一种装配按钮设备的制作方法
本发明涉及一种装配按钮设备。
背景技术:
1、按钮是一种结构简单,应用十分广泛的主令电器。在电气自动控制电路中,用于手动发出控制信号以控制接触器、继电器、电磁起动器等。按钮已经被广泛地应用到我们生活中的各个领域,特别在工业自动化设备上的应用非常广泛。但由于其结构小巧,形状难以定位,现有的装配按钮工序通常还是采用人工结合工装组装的方法,装配效率低。
2、虽然市面上也有一些自动化的装配设备,但往往一个产品上需要装配多个按钮的情况,需要多次按压装配,无法一次性按压完成多个按钮的同时装配。而且装配时力道不好控制,往往无法确保每个都装配到位,还需通过再次检验的方式进行确认,造成装配效率低下。
3、因此,提高装配按钮自动化程度,增加按钮一次性装配数量,且确保装配一次性成功,减少检验及重复装配,提高工作效率,变得很有必要。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺陷,提供一种可实现同时装入多个按钮,大大提高装配效率的设备。
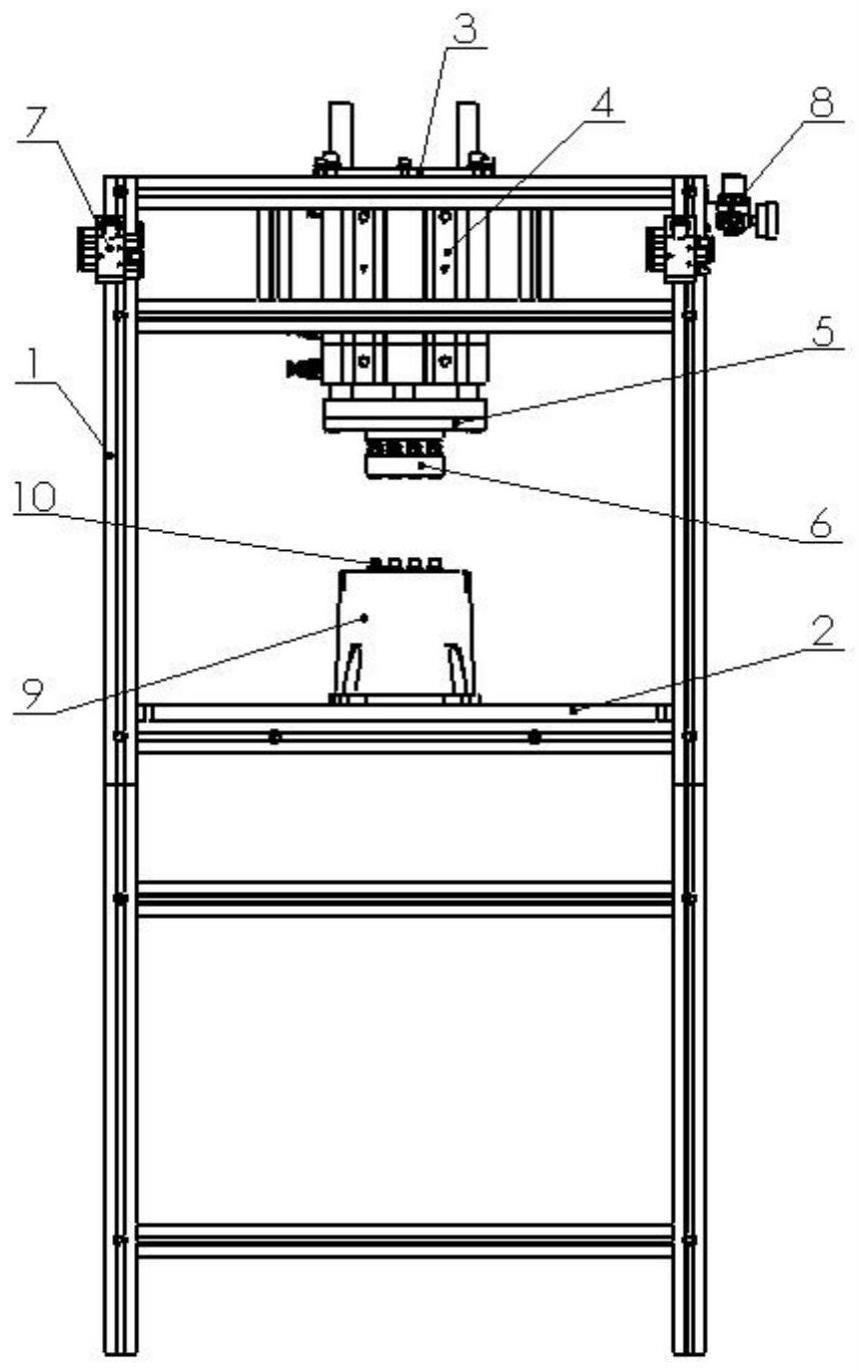
2、为了达到上述目的,本发明提供了一种装配按钮设备,包括设备框架、操作平台、气缸支撑架、气缸、压头安装板、压头组件、二位五通阀、调压阀;操作平台固定设于设备框架上;气缸支撑架固定设于设备框架上,并位于操作平台的正上方;压头组件通过压头安装板与气缸连接;压头组件上设有多个按钮孔,按钮孔上方对应设有弹性按压装置;二位五通阀、调压阀分别固定设于设备框架上,调压阀通过输气管依次连接二位五通阀和气缸;当进行按钮装配时,待装产品放置于操作平台上,待安装按钮置于压头组件上对应的按钮孔内,调节二位五通阀连通气路,气缸推动压头组件向下移动至接触待装产品表面,弹性按压装置继续被气缸推动向下实现二次按压。
3、本发明利用气缸和压头组件配合使用,实现多个按钮同时按压装配,大大提高了装配效率。同时弹性按压装置的设计,可以对按钮实现二次按压,确保压合到位,提高了装配的可靠性。
4、进一步的,压头组件包括垫板、固定螺钉、顶杆、外部压块、轴套、弹簧;所述顶杆、轴套和弹簧组成上述弹性按压装置;该弹性按压装置为多组,与按钮孔一一对应;每组弹性按压装置的顶杆均通过固定螺钉与垫板固定;顶杆通过轴套与外部压块进行连接,外部压块可沿顶杆轴向上下滑动,且顶杆位于对应按钮孔的孔内;弹簧套设于外部压块与垫板之间的轴套位置处,弹簧两端分别抵触外部压块和垫板。
