一种金刚石钎料及其制备方法和应用与流程
本发明涉及钎涂材料、材料成型和应用,尤其涉及一种金刚石钎料及其制备方法和应用。
背景技术:
1、金刚石钎涂是一种重要的材料表面改性方式,目前的金刚石钎涂主要通过钎涂合金和金刚石混合后制备成膏状,然后再钎涂到工件上。然而,这种方式一方面需要用到粘结剂,且粘结剂通常为有机粘结剂,不仅污染环境,而且会使得钎涂致密性下降,另一方面膏状在涂覆过程中操作繁琐,难以实现工业化,且涂覆时较难实现均匀涂覆,会存在厚度不一致等问题。
2、同时,金刚石难以被金属浸润属于一直以来难以解决的问题。现有技术中对金刚石进行如表面粗糙化、在金刚石制备过程中掺杂金属等来改进金刚石与金属之间的界面性能,但由于在钎涂时常常需要用到颗粒度较小的金刚石,使得其表面粗糙化难度较大,且金刚石表面粗糙化后容易影响金刚石的整体刚性,同时,制备金属掺杂的改性金刚石成本也较高。
3、此外,金刚石在高温下还容易石墨化,降低金刚石的强度,从而使得钎涂后的工件性能较差。
4、上述现有技术均限制了金刚石钎涂技术的发展。
技术实现思路
1、本发明针对上述现有技术提出了一种金刚石钎料及其制备方法和应用,其解决了现有技术中膏状金刚石钎料需要使用有机粘结剂且难以工业化实现均匀涂覆的问题,进一步解决了现有技术中金刚石与钎涂合金界面强度低的问题,进一步解决了现有技术中金刚石在高温下易石墨化的问题,实现了环境友好、容易工业化、成本较低以及金刚石钎涂后工件性能优异等技术效果。
2、为了实现上述目的,本发明采取的技术方案为:
3、一种金刚石钎料,所述金刚石钎料包括按照质量份数计的如下组分:cusnalbi合金65-90份,金刚石5-30份;所述cusnalbi合金由如下质量百分比的组分组成:sn 8%-12%,al 10%-15%,bi 15%-20%,余量为cu;所述金刚石包括(111)面和(100)面。
4、由于在一般的金刚石人造合成过程中,倾向于合成出六八面体,即常规市面上购买得到的金刚石主要包括(111)面和(100)面。同时,cusn合金是常用的性能优异的钎涂合金,本发明通过特定组分的al和bi的加入,降低了钎料合金的熔点,使得金刚石与钎涂合金能在较低的温度下形成复合材料,同时,al与金刚石的(100)面形成特定的适量al4c3,bi则能够与金刚石的(111)面形成较低的润湿角,从而增加了金刚石与钎涂合金之间的界面结合强度。
5、进一步的,所述金刚石包括六八面体聚形。
6、六八面体聚形是较为常见的包括(111)面和(100)面的人造金刚石种类,成本较低。
7、但本发明不仅限于六八面体聚形,同时也适用于其他既仅具有(111)面又仅具有(100)面,和/或同时具有(111)面和(100)面的金刚石。
