一种厚板环焊缝多层激光-电弧复合焊接装置及方法
本发明属于厚板焊接,尤其涉及一种厚板环焊缝多层激光-电弧复合焊接装置及方法。
背景技术:
1、管道环形件焊接一般来说焊接所需时间较长,因此整个焊接过程是一个局部快速加热到高温,并随后快速冷却的过程,焊接过程中包括了许多物理现象的综合作用,如焊接加热时的电磁、传热、金属的熔化和凝固、焊接加热完成后冷却过程中的相变、焊接应力和变形等,要得到一个高质量的焊接结构,所有的这些因素都必须得到严格的控制。
2、激光-电弧复合焊接是将激光和电弧两种热源相结合,克服单一热源的不足,提高能量利用率,并保证焊接过程的高质量以及良好的稳定性。采用激光-电弧复合焊接,具有高效率、大熔深、小变形、低热输入等优点,以获得低成本、高效率、高适应性的效果。
3、对于厚板环焊缝的焊接需要经历打底焊、多层填充焊接。多层填充焊接时,由于填充层较多,会造成热损伤大、焊缝晶粒粗大、焊接效率低、焊缝气孔、焊缝未熔合等问题。
技术实现思路
1、本发明的目的是提供一种厚板环焊缝多层激光-电弧复合焊接装置及方法,以解决上述问题,达到提高打底焊、多层填充焊接的效率,提高熔滴过渡的稳定性,降低焊接缺陷的产生,提高焊缝组织及力学性能的目的。
2、为实现上述目的,本发明提供了如下方案:一种厚板环焊缝多层激光-电弧复合焊接方法,包括如下步骤:
3、加工坡口;在厚板环形焊接工件的焊缝两侧之间加工出带有钝边的坡口并对所述厚板环形焊接工件进行表面处理,去除表面杂质;
4、焊接件固定;将所述厚板环形焊接工件通过夹持部进行固定;
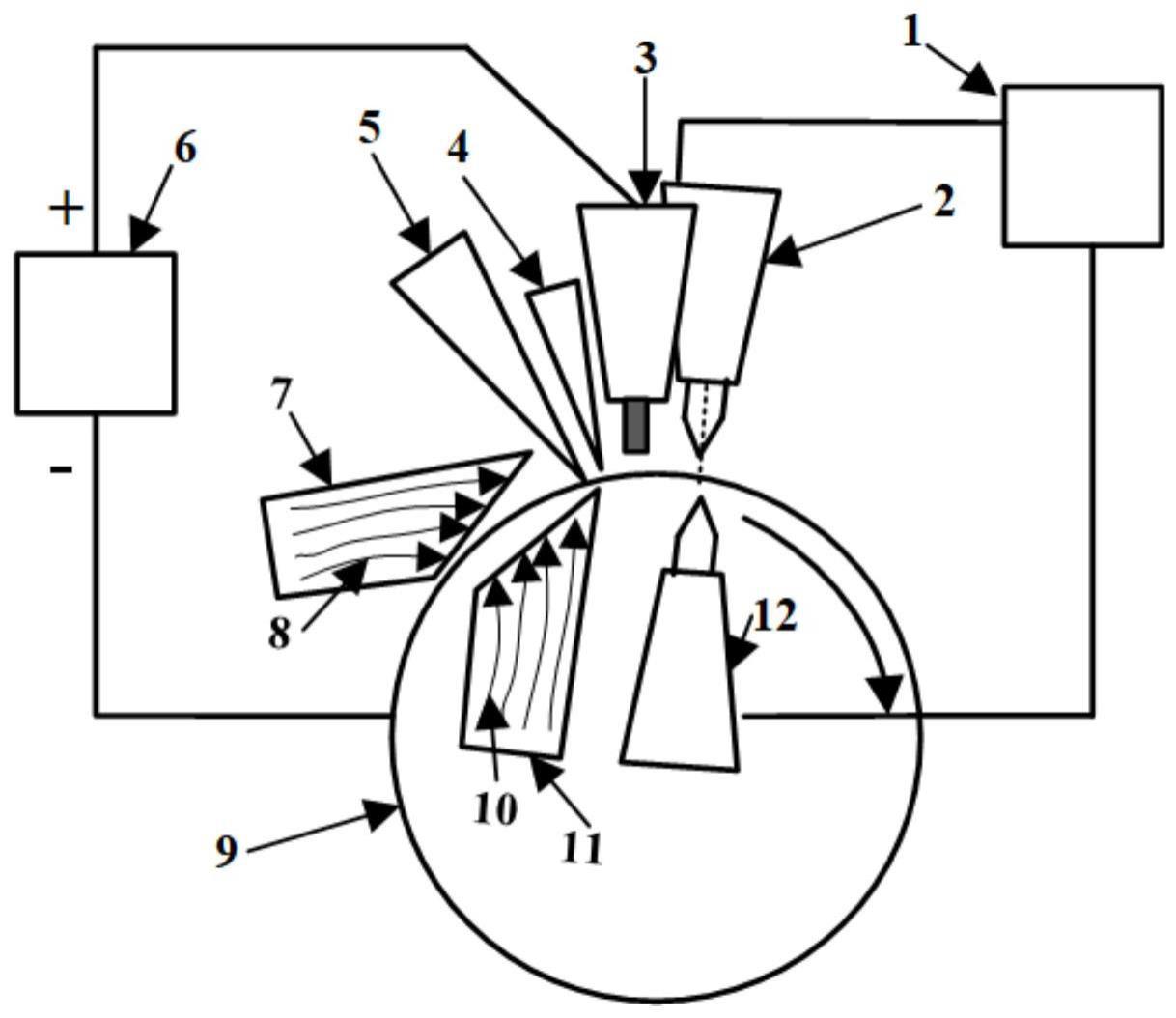
5、打底焊接;沿焊接方向,在所述厚板环形焊接工件外表面依次布置第一tig焊枪、mig/mag焊枪、第二激光器、第一激光器和第一保护气喷嘴,在所述厚板环形焊接工件的内部依次布置第二tig焊枪和第二保护气喷嘴,之后进行焊接操作;
6、多层填充焊接;沿焊接方向,在所述厚板环形焊接工件外表面通过摆动部依次布置焊丝、第一tig焊枪、第一激光器、第二激光器、mig/mag焊枪和第一保护气喷嘴,之后进行焊接操作。
7、优选的,在进行所述打底焊接时,所述第一tig焊枪和所述第二tig焊枪分别对称布置于所述厚板环形焊接工件的外表面和内部,所述第一保护气喷嘴和所述第二保护气喷嘴分别对称布置于所述厚板环形焊接工件的外表面和内部,所述mig/mag焊枪位于所述厚板环形焊接工件的正上方。
8、优选的,在进行所述打底焊接时,所述第一tig焊枪或所述第二tig焊枪分别电性连接有tig电源的正极或负极,所述mig/mag焊枪电性连接有mig/mag电源的正极,所述厚板环形焊接工件与所述mig/mag电源的负极电性连接。
9、优选的,在进行所述多层填充焊接时,所述第一tig焊枪位于所述厚板环形焊接工件的正上方。
10、优选的,在进行所述多层填充焊接时,所述第一tig焊枪与所述tig电源的负极电性连接,所述焊丝与所述tig电源的正极电性连接,所述mig/mag焊枪与所述mig/mag电源的正极电性连接,所述厚板环形焊接工件与所述mig/mag电源的负极电性连接。
