一种注塑模具焊接装置的制作方法
本发明属于激光焊接辅助,特别是涉及一种注塑模具焊接装置。
背景技术:
1、激光焊接技术具有焊接速度快、焊缝宽度小、加工精度高、焊缝质量好等优势,被广泛应用于高精度机械制造业。其中,在模具加工领域,激光焊接常被用于进行模具的制造和修复,以缩短模具的生产周期,提高模具的制造精度,并延长模具的使用寿命,以降低生产成本。
2、目前,在对模具进行激光焊接时,一般是将需要焊接的模具固定在焊接座上,通过焊接座带动模具移动,使激光焊接头对模具上需要焊接的位置进行激光焊接。例如授权公告号为cn211564841u的中国专利所公开的一种激光模具焊接机,在底座上活动连接有焊接座,在焊接座的顶部通过中心轴转动连接有焊接台,焊接台的底部还设置有助力轮。在进行焊接时,将需要焊接的模具放置在焊接台上,通过中心轴和助力轮带动模具进行角度调节,同时还可以通过底座上的驱动轴带动焊接座左右移动,以进行位置调节,从而对模具进行各个角度的焊接,操作较为方便。
3、但是,当模具上的焊接轨迹为不规则的曲线或折线时,仅依靠底座上的角度调节结构和位置调节结构来实现精确焊接的难度较大,为了满足焊缝质量和焊接效率的需求,需要熟练技工控制激光焊接头进行人工操作,具有较大的操作局限性。并且,在焊接前,还需要对模具的焊接部位进行预热,在焊接完成后,还需要对焊缝进行热处理等操作,这些步骤也都需要熟练技工进行操作,耗时较长,劳动强度较大,操作非常不便。
技术实现思路
1、基于此,有必要针对现有技术所存在的问题,提供一种注塑模具焊接装置,以解决现有技术中的激光焊接装置在焊接不规则焊缝时操作不便的问题。
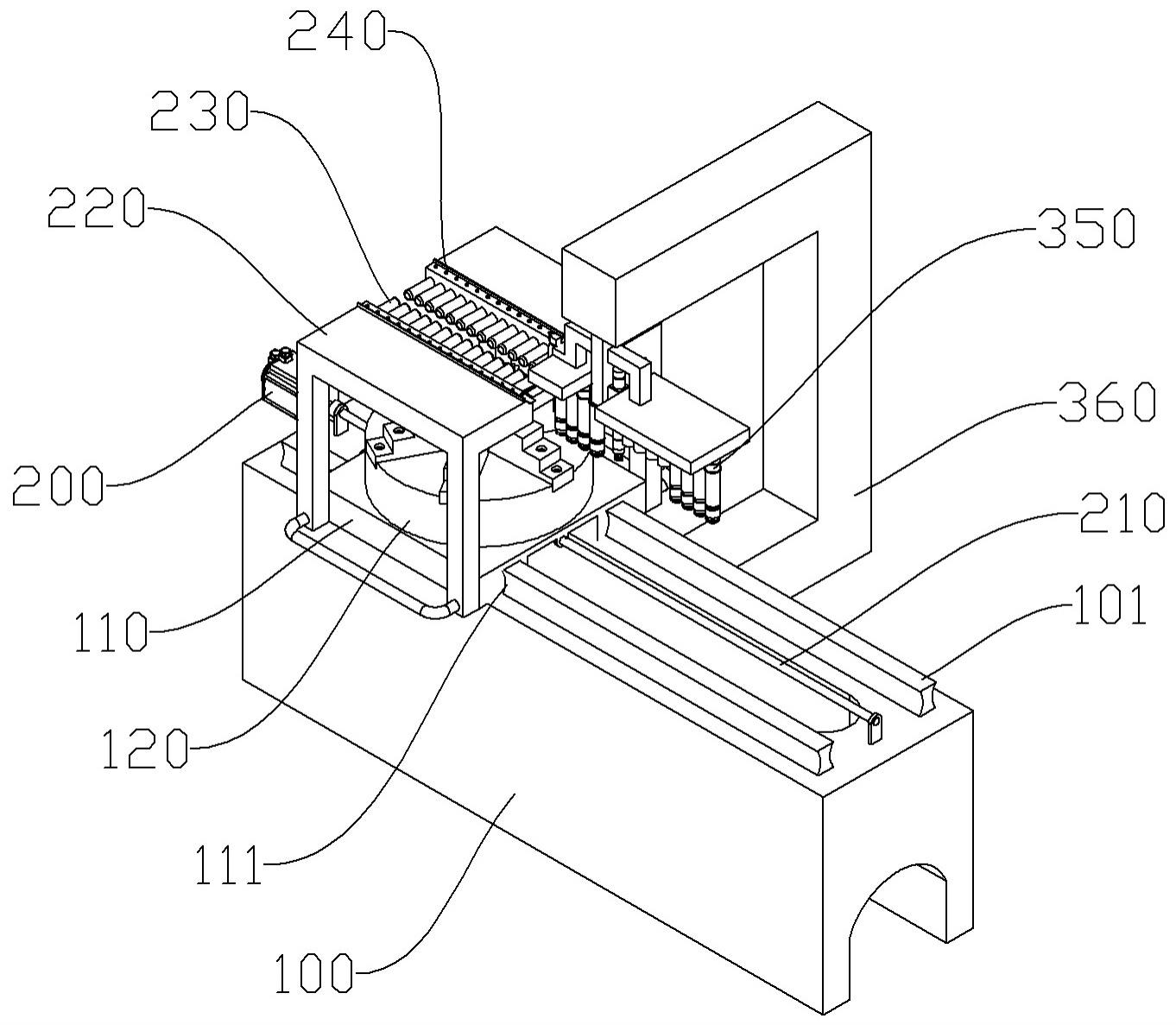
2、上述目的通过下述技术方案实现:一种注塑模具焊接装置,包括底座、固定机构、驱动机构和焊接组件,需要焊接的模具固定安装在所述固定机构上,所述固定机构沿前后方向导向装配在所述底座上,所述驱动机构能够带动所述固定机构在所述底座上前后移动,所述焊接组件能够对所述固定机构上的模具进行激光焊接,还包括安装架、检测组件、控制组件、预热组件、引导机构和热处理组件,所述检测组件能够检测所述模具上需要焊接的缝隙,所述热处理组件、焊接组件和预热组件在所述安装架上从前到后依次并列设置,所述预热组件、焊接组件和热处理组件均能够在所述安装架上沿左右方向水平移动,且所述预热组件、焊接组件和热处理组件的宽度相同,所述引导机构设置在所述固定机构的上方,所述固定机构能够带动所述引导机构同步移动,所述控制组件能够控制所述预热组件左右平移,所述控制组件还能够控制所述预热组件、焊接组件和热处理组件的启闭;初始状态下,所述固定机构位于所述预热组件的后侧,当所述驱动机构带动所述固定机构向前移动时,所述控制组件控制所述预热组件沿左右方向平移,以使所述预热组件与所述模具上需要焊接的缝隙保持上下对应,所述引导机构能够记录所述预热组件在所述引导机构上的移动路径,并根据所述移动路径引导后续的焊接组件和热处理组件移动。
3、进一步地,所述引导机构包括液压箱体和两排触指,所述液压箱体上设置有沿前后方向延伸的引导通道,两排触指分别沿左右方向密封导向装配在所述引导通道的左、右两侧壁上,所述液压箱体的内腔能够推动两排触指相互抵顶配合,当所述预热组件通过所述引导通道时,所述预热组件能够推动两排触指分别向左右两侧移动,两排触指在相互远离后能够自动锁止,以记录所述预热组件在所述引导通道内的移动路径。
