一种钢制板式散热器钎焊成型处理系统的制作方法
本发明涉及钎焊处理设备,尤其是一种钢制板式散热器钎焊成型处理系统。
背景技术:
1、钢制板式散热器主要是采用钎焊焊接工艺加工而成,其常见的生产工艺流程主要包括钢板对接点焊、打磨单片试压、组装焊接、试压、防腐涂装、烘干、包装、成品出库等;其中,焊接工艺作为影响钢制板式散热器成型质量的重要因素,其焊接质量的好坏直接影响整个钢制板式散热器的质量。
2、在钢制板式散热器的壳体焊接过程中常采用钎焊焊接处理的原因是:钎焊过程中加热温度较低,接头光滑平整,组织和机械性能变化小,变形小,工件尺寸精确,因此可以有效地保证钢制板式散热器的各钢制板材的焊接部位的相对平整性及光滑性,大幅度降低后续的打磨加工处理的难度。
3、例如,在专利授权公告号为cn218311349u的专利文献中就公开了一种用于散热器钎焊的钎焊装置,其主要结构钎焊工装结构和传送结构,钎焊工装结构安放在传送结构的上方,钎焊工装结构包括上夹具和下夹具,下夹具的左、右两侧固定有铰接结构,所述上夹具的左、右两侧开设有与铰接结构相配合的上铰接孔,所述上夹具通过上铰接孔与下夹具左、右两侧的铰接结构相配合以实现上夹具与下夹具的铰接,所述上夹具的外侧左、右两端固定有挂钩,所述下夹具的外侧左、右两端固定有与上夹具挂钩相配合的钩柱,散热器的水室和冷却管摆放在下夹具的上端面,向下旋转上夹具并通过上夹具左、右的挂钩钩住下夹具左、右两端的钩柱以使得水室与冷却管可以紧密贴合。
4、由上述钎焊装置公开的具体结构可以看出,其实际上是针对散热器进行钎焊处理的工装夹具,在进行钎焊处理时采用夹持散热器水室与冷却管贴合,但是这种结构在进行散热器的外侧主板及主体成型时无法有效地保证焊接定位效果以及焊接过程中的流畅性与焊缝部位的灵活移动效果,从而会导致焊接挪位的效率以及焊接成型后的效果。
5、为此,本发明针对现有技术中钢制板式散热器壳体焊接存在的不足之处进行了优化与设计,特此提出了一种能够适用于钢制板式散热器壳体及内部折形对流片进行整体成型焊接的系统,用以更好地解决现有技术中存在的问题。
技术实现思路
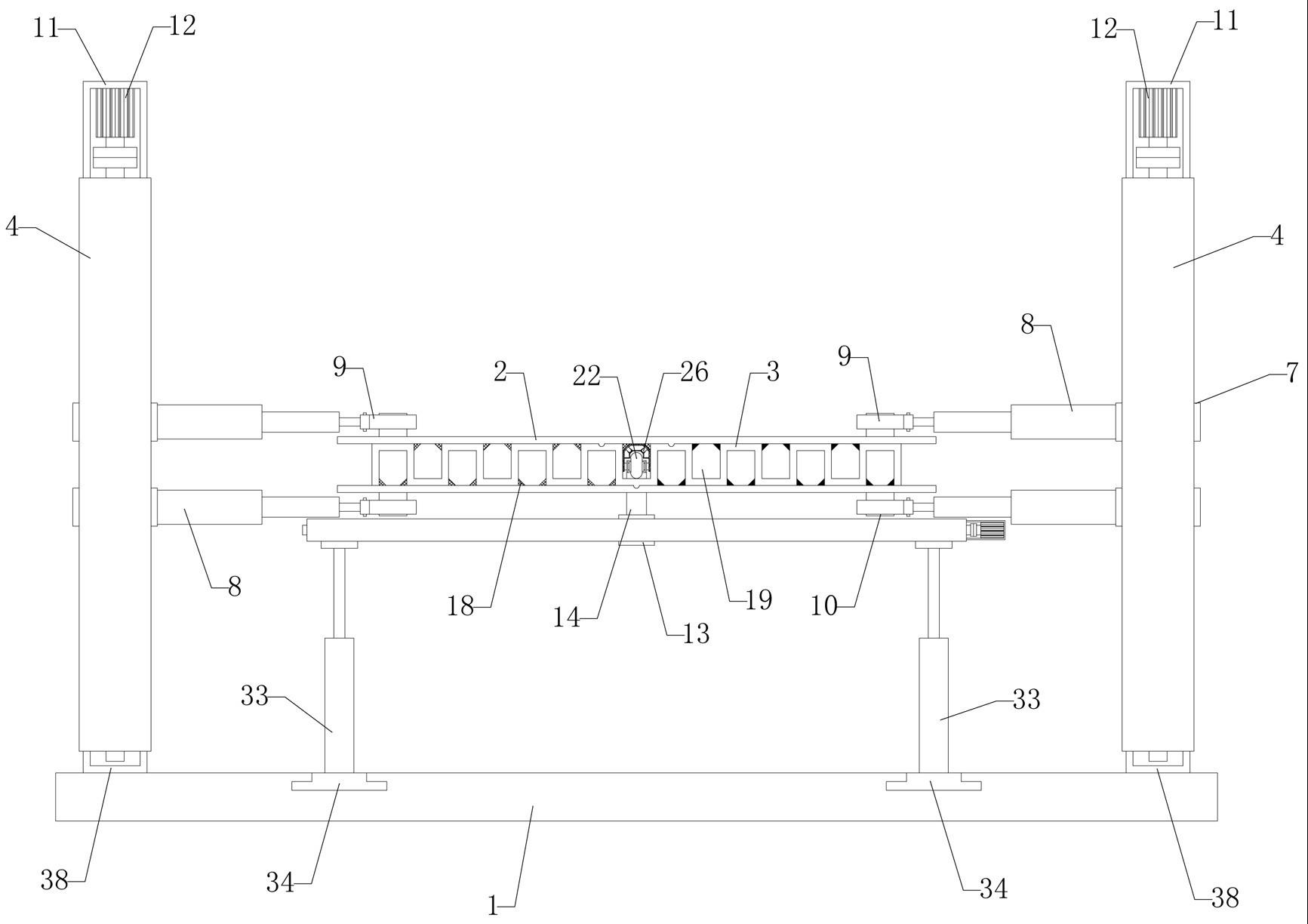
1、本发明为解决上述技术问题之一,所采用的技术方案是:一种钢制板式散热器钎焊成型处理系统,包括基座,在所述基座的顶部两侧对称安装有一散热器定位组件,两所述散热器定位组件配合实现对钢制板式散热器焊接体的调整与定位,钢制板式散热器焊接体由两钢制散热板及位于两钢制散热板之间的折形对流片组成,在所述基座的顶部后侧安装有一钎焊控位机构,在所述钎焊控位机构的移动滑块的顶部安装有一平推式钎焊单元,所述钎焊控位机构用于带动所述平推式钎焊单元沿所述钢制板式散热器焊接体的长度方向往复移动,所述平推式钎焊单元用于将钢制板式散热器焊接体内部的折形对流片钎焊焊接在对应侧的钢制散热板的内壁上,所述平推式钎焊单元与外部的钎焊机器配合连接。