11、优选的,所述第一激光器的功率为800~10000w,所述第二激光器的功率为80~4000w。
12、一种厚板环焊缝多层激光-电弧复合焊接装置,包括夹持部和摆动部,所述夹持部包括固定连接在工作台上的底座,所述底座上转动连接有夹紧组件,所述夹紧组件用于夹固所述厚板环形焊接工件并使所述厚板环形焊接工件在所述底座上可进行转动。
13、优选的,所述摆动部包括夹具,所述夹具用于夹持所述第一tig焊枪、第一激光器、第二激光器、mig/mag焊枪和所述第一保护气喷嘴,所述夹具上还夹持有振动装置,所述振动装置用于夹持所述焊丝,所述夹具上固定连接有同步摆动装置,所述同步摆动装置和所述夹具用来使所述焊丝、第一tig焊枪、第一激光器、第二激光器、mig/mag焊枪和所述第一保护气喷嘴在焊接时可沿所述厚板环形焊接工件的外表面进行同步摆动,所述同步摆动装置可拆卸连接在所述工作台上。
14、本发明具有如下技术效果:
15、1.打底焊接时,第一tig焊枪和第二tig焊枪对称位于厚板环形焊接工件的外边面和内部,两个tig焊枪之间的tig电弧可以预热/熔融对接焊缝的母材,有利于mig/mag焊枪的焊丝熔化后进入环形件对接间隙的润湿铺展性,而且可以利用电弧吹力让mig/mag焊枪的焊丝熔化的熔滴流向第一激光器形成的熔池中;
16、2.多层填充焊接时,第一tig焊枪和焊丝可以使焊丝熔化形成液态金属后借助振动装置使液态熔滴不断滴入熔池中,有利于提高焊缝成型质量。可实现大填充量的高效焊接,对母材的热输入影响较小,大大降低了接头的变形量、使母材焊缝组织晶粒细小、力学性能得到提高;
17、3.打底焊接、多层填充焊接时,mig/mag焊枪向前送进或者回抽过程中,第二激光器与焊丝的光丝间距较近均能起到吸引压缩电弧的复合作用,提高了电弧稳定性及熔滴过渡的稳定性、增大熔滴过渡频率,焊丝距离第一激光器形成的匙孔较远可降低对匙孔的冲击提高熔池的稳定性,降低焊接气泡的产生,降低焊缝气孔率。
18、4.打底焊时,环焊缝外表面和内部的熔池有第一保护气喷嘴和第二保护气喷嘴喷射保护气,可防止液态金属下淌及焊缝下榻等焊接缺陷;多层填充焊接时,环焊缝上方熔池有第一保护气喷嘴喷射保护气,防止液态金属下淌等焊接缺陷,进一步焊缝成型质量;
19、5.多层填充焊接时,通过摆动部带动第一tig焊枪、焊丝、第一激光器、第二激光器、mig/mag焊枪同步摆动,提高环形件焊缝间隙的侧壁熔合性,避免焊接缺陷的产生。
技术特征:
1.一种厚板环焊缝多层激光-电弧复合焊接方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种厚板环焊缝多层激光-电弧复合焊接方法,其特征在于:在进行所述打底焊接时,所述第一tig焊枪(2)和所述第二tig焊枪(12)分别对称布置于所述厚板环形焊接工件(9)的外表面和内部,所述第一保护气喷嘴(7)和所述第二保护气喷嘴(11)分别对称布置于所述厚板环形焊接工件(9)的外表面和内部,所述mig/mag焊枪(3)位于所述厚板环形焊接工件(9)的正上方。