4、进一步地,所述液压箱体内设置有连通腔和定位腔,所述定位腔的数量与所述触指的数量相同,所述触指一一对应地密封导向装配在所述定位腔内,所述定位腔与所述连通腔之间设置有感应阀,所述预热组件的后侧相邻设置有感应件;当所述感应件与所述感应阀的距离小于设定值时,所述感应阀自动打开,使所述连通腔与所述定位腔连通,所述预热组件能够推动所述触指在所述定位腔内移动;当所述感应件与所述感应阀的距离大于设定值时,所述感应阀自动关闭,将所述连通腔与所述定位腔隔开,以锁定所述触指的位置。
5、进一步地,所述感应件采用磁性材料制成,所述感应阀包括移动块、密封塞和复位弹簧,所述密封塞能够封堵分隔所述连通腔和定位腔,所述移动块与所述密封塞固定连接,所述移动块采用磁性材料制成,所述感应件能够吸引所述移动块移动,以带动所述密封塞移动,从而解除对所述连通腔和定位腔的分隔,所述复位弹簧能够带动所述密封塞自动复位,以重新分隔所述连通腔和定位腔。
6、进一步地,所述固定机构包括滑动座和卡盘,所述卡盘固定设置在所述滑动座上,以用于固定所述模具,所述滑动座的底部与所述底座沿前后方向导向配合,所述滑动座能够带动所述卡盘和所述模具前后移动。
7、进一步地,所述滑动座的底部设置有前后延伸的滑槽,所述底座上设置有前后延伸的导轨,所述滑槽与所述导轨沿前后方向导向配合,以使所述滑动座能够在所述底座上沿前后方向导向移动。
8、进一步地,所述驱动机构包括电机和驱动丝杠,所述驱动丝杠沿前后方向延伸,所述滑动座与所述驱动丝杠螺旋配合,所述电机能够带动所述驱动丝杠自转,以带动所述滑动座前后移动。
9、进一步地,所述预热组件包括多个预热头,所述控制组件能够分别控制各个预热头的启闭,以对所述模具上需要焊接的缝隙进行预热,所述预热头能够在所述安装架上左右移动。
10、进一步地,所述焊接组件与所述热处理组件在前后方向上间隔设置,所述热处理组件包括多个温度调节头,所述控制组件能够分别控制各个温度调节头的启闭,以对所述模具上的焊缝进行焊后热处理,所述温度调节头能够在所述安装架上左右移动。
11、进一步地,所述焊接组件与所述热处理组件之间设置有风冷组件,所述风冷组件能够向所述模具上的焊缝通风。
12、本发明的有益效果在于:在固定机构上设置引导机构,记录预热组件在通过引导机构时的移动路径,从而引导后续的焊接组件和热处理组件的移动。使操作人员只需要控制预热组件沿模具上需要焊接的缝隙进行一次移动,后续的焊接组件和热处理组件就能沿着同样的移动路径快速地进行焊接和焊后热处理,大大简化了对不规则焊缝的激光焊接操作流程,且预热、焊接和焊后热处理操作可以同时、同步进行,使得整个焊接过程更加连贯,用时更短,降低了焊工的劳动强度,同时能够有效提高焊缝质量和焊接效率。
技术特征:
1.一种注塑模具焊接装置,包括底座、固定机构、驱动机构和焊接组件,需要焊接的模具固定安装在所述固定机构上,所述固定机构沿前后方向导向装配在所述底座上,所述驱动机构能够带动所述固定机构在所述底座上前后移动,所述焊接组件能够对所述固定机构上的模具进行激光焊接,其特征在于:
