一种激光超声多场辅助车削钛合金微织构表面制备方法
一种激光超声多场辅助车削钛合金微织构表面制备方法,属于钛合金车削。
背景技术:
1、钛合金具有抗腐蚀性能好、比强度高、低温性能好等优点,在航空航天、生物医学以及海洋船舶等领域具有广泛的应用前景。但由于钛合金表面硬度低、耐磨性差,严重限制了其在摩擦工况下的进一步应用。表面织构能够有效改善摩擦运动部件表面之间的接触和润滑等状态,已被证明是提高表面摩擦性能的一种有效措施。利用表面织构技术在钛合金工作表面制备具有规则几何特征的织构,是一种极具发展潜力的提升钛合金表面摩擦性能的方式,对于改善钛合金品质、提升其市场竞争力及扩大其应用范围具有重要的意义。
2、目前,关于钛合金表面微织构加工的方法主要集中在激光加工。对于激光织构加工,虽然表面材料去除率高,能够有效制备表面织构,但快速的融化与凝固过程,也容易使织构表面产生 “烧蚀”,导致织构边缘凸起等现象,从而严重影响表面织构的加工质量和尺寸精度。因此,为提高钛合金表面摩擦性能,提升钛合金表面织构加工质量与精度,亟需开发一种高效、高性能的钛合金微织构表面制备方法。
技术实现思路
1、本发明要解决的技术问题是:克服现有技术的不足,提供一种激光超声多场辅助车削钛合金微织构表面制备方法,通过刀架能够高效可行的将激光与超声两种能场耦合到车床上,能够保证激光超声多场辅助车削钛合金微织构表面。
2、本发明解决其技术问题所采用的技术方案是:该激光超声多场辅助车削钛合金微织构表面制备方法,其特征在于:包括如下步骤:
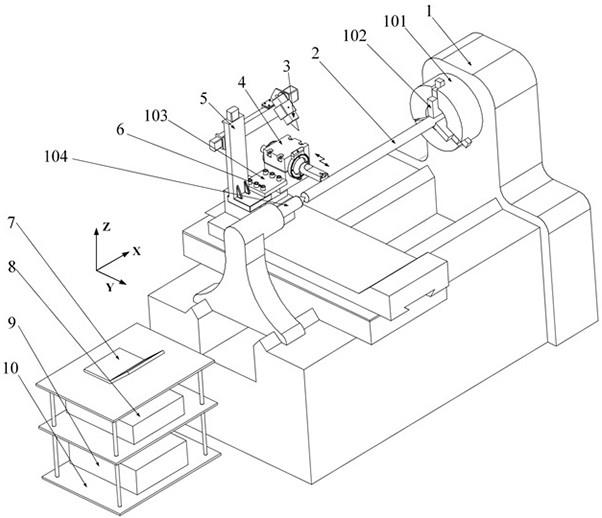
3、s1将超声振动切削装置和激光预热装置安装在车床的刀架上,刀具安装在超声振动切削装置上,并将钛合金工件装夹在车床的卡盘上;
4、s2 启动车床、超声振动切削装置和激光预热装置,进行激光与刀具初始位置的校准,确保激光预热区位于钛合金工件的待切削区域,并确定激光照射点与切削位置之间的距离 l;
5、s3确定激光预热装置的激光参数、超声振动切削装置的超声振动参数及车削参数;
6、s4 通过车床对钛合金工件的表面进行车削加工;
7、s5 一次走刀后,完成对钛合金工件的微织构表面的制备。
8、优选的,步骤s5中所述的钛合金工件的微织构表面的织构形状为鳞片形或椭圆形凹坑,且凹坑深度 h为:
9、 h= asin(2 πf us t - π/2)+ a;
10、其中, a超声振幅, f us为超声频率, t为刀具沿超声振动切削轨迹从最低点到达后刀面与切削轨迹交叉点时所经历的运动时间。
11、优选的,步骤s2中所述的激光照射点与切削位置之间的距离 l为:
12、 l=2 πrβ/360;
13、其中, β为激光与过中心点的水平线夹角, r为钛合金工件的半径。
14、优选的,步骤s2中激光与刀具初始位置的校准的方法包括如下步骤:
15、s201车床的刀架带动超声振动切削装置在xy平面内移动,进行刀具与钛合金工件的初始切削点的对刀,当刀具的切削刃正好处于钛合金工件的端面与钛合金工件外圆面相交处时,此时完成对刀工作;
16、s202将激光功率调到最低,通过控制激光预热装置来对激光光束进行调节,使激光照射到刀具切削刃最前端,并标记此时激光预热装置的位置;
17、s203调节激光预热装置,让激光沿着钛合金工件的端面照射到钛合金工件的中心,标记此时激光预热装置的位置,此点到刀具切削刃的距离即为激光照射点与切削位置之间的距离 l;
18、s204上述步骤完成后,激光与刀具初始位置的校准工作结束。
19、优选的,所述的超声振动切削装置包括超声换能器、超声发生器以及换能器安装架,超声换能器安装在换能器安装架上,换能器安装架的一侧设置有用于安装在刀架上的凸台,超声换能器上设置有用于安装刀具的刀槽,超声发生器与超声换能器连接。