2、在上述任一方案中优选的是,所述散热器定位组件包括竖直设置的立式框架,所述立式框架的底部通过底架固定支撑在所述基座的顶部,在所述立式框架的内框内安装有竖直设置的立式丝杠,所述立式丝杠的上段和下段外侧壁上的丝杠旋向相反,在所述立式丝杠的上段和下段的丝杠外侧壁上分别旋合有对移滑块,所述对移滑块的两侧分别抵接在所述立式框架的内框侧壁上,在各所述对移滑块的内端面处分别固定安装有平移伸缩缸,在各所述平移伸缩缸的活塞杆的端部分别固定安装有一电动卡爪,各所述电动卡爪配合后将对应位置处的钢制散热板上固定的工艺连接立柱卡紧定位,在所述立式框架的顶部安装有对移调位驱动件。
3、在上述任一方案中优选的是,两所述对移调位驱动件在工作时处于同步运动状态。
4、在上述任一方案中优选的是,所述平推式钎焊单元包括固定安装在所述钎焊控位机构的移动滑块的顶部的调高缸组,在所述调高缸组的各活塞杆的顶部安装有水平设置的平推缸组,所述平推缸组的各活塞杆的端部均与一旋转电机的电机壳端部固定连接,在所述旋转电机的电机轴的端部固定安装有一双侧同步钎焊器,所述双侧同步钎焊器工作时在所述平推缸组的平推作用下沿着所述钢制板式散热器焊接体内部的折形对流片的宽度方向贯通移动并在移动的过程中将折形对流片与对应位置处的钢制散热板的内壁完成钎焊焊接,所述双侧同步钎焊器通过管线与外部的钎焊机器配合连接。
5、在上述任一方案中优选的是,钢制板式散热器焊接体的两层钢制散热板与其中间夹设的折形对流片在焊接前实现抵紧定位,折形对流片采用一块钢板以多次s型折弯的方式折成连续s型的折形对流片,弯折角度均为直角,在与两钢制散热板接触的各个接触部位均卡紧有钎焊焊条,各钎焊焊条的两端以点焊的方式固定设置,当双侧同步钎焊器工作时逐次沿位于同一对流腔内的两相邻的钎焊焊条长度方向匀速移动并实现平移钎焊作业,钎焊完成后钎焊焊条熔化并凝固后完成对折形对流片及当前位置处的钢制散热板的钎焊定位。
6、在上述任一方案中优选的是,所述双侧同步钎焊器包括u型合金轮架,在所述u型合金轮架的安装腔内安装有轮轴,在所述轮轴的外侧壁上套接有一弹性导向轮,所述弹性导向轮配合所述平推缸组的推进动作实现所述双侧同步钎焊器沿所述折形对流片对应的对流腔导向移动,在所述弹性导向轮的外侧安装有一连接架,所述连接架的端面与所述旋转电机的电机轴相连接,在所述弹性导向轮上方的所述安装腔内安装有一防护弯折板,在所述防护弯折板与所述u型合金轮架之间的空间的两侧分别对称且间隔安装有微型钎焊焊枪,所述微型钎焊焊枪的喷射端弯折伸至所述u型合金轮架的斜面位置处的贯通焊接口内,所述贯通焊接口与对应位置处经点焊固定的钎焊焊条相对设置,各所述微型钎焊焊枪均通过管线与外部的钎焊机器配合连接。
