气-磁-电复合调控同心双钨GTAW焊装置及焊接方法
本发明涉及钨极氩弧焊,尤其涉及一种气-磁-电复合调控同心双钨gtaw焊装置及焊接方法。
背景技术:
1、gtaw(gas tungsten arc welding,钨极惰性气体保护焊)是常见的钨极氩弧焊,由于电极本身不熔化,采用惰性气体保护,焊接电弧非常稳定,焊接质量好,焊缝区无夹渣。但该方法还存在明显的缺陷:钨极氩弧焊的电弧为自由形态,电弧发散,能量密度低,导致热力可控性差,熔深浅,熔覆速度小,生产率较低。为提高gtaw焊的焊接效率,同时确保焊接稳定、焊缝无夹渣的优点,达到改善gtaw焊接电弧的热-力可控性的目的,焊接工作者及研究人员一直在不断努力,创造了以钨极氩弧焊为基础的高效焊接方法。
2、因为gtaw焊接方法适用于高精度金属构件的直接制造。目前,在gtaw焊接领域已经出现了众多提升焊接效率,扩大gtaw应用范围的新型焊接方法,如:vp-gtaw、k-tig、空心钨极gtaw、磁控gtaw等优良方法,但受限于传统gtaw钨极的载流能力,提升gtaw生产效率最简单的方法是将多个热源进行叠加,形成复合焊以获得1+1>2的效果。但是,gtaw复合焊时,由于各电极空间位置和电流的不同,复杂的电磁耦合使得电弧易存在偏吹问题,影响焊接电弧的稳定性。
技术实现思路
1、本发明提供一种气-磁-电复合调控同心双钨gtaw焊装置及焊接方法,用以解决现有技术中复杂的电磁耦合使得电弧易存在偏吹问题,影响焊接电弧的稳定性的缺陷,实现焊接过程中气-磁-电复合,使得在gtaw复合焊接过程中对焊接过程传热、传力解耦进行精准控制,提高gtaw复合焊接工件的整体力学性能。
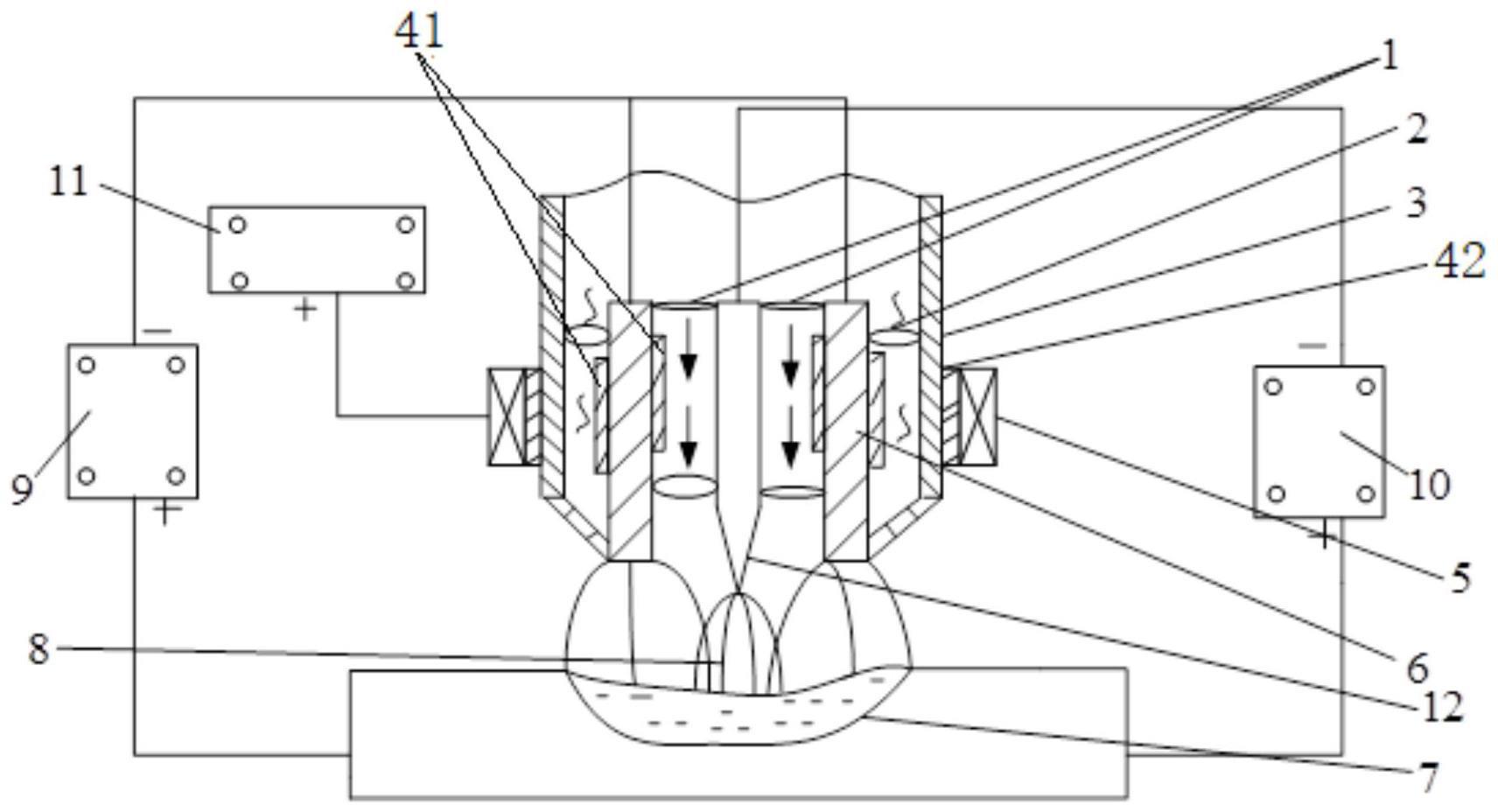
2、本发明提供一种气-磁-电复合调控同心双钨gtaw焊装置,包括:gtaw焊枪、励磁电源、第一gtaw电源以及第二gtaw电源,所述gtaw焊枪包括由内向外依次设置的中心钨极、空心钨极、焊枪外壁和电磁线圈,所述中心钨极和所述空心钨极之间形成辅助气体容纳腔体,所述辅助气体容纳腔体上下两端均设置有辅助气体通孔,所述焊枪外壁与所述空心钨极之间的空间为容纳保护气体的保护气体层,所述保护气体层上下两端均设置有保护气孔;所述空心钨极与焊枪外壁和中心钨极之间均设置有第一绝缘层;所述空心钨极与所述第一gtaw电源连接,所述中心钨极与所述第二gtaw电源连接,电磁线圈与励磁电源相连。
3、进一步地,所述中心钨极和所述空心钨极同轴心装配。
4、进一步地,所述空心钨极与焊枪外壁和中心钨极之间的第一绝缘层,分别设置在空心钨极的内壁和外壁上。
5、进一步地,所述励磁电源输出0-3.0a范围的直流电或交流电,所述励磁电源的励磁频率调节范围为0-30hz。
6、进一步地,所述电磁线圈由空心圆柱状的电磁软铁和包裹在其表面的漆包线组成;所述焊枪外壁与所述电磁线圈之间设置有第二绝缘层。