5、本发明利用外部压块与垫板之间轴套位置处设置的弹簧,可对外部压块起到缓冲作用。从而,外部压块对按钮进行第一次按压,外部压块碰到产品表面后无法进行进一步按压,此时顶杆可继续对按钮进行二次按压到位,使得按钮充分按压到位,确保了装配的可靠性。
6、进一步的,压头组件上的按钮孔排布为多种类型待装产品的按钮分布组合。在安装时根据待装产品的类型,在对应的按钮孔中装入按钮,实现一次同时装配,由此实现对多种类型产品的适配,
7、进一步的,二位五通阀为两个;调压阀依次经两个二位五通阀后与对应的气缸连通。两个二位五通阀串联,因此在气缸启动时,必须同时操作,能有效防止一只手操作,另一只手不小心被压到。
8、进一步的,压头组件还包括磁钢;磁钢为多个,分别设于顶杆底部、按钮孔内。利用磁钢实现按钮的吸附性安装,提高了装入效率。
9、进一步的,相邻按钮孔内的磁钢极性方向相反。如此,安装时只有相反磁性方向的按钮可被相邻压块吸住,从而使得相邻按钮要求磁钢磁性相反的按钮可快速得到识别,进一步提高了装配效率。
10、进一步的,操作平台上设有定位装置,通过定位装置固定待装产品。
11、进一步的,定位装置采用定位销;所述操作平台上设有多个定位孔,与待装产品上的安装孔对应,通过定位销穿过安装孔固定于定位孔内。
12、本发明相比现有技术具有以下优点:
13、本发明装配按钮设备通过压头组件带磁钢的简易结构,实现了按钮的吸附性安装,提高了装入效率;同时,外部压头带多个吸附孔,可进行多个按钮同时按压装配,大大提高了装配效率;另外,压头组件的特殊结构,使得按钮可进行二次按压,确保压合到位,提高了装配的可靠性。
技术特征:
1.一种装配按钮设备,其特征在于,包括设备框架、操作平台、气缸支撑架、气缸、压头安装板、压头组件、二位五通阀、调压阀;所述操作平台固定设于设备框架上;所述气缸支撑架固定设于设备框架上,并位于所述操作平台的正上方;所述压头组件通过压头安装板与气缸连接;所述压头组件上设有多个按钮孔,按钮孔上方对应设有弹性按压装置;所述二位五通阀、调压阀分别固定设于所述设备框架上,调压阀通过输气管依次连接二位五通阀和气缸;当进行按钮装配时,待装产品放置于所述操作平台上,待安装按钮置于所述压头组件上对应的按钮孔内,调节二位五通阀连通气路,气缸推动压头组件向下移动至接触待装产品表面,弹性按压装置继续被气缸推动向下实现二次按压。
