一种车辆轮毂螺栓压装装置及压装工艺的制作方法
本发明属于轮毂螺栓压装,具体地说是一种车辆轮毂螺栓压装装置及压装工艺。
背景技术:
1、车辆轮毂螺栓是车辆连接轮毂的高强度螺栓。连接位置是车轮的轮辋,是车轴安装轮胎的主要紧固件,轮毂螺栓的作用是作为安装车轴的部位的零件,用于支撑轮胎,缓冲外界冲击,实现轮胎与路面的接触,把车身重量传递到路面,承受着转弯时的横向载荷、驱动力和制动力扭矩等,保证车辆的行驶性能。
2、车辆轮毂螺栓与轮毂的结合方式通常为过盈配合。
3、车辆轮毂螺栓的装配方法一般是将螺栓事先放入轮毂的螺栓孔内,然后用压力机逐个压入,目测去核对车轮螺栓相对于轮毂环形外圆的相位。一方面,在压装螺栓过程中,由于采用人工观察和压力机逐个压入,会导致工作效率低,操作人员劳动强度大;另一方面,经常会出现目测不准确,导致装配时造成质量问题,出现废品,增大生产装配成本;第三方面,极易出现螺栓压装错位现象,轻微的压装错位需要将螺栓撬出来重新压装,严重影响生产装配节拍,降低生产效率,费时费力,且严重的压装错位甚至会损坏车轮螺栓,造成浪费,大大增大生产装配成本;第四方面,压力机属于高危险设备,不注意操作极易发生压伤等的安全事故。
技术实现思路
1、为解决传统压力机对轮毂螺栓压装,通过目测核对车轮螺栓相对于轮毂环形外圆的相位,从而会导致工作效率低,劳动强度大,易出现质量问题和压装错位现象,大大增加生产装配成本,安全性低的问题,本发明提供一种车辆轮毂螺栓压装装置及压装工艺。
2、本发明一方面是通过下述技术方案来实现的:
3、一种车辆轮毂螺栓压装装置,包括能够对轮毂托盘支撑定位的支撑平台和设置于支撑平台上侧的压装伺服电缸,支撑平台包括从上到下依次设置的旋转盘、顶升顶板、位移板、顶升底板和底座;
4、旋转盘用于对轮毂托盘支撑定位,旋转盘与顶升顶板转动连接安装;顶升底板固定安装于底座上侧,顶升顶板与顶升底板上下滑动连接安装;位移板与顶升底板前后滑动连接安装,且位移板上下两侧分别设有垫块,顶升底板上安装有与位移板连接的位移板推送气缸;
5、底座上安装有竖立的顶升气缸,顶升气缸伸缩轴端向上依次穿过顶升底板和位移板,并与顶升顶板连接;
6、顶升顶板上安装有与旋转盘连接并能够对旋转盘旋转驱动的变位气缸和能够对旋转盘锁止定位的锁止气缸。
7、本发明的进一步改进还有,变位气缸伸缩轴端转动连接安装有推拉杆,推拉杆远离变位气缸的一端与旋转盘侧面转动连接安装。
8、本发明的进一步改进还有,旋转盘侧面开设有v型的锁止缺口,锁止气缸伸缩轴端安装有能够与锁止缺口卡合的锁止滚轮。
