接槽,所述掉落接槽的一侧与伺服电机二的输出端固定连接,所述掉落接槽的底端左右侧均固定安装有电动伸缩杆,所述掉落接槽的内侧设置有接器板盒,所述电动伸缩杆的伸缩端贯穿掉落接槽的底端并与接器板盒的底端左右侧固定连接。
16、优选的,所述盛料机构包括底架,所述底架的前端中部固定安装有驱动电机二,所述底架的顶端中部设置有内槽,所述内槽内设置有螺纹杆二,所述内槽内滑动连接有磁吸滑块,所述驱动电机二的输出端固定连接有螺纹杆二的一端,所述螺纹杆二的另一端转动连接在内槽的后端内壁,所述螺纹杆二的外侧螺纹连接有磁吸滑块,所述底架的左右侧中部均固定安装有输送装置二,所述底架的左右侧前后部均固定安装有垫板。
17、优选的,所述挡盒机构包括撑架,所述撑架的后端转动连接有转轴,所述转轴的中部固定连接有蜗轮,所述蜗轮的左右侧均设置有漏口圆盘,所述漏口圆盘固定安装在转轴的中部左右侧,所述蜗轮与蜗杆啮合连接。
18、优选的,所述入料平台的底端固定连接有撑架,所述入料平台的后端固定连接在输送台的前端,所述输送台的后端固定连接有过渡架,所述输送台的中部固定连接有辅接架,所述辅接架的中下部固定安装有底架,所述底架的后端固定安装有底盘。
19、工作原理:使用本发明提供的一种小型变压器焊锡加工下料装置,具体操作步骤如下:
20、第一步、首先通过入料平台将排列的小型变压器进行输送,该小型变压器的焊锡脚都处于上方,随后输入的小型变压器进入到输料机构中进行均匀输出,主要是通过驱动电机一驱动主轴柱转动,主轴柱再带动连接的主动轮和齿轮二进行转动,其中,齿轮二带动啮合的齿轮一转动,主动轮通过皮带带动从动轮进行转动,从而使前部传动轮的转向保持相反,搭配后部传动轮,带动输送带运动,利用输送带上均匀设置的间距块带动小型变压器向后不断输送,输送至后方的小型变压器再经过输送装置一的间歇性输送和辅助滚轮稳定通道外围,保证变压器有停顿和均匀的输入夹紧翻转机构中;
21、第二步:延续上述步骤,输送至夹紧翻转机构的小型变压器,随即进入到进器盒内,通过利用电动推杆一带动压板对变压器进行左右侧夹持加持,再通过伺服电机一带动连杆转动,从而使进器盒带动小型变压器进行向后的九十度翻转,等待补锡降温机构的补锡处理;
22、第三步:再延续第二步,经过翻转的变压器焊锡脚正对补锡降温机构,随后通过电动推杆二带动滑槽板,以及滑槽板连接的间距孔板和焊锡头去接触变压器焊锡脚,通过焊锡头对其进行补锡,可根据同批变压器的焊锡脚位置,调整焊锡头的分布位置与数量,有利于针对不同焊锡脚数量和间距的小型变压器进行调整,便于批量化作业;
23、第四步:继续延续第三步,在滑槽板向前运动的过程中,也会带动后部连接的双向齿条板同步运动,双向齿条板的运动进而带动后部左右啮合的齿轮三都向外转动,转动的齿轮三再带动顶部连接的螺纹杆一转动,一方面,左侧的螺纹杆一转动带动其上螺纹连接的移动柄进行上升,使得右侧的移动柄带动在排液氮箱内的内置塞板进行向上运动,从而挤压通过液氮瓶输送的液氮,并通过排液氮箱连接的氮气喷口排出,对补锡完成的变压器焊锡脚进行降温冷却,有利于快速进入下一步流程,另一方面,左侧的移动柄会带动进气箱内的内置塞板向下运动,从而使其产生吸力,通过其顶部连接的传导管,以及传导管连接的吸气排口进行吸烟,从而将焊锡烟气吸收,并且进气箱可连通烟气处理相关设备,完成对烟气的净化排出;