2.根据权利要求1所述的注塑模具焊接装置,其特征在于,所述引导机构包括液压箱体和两排触指,所述液压箱体上设置有沿前后方向延伸的引导通道,两排触指分别沿左右方向密封导向装配在所述引导通道的左、右两侧壁上,所述液压箱体的内腔能够推动两排触指相互抵顶配合,当所述预热组件通过所述引导通道时,所述预热组件能够推动两排触指分别向左右两侧移动,两排触指在相互远离后能够自动锁止,以记录所述预热组件在所述引导通道内的移动路径。
3.根据权利要求2所述的注塑模具焊接装置,其特征在于,所述液压箱体内设置有连通腔和定位腔,所述定位腔的数量与所述触指的数量相同,所述触指一一对应地密封导向装配在所述定位腔内,所述定位腔与所述连通腔之间设置有感应阀,所述预热组件的后侧相邻设置有感应件;
4.根据权利要求3所述的注塑模具焊接装置,其特征在于,所述感应件采用磁性材料制成,所述感应阀包括移动块、密封塞和复位弹簧,所述密封塞能够封堵分隔所述连通腔和定位腔,所述移动块与所述密封塞固定连接,所述移动块采用磁性材料制成,所述感应件能够吸引所述移动块移动,以带动所述密封塞移动,从而解除对所述连通腔和定位腔的分隔,所述复位弹簧能够带动所述密封塞自动复位,以重新分隔所述连通腔和定位腔。
5.根据权利要求1所述的注塑模具焊接装置,其特征在于,所述固定机构包括滑动座和卡盘,所述卡盘固定设置在所述滑动座上,以用于固定所述模具,所述滑动座的底部与所述底座沿前后方向导向配合,所述滑动座能够带动所述卡盘和所述模具前后移动。
6.根据权利要求5所述的注塑模具焊接装置,其特征在于,所述滑动座的底部设置有前后延伸的滑槽,所述底座上设置有前后延伸的导轨,所述滑槽与所述导轨沿前后方向导向配合,以使所述滑动座能够在所述底座上沿前后方向导向移动。
7.根据权利要求5或6所述的注塑模具焊接装置,其特征在于,所述驱动机构包括电机和驱动丝杠,所述驱动丝杠沿前后方向延伸,所述滑动座与所述驱动丝杠螺旋配合,所述电机能够带动所述驱动丝杠自转,以带动所述滑动座前后移动。
8.根据权利要求1所述的注塑模具焊接装置,其特征在于,所述预热组件包括多个预热头,所述控制组件能够分别控制各个预热头的启闭,以对所述模具上需要焊接的缝隙进行预热,所述预热头能够在所述安装架上左右移动。
9.根据权利要求1所述的注塑模具焊接装置,其特征在于,所述焊接组件与所述热处理组件在前后方向上间隔设置,所述热处理组件包括多个温度调节头,所述控制组件能够分别控制各个温度调节头的启闭,以对所述模具上的焊缝进行焊后热处理,所述温度调节头能够在所述安装架上左右移动。
10.根据权利要求9所述的注塑模具焊接装置,其特征在于,所述焊接组件与所述热处理组件之间设置有风冷组件,所述风冷组件能够向所述模具上的焊缝通风。
技术总结
本发明属于激光焊接辅助技术领域,特别是涉及一种注塑模具焊接装置。本发明的注塑模具焊接装置主要包括底座、固定机构、预热组件、引导机构、焊接组件和热处理组件,固定机构带动模具向前移动,预热组件、焊接组件和热处理组件从后向前依次排布且宽度相同,预热组件先通过引导机构,引导机构记录预热组件的移动路径,并引导后续的焊接组件和热处理组件进行左右移动调节,从而使后续的焊接组件与热处理组件的工作区域与预热组件保持一致。本发明的注塑模具焊接装置通过设置引导机构记录预热组件的移动路径,对后续的焊接和热处理行程进行引导调节,有效地提高了对不规则焊缝的焊接效率。
技术研发人员:苏东,何衍忱
受保护的技术使用者:深圳市悦和精密模具有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!