9、本发明的进一步改进还有,旋转盘侧面还安装有定位块,顶升顶板上安装有能够对定位块转动极限位置限位的定位块限位装置a和定位块限位装置b。
10、本发明的进一步改进还有,旋转盘上侧设有能够对轮毂托盘定位的定位销。
11、本发明的进一步改进还有,顶升气缸伸缩轴端安装有顶升气缸浮动头,顶升顶板下侧安装有与顶升气缸浮动头配合的浮动头连接块。
12、本发明的进一步改进还有,位移板上下两侧的垫块呈相对应的环形阵列分布。
13、本发明的进一步改进还有,位移板上侧的垫块包括与位移板上侧连接安装的浮动垫块b和与顶升顶板下侧连接安装的浮动垫块c,浮动垫块b和浮动垫块c对应设置;位移板下侧的垫块包括与位移板下侧连接安装的浮动垫块a。
14、本发明的进一步改进还有,顶升底板上安装有能够对位移板前后极限位置限位的位移板限位装置b和位移板限位装置a。
15、本发明另一方面是通过下述技术方案来实现的:
16、一种车辆轮毂螺栓压装工艺,包括以下步骤:
17、s1:顶升气缸伸出,使顶升顶板和旋转盘升起,通过旋转盘对流转至压装装置的轮毂托盘进行支撑,并通过定位销对轮毂托盘进行定位;
18、s2:位移板推送气缸推动位移板向前滑动,使浮动垫块c和浮动垫块b上下对齐;
19、s3:顶升气缸回缩,顶升顶板回落,浮动垫块c处于浮动垫块b上侧,浮动垫块a处于顶升底板上侧;
20、s4:锁止气缸回缩,解除对旋转盘的锁止;
21、s5:变位气缸动作,带动旋转盘旋转18度,通过压装伺服电缸动作对轮毂螺栓进行一次压装,然后压装伺服电缸回缩;
22、s6:变位气缸反向动作,带动旋转盘反向旋转36度,通过压装伺服电缸动作对剩余的轮毂螺栓进行二次压装,然后压装伺服电缸回缩;
23、s7:变位气缸复位;锁止气缸伸出,对旋转盘进行锁止定位;顶升气缸伸出,对轮毂托盘放行;位移板推送气缸回缩,带动位移板复位;顶升气缸回缩,带动顶升顶板和旋转盘复位。
24、从以上技术方案可以看出,本发明的有益效果是:
25、锁止气缸初始状态为伸出状态,即对旋转盘为锁止状态,顶升气缸伸出,使顶升顶板和旋转盘升起,通过旋转盘对轮毂托盘进行定位支撑;位移板推送气缸伸出推动位移板向前滑动;顶升气缸回缩,顶升顶板、旋转盘和轮毂托盘回落,位移板上下两侧的垫块分别与顶升顶板和顶升底板支撑,以避免对顶升气缸直接下压损坏,且保证压装过程无空行程;锁止气缸回缩,解除对旋转盘的锁止;变位气缸动作,带动旋转盘旋转18度;五个压装伺服电缸下压动作,通过其下端的压头对轮毂螺栓进行一次压装,然后压装伺服电缸回缩;变位气缸反向动作,带动旋转盘反向旋转36度;五个压装伺服电缸下压动作,通过其下端的压头对轮毂螺栓进行二次压装,然后压装伺服电缸回缩;从而实现十个轮毂螺栓的可靠、精确、高效压装。整体结构简单,使用便捷,运行稳定可靠,实用性好,可对轮毂螺栓高效、可靠、安全、精确压装,避免出现压装错位和压不实问题,有效降低生产装配成本,降低劳动强度,提高安全性。