8、进一步的,所述金刚石的粒度为50-300目。
9、进一步的,所述金刚石钎料为丝状、棒状、片状或箔状。
10、本发明的金刚石钎料直接以丝状、棒状、片状或箔状为成型钎料,方便储存和取用,不需要额外添加粘结剂,不需要进行涂覆等操作,可直接置于待钎涂基体的相应位置,便于实现工业化。
11、进一步的,本发明还提供一种所述金刚石钎料的制备方法,包括如下步骤:
12、1)将所述cusnalbi合金加热到400-450℃熔化;
13、2)加入所述金刚石,搅拌10-20min;
14、3)冷却后获得所述金刚石钎料。
15、本发明使得所述cusnalbi合金和所述金刚石能够在较低的温度400-450℃下混合、反应,防止金刚石石墨化的同时,获得了界面结合强度较高的金刚石钎料。
16、进一步的,步骤2)中,搅拌后倒入丝状、棒状、片状或箔状对应的模具中进行冷却。
17、进一步的,步骤1)中,所述cusnalbi合金由cu、sn、al、bi金属在熔融下混合制得。
18、进一步的,步骤1)中,所述cusnalbi合金由cusn中间合金、cual中间合金、cubi中间合金在熔融下混合制得。
19、本发明不限制仅采用上述中间合金进行所述cusnalbi合金的制备,还可以通过cusnbi中间合金、al金属在熔融下混合或者其他能够获得所述cusnalbi合金的中间合金和/或金属在熔融下混合制备。
20、本发明亦不限制于仅采用熔融下混合的物理方式来制备所述cusnalbi合金,还可以通过化学法如溶胶-凝胶法、水热法等方式制备得到。
21、进一步的,本发明还提供一种所述金刚石钎料在钎涂中的应用,包括:将所述金刚石钎料贴合于待钎涂基体的相应位置,加热到400-450℃进行钎涂。
22、本发明在钎涂过程中,能够在较低温度400-450℃下进行,不仅防止在钎涂过程中金刚石石墨化,还能保护钎涂基体免于高温变形,能够适用更多种类的钎涂基体。
23、进一步的,所述钎涂为感应钎涂。
24、采用本发明的技术方案,与现有技术相比,具有以下有益效果:
25、1、本发明合理利用相对便宜的金刚石,在较低温度下获得了界面结合强度较高的金刚石钎料,成本较低;
26、2、本发明通过cusnalbi合金的设计和配置,使得钎涂合金的熔点降低,有利于防止金刚石在制备钎料和在钎涂过程中的石墨化,同时,特定组成的cusnalbi合金能够很好的浸润所述金刚石,不会生成过多的al4c3而影响金刚石的性能;
27、3、本发明通过事先将cusnalbi合金和金刚石成型为金刚石钎料,免去了常规的膏状钎料中粘结剂尤其是有机粘结剂的使用,不仅环境友好,而且操作方便,容易工业化;