7、进一步地,所述装置还包括保护气气瓶和/或辅助气气瓶,所述保护气气瓶和/或辅助气气瓶分别与所述辅助气体通孔、所述保护气体层相连通。
8、进一步地,还包括工作平台、送丝机构以及工件支撑装置,所述gtaw焊枪设置在所述工作平台上,所述送丝机构与所述gtaw焊枪连接,所述工件支撑装置用于支撑待焊接工件,所述待焊接工件设置在所述gtaw焊枪的正下方。
9、进一步地,还包括运动控制器,所述运动控制器与所述gtaw焊枪连接,用于控制所述gtaw焊枪移动速度为0-15mm/s。
10、本发明还提供一种气-磁-电复合调控同心双钨gtaw焊装置的焊接方法,包括以下步骤:
11、s1,在进行焊接前检查保护气气瓶和/或辅助气气瓶输送情况是否正常,检查第一gtaw电源、第二gtaw电源、电磁线圈是否可以正常启动,之后调整工作平台角度,将待焊接工件放置于工件支撑装置上,并设置焊接参数;
12、s2,调整gtaw焊枪及焊丝角度,送入保护气体及辅助气流,打开励磁电源,使其正常工作;
13、s3,开启第一gtaw电源、第二gtaw电源及gtaw焊枪的控制开关,进行焊接作业,完成后熄弧,关闭励磁电源,冷却待焊接工件。
14、基于所述气-磁-电复合调控同心双钨gtaw焊装置的焊接方法,所述焊接参数包括:
15、所述gtaw焊枪与待焊接工件间距为10-20mm;保护气体为纯ar,气流量为15l/min;焊接电流为90-150a,送丝速度为0.1-6mm/s,焊接速度为0-16mm/s;励磁电源设置励磁电流为0-3.0a,励磁频率为0-30hz。
16、本发明提供的气-磁-电复合调控同心双钨gtaw焊装置及焊接方法,第一,通过设置中心钨极、空心钨极构成独特的同心双钨极结构,能够解决焊接时的电弧偏吹;第二,利用励磁电源及电磁线圈能够在焊接过程中采用合适的磁参数,调整电弧能量的分布及焊接热输入,避免电弧耦合较差,导致生成脆性化合物;第三,通过双独立电源的调节,大大增加焊接过程中能量输入的可控性,利用合适的电参数,能够极大程度的调节电弧热力及电弧耦合行为,获得较高的焊接质量,焊缝成形良好的焊接工件,实现焊缝成形可控的高效、优质及低成本的焊接生产。
技术特征:
1.一种气-磁-电复合调控同心双钨gtaw焊装置,其特征在于,包括:gtaw焊枪、励磁电源(11)、第一gtaw电源(9)以及第二gtaw电源(10),所述gtaw焊枪包括由内向外依次设置的中心钨极(12)、空心钨极(6)、焊枪外壁(3)和电磁线圈(5),所述中心钨极(12)和所述空心钨极(6)之间形成辅助气体容纳腔体,所述辅助气体容纳腔体上下两端均设置有辅助气体通孔(1),所述焊枪外壁(3)与所述空心钨极(6)之间的空间为容纳保护气体的保护气体层,所述保护气体层上下两端均设置有保护气孔(2);所述空心钨极(6)与焊枪外壁(3)和中心钨极(12)之间均设置有第一绝缘层(41);所述空心钨极(6)与所述第一gtaw电源(9)连接,所述中心钨极(12)与所述第二gtaw电源(10)连接,电磁线圈(5)与励磁电源(11)相连。