技术特征:
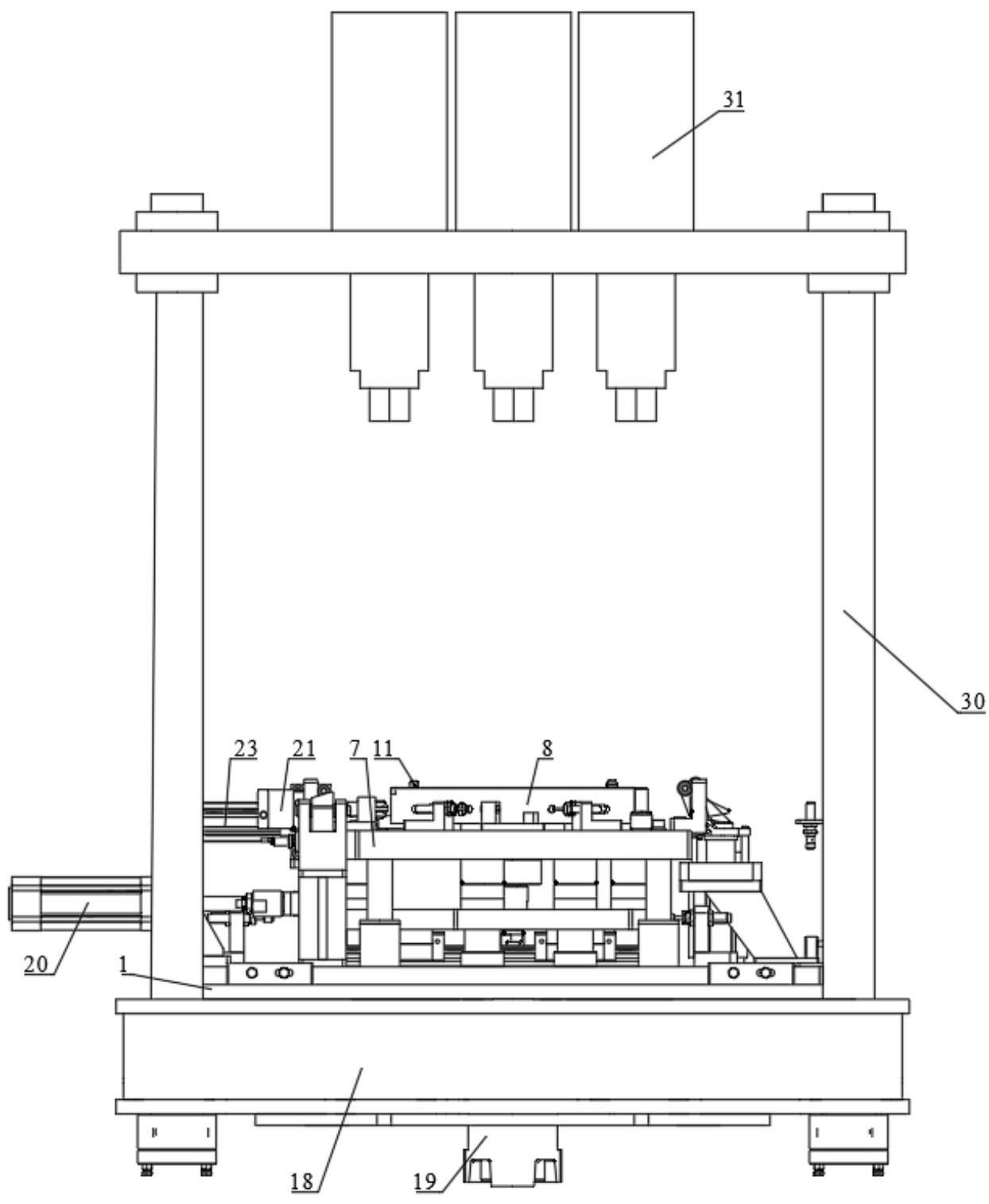
1.一种车辆轮毂螺栓压装装置,包括能够对轮毂托盘支撑定位的支撑平台和设置于支撑平台上侧的压装伺服电缸(31),其特征在于,支撑平台包括从上到下依次设置的旋转盘(8)、顶升顶板(7)、位移板(3)、顶升底板(1)和底座(18);旋转盘(8)用于对轮毂托盘支撑定位,旋转盘(8)与顶升顶板(7)转动连接安装;顶升底板(1)固定安装于底座(18)上侧,顶升顶板(7)与顶升底板(1)上下滑动连接安装;位移板(3)与顶升底板(1)前后滑动连接安装,且位移板(3)上下两侧分别设有垫块,顶升底板(1)上安装有与位移板(3)连接的位移板推送气缸(20);底座(18)上安装有竖立的顶升气缸(19),顶升气缸(19)伸缩轴端向上依次穿过顶升底板(1)和位移板(3),并与顶升顶板(7)连接;顶升顶板(7)上安装有与旋转盘(8)连接并能够对旋转盘(8)旋转驱动的变位气缸(23)和能够对旋转盘(8)锁止定位的锁止气缸(21)。
2.根据权利要求1所述的车辆轮毂螺栓压装装置,其特征在于,变位气缸(23)伸缩轴端转动连接安装有推拉杆(24),推拉杆(24)远离变位气缸(23)的一端与旋转盘(8)侧面转动连接安装。
3.根据权利要求1所述的车辆轮毂螺栓压装装置,其特征在于,旋转盘(8)侧面开设有v型的锁止缺口(81),锁止气缸(21)伸缩轴端安装有能够与锁止缺口(81)卡合的锁止滚轮(22)。
4.根据权利要求1所述的车辆轮毂螺栓压装装置,其特征在于,旋转盘(8)侧面还安装有定位块(25),顶升顶板(7)上安装有能够对定位块(25)转动极限位置限位的定位块限位装置a(26)和定位块限位装置b(27)。
5.根据权利要求1所述的车辆轮毂螺栓压装装置,其特征在于,旋转盘(8)上侧设有能够对轮毂托盘定位的定位销(11)。
6.根据权利要求1所述的车辆轮毂螺栓压装装置,其特征在于,顶升气缸(19)伸缩轴端安装有顶升气缸浮动头(13),顶升顶板(7)下侧安装有与顶升气缸浮动头(13)配合的浮动头连接块(12)。
7.根据权利要求1所述的车辆轮毂螺栓压装装置,其特征在于,位移板(3)上下两侧的垫块呈相对应的环形阵列分布。