3.根据权利要求1所述的一种厚板环焊缝多层激光-电弧复合焊接方法,其特征在于:在进行所述打底焊接时,所述第一tig焊枪(2)或所述第二tig焊枪(12)分别电性连接有tig电源(1)的正极或负极,所述mig/mag焊枪(3)电性连接有mig/mag电源(6)的正极,所述厚板环形焊接工件(9)与所述mig/mag电源(6)的负极电性连接。
4.根据权利要求1所述的一种厚板环焊缝多层激光-电弧复合焊接方法,其特征在于:在进行所述多层填充焊接时,所述第一tig焊枪(2)位于所述厚板环形焊接工件(9)的正上方。
5.根据权利要求3所述的一种厚板环焊缝多层激光-电弧复合焊接方法,其特征在于:在进行所述多层填充焊接时,所述第一tig焊枪(2)与所述tig电源(1)的负极电性连接,所述焊丝(13)与所述tig电源(1)的正极电性连接,所述mig/mag焊枪(3)与所述mig/mag电源(6)的正极电性连接,所述厚板环形焊接工件(9)与所述mig/mag电源(6)的负极电性连接。
6.根据权利要求1所述的一种厚板环焊缝多层激光-电弧复合焊接方法,其特征在于:所述第一激光器(5)的功率为800~10000w,所述第二激光器(4)的功率为80~4000w。
7.一种厚板环焊缝多层激光-电弧复合焊接装置,包括上述权利要求1一种厚板环焊缝多层激光-电弧复合焊接方法中的夹持部和摆动部,其特征在于:所述夹持部包括固定连接在工作台上的底座,所述底座上转动连接有夹紧组件,所述夹紧组件用于夹固所述厚板环形焊接工件(9)并使所述厚板环形焊接工件(9)在所述底座上可进行转动。
8.根据权利要求7所述的一种厚板环焊缝多层激光-电弧复合焊接装置,其特征在于:所述摆动部包括夹具,所述夹具用于夹持第一tig焊枪(2)、第一激光器(5)、第二激光器(4)、mig/mag焊枪(3)和所述第一保护气喷嘴(7),所述夹具上还夹持有振动装置,所述振动装置用于夹持所述焊丝(13),所述夹具上固定连接有同步摆动装置(15),所述同步摆动装置(15)和所述夹具用来使所述焊丝(13)、第一tig焊枪(2)、第一激光器(5)、第二激光器(4)、mig/mag焊枪(3)和所述第一保护气喷嘴(7)在焊接时可沿所述厚板环形焊接工件(9)的外表面进行同步摆动,所述同步摆动装置(15)可拆卸连接在所述工作台上。
技术总结
本发明属于厚板焊接技术领域,提供一种厚板环焊缝多层激光‑电弧复合焊接装置及方法,包括如下步骤:加工坡口并对厚板环形焊接工件进行表面处理,去除表面杂质;固定焊接件;布置焊枪、激光器和保护气喷嘴,进行打底焊接;重新布置焊枪、激光器和保护气喷嘴进行多层填充焊接。本发明可以提高打底焊、多层填充焊接的效率,提高熔滴过渡的稳定性,降低焊接缺陷的产生,提高焊缝组织及力学性能。
技术研发人员:彭进,凌自成,许红巧,王星星,谢世华,原志鹏,施建军,倪增磊,李帅,夏鸿博,苏轩
受保护的技术使用者:华北水利水电大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!