2.根据权利要求1所述的气-磁-电复合调控同心双钨gtaw焊装置,其特征在于,所述中心钨极(12)和所述空心钨极(6)同轴心装配。
3.根据权利要求1所述的气-磁-电复合调控同心双钨gtaw焊装置,其特征在于,所述空心钨极(6)与焊枪外壁(3)和中心钨极(12)之间的第一绝缘层(41),分别设置在空心钨极(6)的内壁和外壁上。
4.根据权利要求1所述的气-磁-电复合调控同心双钨gtaw焊装置,其特征在于,所述励磁电源(11)输出0-3.0a范围的直流电或交流电,所述励磁电源(11)的励磁频率调节范围为0-30hz。
5.根据权利要求1所述的气-磁-电复合调控同心双钨gtaw焊装置,其特征在于,所述电磁线圈(5)由空心圆柱状的电磁软铁和包裹在其表面的漆包线组成;所述焊枪外壁(3)与所述电磁线圈(5)之间设置有第二绝缘层(42)。
6.根据权利要求1所述的气-磁-电复合调控同心双钨gtaw焊装置,其特征在于,还包括保护气气瓶(13)和/或辅助气气瓶,所述保护气气瓶(13)和/或辅助气气瓶分别与所述辅助气体通孔(1)、所述保护气体层相连通。
7.根据权利要求1所述的气-磁-电复合调控同心双钨gtaw焊装置,其特征在于,还包括工作平台、送丝机构(15)以及工件支撑装置,所述gtaw焊枪设置在所述工作平台上,所述送丝机构(15)与所述gtaw焊枪连接,所述工件支撑装置用于支撑待焊接工件(16),所述待焊接工件(16)设置在所述gtaw焊枪的正下方。
8.根据权利要求1所述的气-磁-电复合调控同心双钨gtaw焊装置,其特征在于,还包括运动控制器(14),所述运动控制器(14)与所述gtaw焊枪连接,用于控制所述gtaw焊枪移动速度为0-15mm/s。
9.基于权利要求1-8中任一项所述气-磁-电复合调控同心双钨gtaw焊装置的焊接方法,其特征在于,包括以下步骤:
10.根据权利要求9所述的气-磁-电复合调控同心双钨gtaw焊装置的焊接方法,其特征在于,所述焊接参数包括:
技术总结
本发明提供了一种本发明涉及新型钨极氩弧焊技术领域,提供一种气‑磁‑电复合调控同心双钨GTAW焊装置及焊接方法,其中,所述装置包括:GTAW焊枪、励磁电源、第一GTAW电源以及第二GTAW电源,GTAW焊枪包括由内向外依次设置的中心钨极、空心钨极、焊枪外壁和电磁线圈,中心钨极和空心钨极之间设置有辅助气体通道,空心钨极内外侧壁设置有第一绝缘层;焊枪外壁与空心钨极之间设置有保护气体通道;空心钨极与第一GTAW电源连接,中心钨极与第二GTAW电源连接。本发明实现焊接过程中气‑磁‑电复合,对焊接过程传热、传力解耦进行精准控制,提高焊接工件的整体力学性能。
技术研发人员:王晓丽,刘文康,胡庆贤,胥国祥,钟薇,肖楠,战尚文
受保护的技术使用者:江苏科技大学
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!