8.根据权利要求1所述的车辆轮毂螺栓压装装置,其特征在于,位移板(3)上侧的垫块包括与位移板(3)上侧连接安装的浮动垫块b(5)和与顶升顶板(7)下侧连接安装的浮动垫块c(6),浮动垫块b(5)和浮动垫块c(6)对应设置;位移板(3)下侧的垫块包括与位移板(3)下侧连接安装的浮动垫块a(2)。
9.根据权利要求1所述的车辆轮毂螺栓压装装置,其特征在于,顶升底板(1)上安装有能够对位移板(3)前后极限位置限位的位移板限位装置b(29)和位移板限位装置a(28)。
10.一种车辆轮毂螺栓压装工艺,其特征在于,包括以下步骤:s1:顶升气缸(19)伸出,使顶升顶板(7)和旋转盘(8)升起,通过旋转盘(8)对流转至压装装置的轮毂托盘进行支撑,并通过定位销(11)对轮毂托盘进行定位;s2:位移板推送气缸(20)推动位移板(3)向前滑动,使浮动垫块c(6)和浮动垫块b(5)上下对齐;s3:顶升气缸(19)回缩,顶升顶板(7)回落,浮动垫块c(6)处于浮动垫块b(5)上侧,浮动垫块a(2)处于顶升底板(1)上侧;s4:锁止气缸(21)回缩,解除对旋转盘(8)的锁止;s5:变位气缸(23)动作,带动旋转盘(8)旋转18度,通过压装伺服电缸(31)动作对轮毂螺栓进行一次压装,然后压装伺服电缸(31)回缩;s6:变位气缸(23)反向动作,带动旋转盘(8)反向旋转36度,通过压装伺服电缸(31)动作对剩余的轮毂螺栓进行二次压装,然后压装伺服电缸(31)回缩;s7:变位气缸(23)复位;锁止气缸(21)伸出,对旋转盘(8)进行锁止定位;顶升气缸(19)伸出,对轮毂托盘放行;位移板推送气缸(20)回缩,带动位移板(3)复位;顶升气缸(19)回缩,带动顶升顶板(7)和旋转盘(8)复位。
技术总结
本发明公开一种车辆轮毂螺栓压装装置及压装工艺,属于轮毂螺栓压装技术领域,包括压装伺服电缸、旋转盘、顶升顶板、位移板、顶升底板和底座;旋转盘与顶升顶板转动连接;位移板与顶升底板前后滑动连接,位移板上下侧设垫块,顶升底板上安装位移板推送气缸;底座上安装顶升气缸,顶升气缸端部与顶升顶板连接;顶升顶板上安装变位气缸和锁止气缸。使用时,顶升气缸伸出,对轮毂托盘定位支撑;位移板滑动;顶升气缸回缩,垫块支撑;旋转盘解锁;旋转盘旋转;压装伺服电缸一次压装并回缩;旋转盘反向旋转;进行二次压装;可对轮毂螺栓高效、可靠、安全、精确压装,有效降低生产装配成本,降低劳动强度,提高安全性。
技术研发人员:姚志刚,张勇,高杉,田佩佩,张石磊,高阔
受保护的技术使用者:重汽(济南)车桥有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!