7、在上述任一方案中优选的是,当微型钎焊焊枪工作时喷射高温将当前的钎焊焊条钎焊熔融处理并在钎焊完成后实现焊接定位,所述u型合金轮架的两侧倾斜面用于实现对当前位置处的钎焊焊条的抵接定位;
8、所述u型合金轮架的外表面经光滑打磨处理,当两所述微型钎焊焊枪工作时,所述弹性导向轮的外侧壁抵接在折形对流片的对流腔内壁上,u型合金轮架的水平段抵接在对应的钢制散热板内壁上。
9、在上述任一方案中优选的是,各所述钢制散热板的内壁上均设置有定位条,在所述折形对流片的对应位置处的顶部或底部的侧面上设置有与对应的定位条相配合卡接的定位槽。
10、在上述任一方案中优选的是,各所述钢制散热板的内壁表面及折形对流片的各外表面均进行条状拉丝处理。
11、在上述任一方案中优选的是,所述钎焊控位机构包括水平设置的水平升降框,在所述水平升降框的两端底部分别固定安装有升降电缸,各所述升降电缸的缸体的底部均通过底部滑移座滑动卡接在所述基座顶部对应的滑槽内,在所述水平升降框的内框内安装有水平设置的平移丝杠,所述平移丝杠的两端均通过阶梯轴段活动穿出所述水平升降框的对应端部的安装孔,在所述水平升降框的右端面处通过侧向电机架固定安装有平移电机,所述平移电机的电机轴与所述平移丝杠的阶梯轴段配合连接,在所述平移丝杠的外侧壁上配合套接所述移动滑块,所述移动滑块的前后侧壁均与所述水平升降框的内框侧壁相抵接。
12、在上述任一方案中优选的是,各所述钢制散热板上的工艺连接立柱在钎焊工序完成后经切割工序去除。
13、与现有技术相比,本发明的有益效果如下:
14、1、本发明中的钢制板式散热器钎焊成型处理系统在进行钎焊处理时,能够完成对特定的钢制板式散热器焊接体的整体成型结构的钎焊固定焊接;同时,依托于本发明中制造的钢制板式散热器焊接体所得到的钢制板式散热器产品能够保证其整体结构的强度及内部对流腔的可靠性,提高整体的结构强度与焊接部位的质量。
15、2、本发明中在完成钢制板式散热器焊接体的焊接成型时,依靠两散热器定位组件实现对待焊接处理的零件的有效定位,保证焊接前的安装到位;同时在进行钎焊处理时能够依靠钎焊控位机构控制作为核心执行件的平推式钎焊单元的定位到位,保证钎焊处理前的有效地挪移与定位,保证可以在逐次完成各个对流腔内部的钎焊处理前的快速定位。
16、3、本发明中在进行当前一个对流腔内部的两侧的接触部位的焊接定位时,利用平推式钎焊单元的平移平推运动能够实现将预先点焊固定的钎焊焊条进行快速高温熔焊,同时按照适当速度均匀运行直至完成整条钎焊焊条的处理,最终将折形对流片与其两侧的钢制散热板钎焊固定。
17、4、本发明中采用两端点焊定位钎焊焊条的方式能够有效地保证对待整体钎焊处理的钎焊焊条的稳定定位,同时在后续逐级平推钎焊的过程中依靠双侧同步钎焊器的平推移动不仅可以实现对未钎焊的钎焊焊条的当前位置处的底托定位,同时可以实现边推进边完成整条钎焊焊条的快速熔融焊接处理,有效地保证钎焊处理的效果及效率。
- 还没有人留言评论。精彩留言会获得点赞!