2.根据权利要求1所述的装配按钮设备,其特征在于,所述压头组件包括垫板、固定螺钉、顶杆、外部压块、轴套、弹簧;所述顶杆、轴套和弹簧组成所述弹性按压装置;所述弹性按压装置为多组,与所述按钮孔一一对应;每组弹性按压装置的顶杆均通过固定螺钉与垫板固定;所述顶杆通过轴套与外部压块进行连接,外部压块可沿顶杆轴向上下滑动,且顶杆位于对应按钮孔的孔内;所述弹簧套设于外部压块与垫板之间的轴套位置处,弹簧两端分别抵触外部压块和垫板。
3.根据权利要求2所述的装配按钮设备,其特征在于,所述压头组件上的按钮孔排布为多种类型待装产品的按钮分布组合。
4.根据权利要求2所述的装配按钮设备,其特征在于,所述二位五通阀为两个;
5.根据权利要求2所述的装配按钮设备,其特征在于,所述压头组件还包括磁钢;所述磁钢设于顶杆底部、按钮孔内,且相邻按钮孔内的磁钢极性方向相反。
6.根据权利要求2所述的装配按钮设备,其特征在于,所述操作平台上设有定位装置,通过定位装置固定待装产品。
7.根据权利要求6所述的装配按钮设备,其特征在于,所述定位装置采用定位销;所述操作平台上设有多个定位孔,与待装产品上的安装孔对应,通过定位销穿过安装孔固定于定位孔内。
技术总结
本发明公开了一种装配按钮设备,包括设备框架、操作平台、气缸支撑架、气缸、压头安装板、压头组件、二位五通阀、调压阀。操作平台、气缸支撑架均固定在设备框架上,气缸安装于气缸支撑架上;压头组件通过压头安装板与气缸连接,为装配按钮提供驱动结构。二位五通阀、调压阀通过输气管与气缸连通,组建设备的动力系统和控制系统。本发明通过操作平台对需安装按钮的产品进行固定和定位,再由气缸提供动力,由压头组件将按钮压入产品,可同时装入多个按钮,大大提高装配效率。同时压头组件的特殊结构,可对按钮进行二次按压,确保压合到位,提升了装配的可靠性。
技术研发人员:王成,禹建勇,夏前好,武文俊,高人翔,赵淳洁
受保护的技术使用者:南京拓耘达智慧科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!