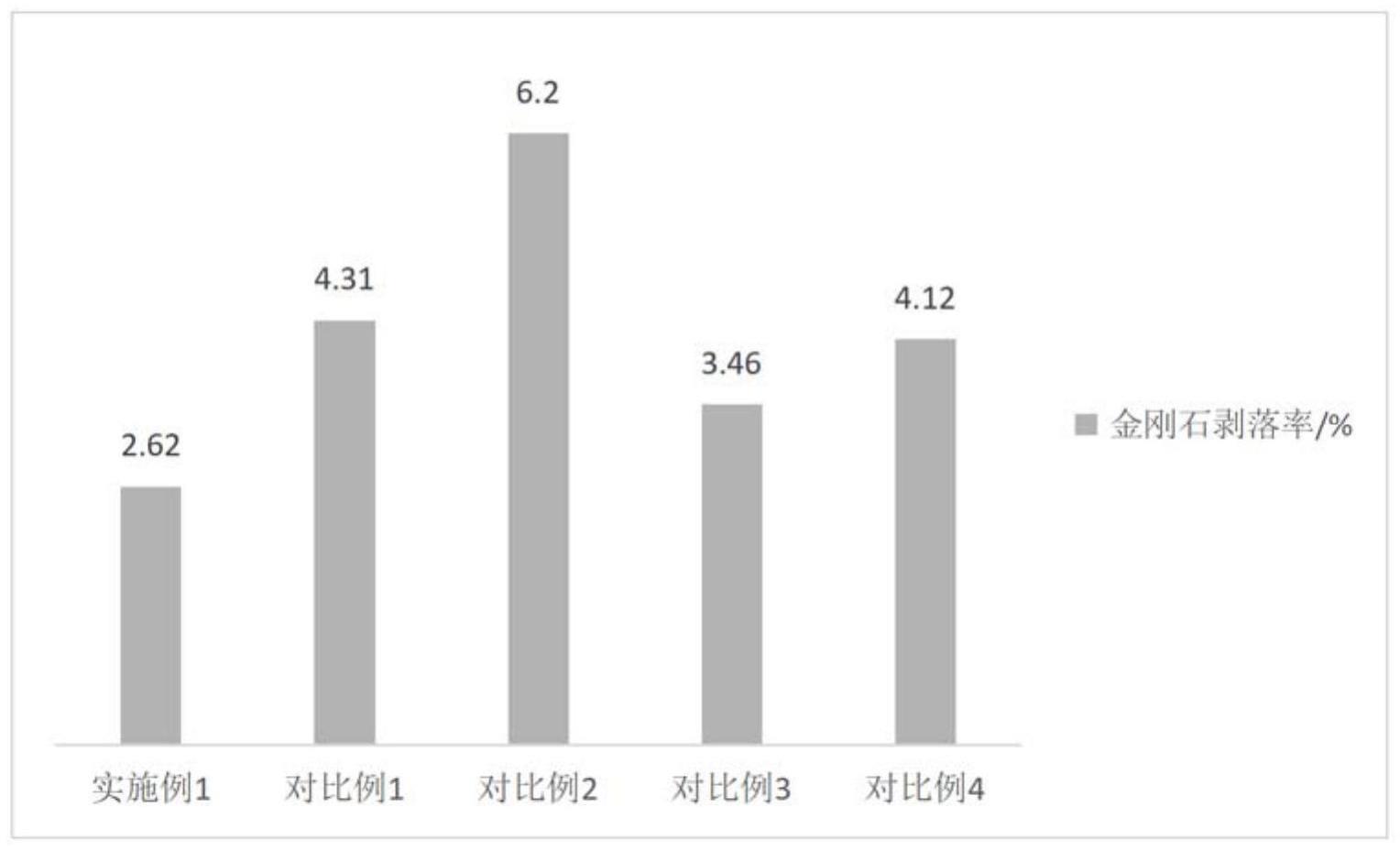
28、4、本发明可以采用常规的感应钎涂的方式,在较低温度下实现各种钎涂基底的金刚石钎涂,且钎涂后的工件性能优异,金刚石不易剥落。
技术特征:
1.一种金刚石钎料,其特征在于,所述金刚石钎料包括按照质量份数计的如下组分:cusnalbi合金65-90份,金刚石5-30份;所述cusnalbi合金由如下质量百分比的组分组成:sn 8%-12%,al 10%-15%,bi 15%-20%,余量为cu;所述金刚石包括(111)面和(100)面。
2.根据权利要求1所述的金刚石钎料,其特征在于,所述金刚石包括六八面体聚形。
3.根据权利要求1所述的金刚石钎料,其特征在于,所述金刚石的粒度为50-300目。
4.根据权利要求1所述的金刚石钎料,其特征在于,所述金刚石钎料为丝状、棒状、片状或箔状。
5.一种根据权利要求1-4任一项所述金刚石钎料的制备方法,其特征在于,包括如下步骤:
6.根据权利要求5所述的制备方法,其特征在于,步骤2)中,搅拌后倒入丝状、棒状、片状或箔状对应的模具中进行冷却。
7.根据权利要求5所述的制备方法,其特征在于,步骤1)中,所述cusnalbi合金由cu、sn、al、bi金属在熔融下混合制得。
8.根据权利要求5所述的制备方法,其特征在于,步骤1)中,所述cusnalbi合金由cusn中间合金、cual中间合金、cubi中间合金在熔融下混合制得。
9.一种根据权利要求1-4任一项所述的金刚石钎料在钎涂中的应用,其特征在于,将所述金刚石钎料贴合于待钎涂基体的相应位置,加热到400-450℃进行钎涂。
10.根据权利要求9所述的应用,其特征在于,所述钎涂为感应钎涂。
技术总结
本发明涉及一种金刚石钎料及其制备方法和应用,所述金刚石钎料包括按照质量份数计的如下组分:CuSnAlBi合金65‑90份,金刚石5‑30份;所述CuSnAlBi合金由如下质量百分比的组分组成:Sn 8%‑12%,Al 10%‑15%,Bi 15%‑20%,余量为Cu;所述金刚石包括(111)面和(100)面,所述金刚石钎料由所述合金在低温熔化下与所述金刚石复合而成,能够有效解决有机粘结剂使用、涂覆难、金刚石易石墨化和剥落等技术问题,实现了环境友好、容易工业化、成本较低以及金刚石钎涂后工件性能优异等技术效果。
技术研发人员:金霞,经敬楠,顾小龙,刘平,龚晓彬,王彩霞
受保护的技术使用者:浙江亚通新材料股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!