24、第五步:同步延续第三步,在双向齿条板运动过程中,双向齿条板底部的底齿条板会带动齿轮四转动,齿轮四的转动再带动啮合的齿轮五转动,齿轮五从而驱动齿条接板运动,从而使双向齿条板和齿条接板同步向前运动,使得焊锡头在对变压器进行补锡时,齿条接板前部连接的垫方柱阻断进器盒的底部,避免其旋转的同时,也保障补锡的稳定性;
25、第六步:补锡完成后,以上补锡结构回归原位,进器盒进行九十度翻转,至最下部后,通过气缸带动顶架和掉落接槽上升,掉落接槽与进器盒接触,短距离接取掉落下的变压器,再通过伺服电机二带动掉落接槽进行九十度转动,从而使得掉落接槽进入到盛料机构中,并且通过电动伸缩杆将变压器推出,完成输送步骤后,返回原位继续进行接取流程;
26、第七步:输送到盛料机构内的变压器,首先经过左侧输送装置二输送来的变压器盛装盒,当其到达磁吸滑块位置后,通过磁吸滑块进行磁性吸附,随后再通过驱动电机二带动螺纹杆二转动,螺纹杆二再带动螺纹连接的磁吸滑块运动,从而将其上的变压器盛装盒送至接料机构的前部,通过利用电动伸缩杆推动,使变压器进入到变压器盛装盒内,一盒盛装若干个,盛装完成的变压器盛装盒再回退原位,磁吸滑块磁力消失,通过右侧输送装置二进行输出,完成整个下料流程;
27、第八步:延续第七步,通过驱动电机一的转动,也带动蜗杆的转动,蜗杆再带动蜗轮转动,进而带动蜗轮连接的转轴转动,转轴的转动同步带动漏口圆盘转动,漏口圆盘只有一个缺口,只有转动到该缺口后,新变压器盛装盒才能进入,在没有转动到该缺口时,会完成第七步的盛装复位流程,一旦转动到该缺口,盛装完成的变压器盛装盒输送走,新变压器盛装盒在进入后利用两侧漏口圆盘进行新一轮限制,保证下料的排布和进盒的循环流程。
28、本发明提供了一种小型变压器焊锡加工下料装置。具备以下有益效果:
29、1、本发明通过驱动电机一、主轴柱、主动轮、齿轮二、齿轮一、皮带、从动轮带动前后传动轮转动,进而带动输送带,并利用输送带上均匀设置的间距块带动小型变压器向后不断输送,输送至后方的小型变压器再经过输送装置一的间歇性输送和辅助滚轮稳定通道外围,保证变压器有停顿和均匀的自动化输入。
30、2、本发明通过补锡降温机构对补锡完成的变压器焊锡脚进行降温冷却,有利于快速进入下一步流程,避免下料完成后的变压器会出现一些引脚无锡现象,提高变压器出产质量,同时也将焊锡产生的烟气吸收,并且通过进气箱连通烟气处理相关设备,完成对烟气的净化排出,加之补锡降温机构运动时,也会同步驱动齿条接板,以及其连接的垫方柱,进而起到水平垫起进器盒底部的作用,避免其旋转的同时,也保障补锡的稳定性。
31、3、本发明通过输料机构中驱动电机一的转动,带动蜗杆转动,蜗杆再带动挡盒机构中的蜗轮转动,蜗轮转动同步驱动连接的转轴、漏口圆盘转动,与输料机构的进料以及盛料机构的输料保持平衡,利用漏口圆盘只有一个缺口的特点,只有转动到该缺口后,新变压器盛装盒才能进入,一旦转动到该缺口,盛装完成的变压器盛装盒输送走,新变压器盛装盒在进入后利用两侧漏口圆盘进行新一轮限制,保证下料的排布和进盒的循环流程。
- 还没有人留言评论。精彩留言会获得点赞!