20、优选的,所述的超声换能器包括压电陶瓷片以及变幅杆,变幅杆可滑动的安装在换能器安装架上,变幅杆的一端设置有刀槽,另一端与压电陶瓷片连接,压电陶瓷片与超声发生器连接,在换能器安装架上设置有用于对变幅杆压紧的紧定螺栓。
21、优选的,所述的超声振动切削装置还包括水平仪,水平仪安装在超声换能器上。
22、优选的,所述的激光预热装置包括伺服舵机、横向调节装置、高度调节装置以及激光器,横向调节装置安装在高度调节装置上,伺服舵机安装在横向调节装置上,伺服舵机随横向调节装置沿钛合金工件的轴向运动,伺服舵机的舵盘与激光器连接,并带动激光器绕水平的转轴转动。
23、优选的,所述的横向调节装置包括横向步进电机、横向滚珠丝杠以及横向滑块,横向滑块与横向滚珠丝杠螺纹连接,横向步进电机的输出轴与横向滚珠丝杠连接。
24、优选的,所述的激光预热装置还包括激光夹持器,激光夹持器与伺服舵机的舵盘连接,激光器安装在激光夹持器上。
25、与现有技术相比,本发明所具有的有益效果是:
26、本激光超声多场辅助车削钛合金微织构表面制备方法能够实现激光的精准定位,超声振动切削装置能够有效控制刀具的径向振动,通过刀架能够高效可行的将激光与超声两种能场耦合到车床上,具有准确定位、控制性能好的特点,能够保证激光超声多场辅助车削钛合金微织构表面。
27、本发明能够通过激光预热钛合金切削材料,提高钛合金可切削性,降低刀具磨损,同时耦合径向超声振动车削,在一次走刀后直接将微织构创成在钛合金表面,加工效率高,表面织构加工质量与尺寸精度好,不存在激光织构加工过程中由于快速“烧蚀”所带来的织构边缘凸起等现象,通过调节激光参数、超声振动参数、切削参数以及刀具参数,能够实现表面微织构特征的可控化制备,具有很高的织构尺寸调节灵活性。
28、本发明在进行钛合金表面微织构制备时,通过改变刀具后刀面与切削轨迹的相交状态以实现对表面材料不同程度的瞬时冲击挤压切削,加之激光预热效应,容易在钛合金微织构表层引入残余压应力,这有助于提高织构耐磨性能,实现钛合金表面微织构摩擦调控的长时有效性,进一步提高钛合金表面微织构的制备性能。
技术特征:
1.一种激光超声多场辅助车削钛合金微织构表面制备方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的激光超声多场辅助车削钛合金微织构表面制备方法,其特征在于:步骤s5中所述的钛合金工件(2)的微织构表面的织构形状为鳞片形或椭圆形凹坑,且凹坑深度h为:
3.根据权利要求1所述的激光超声多场辅助车削钛合金微织构表面制备方法,其特征在于:步骤s2中所述的激光照射点与切削位置之间的距离l为:
4.根据权利要求1所述的激光超声多场辅助车削钛合金微织构表面制备方法,其特征在于:步骤s2中激光与刀具初始位置的校准的方法包括如下步骤:
5.根据权利要求1所述的激光超声多场辅助车削钛合金微织构表面制备方法,其特征在于:所述的超声振动切削装置(4)包括超声换能器(403)、超声发生器(9)以及换能器安装架,超声换能器(403)安装在换能器安装架上,换能器安装架的一侧设置有用于安装在刀架(103)上的凸台(4081),超声换能器(403)上设置有用于安装刀具的刀槽(40311),超声发生器(9)与超声换能器(403)连接。
6.根据权利要求5所述的激光超声多场辅助车削钛合金微织构表面制备方法,其特征在于:所述的超声换能器(403)包括压电陶瓷片(4035)以及变幅杆(4031),变幅杆(4031)可滑动的安装在换能器安装架上,变幅杆(4031)的一端设置有刀槽(40311),另一端与压电陶瓷片(4035)连接,压电陶瓷片(4035)与超声发生器(9)连接,在换能器安装架上设置有用于对变幅杆(4031)压紧的紧定螺栓(4034)。
7.根据权利要求5所述的激光超声多场辅助车削钛合金微织构表面制备方法,其特征在于:所述的超声振动切削装置(4)还包括水平仪(405),水平仪(405)安装在超声换能器(403)上。
8.根据权利要求1所述的激光超声多场辅助车削钛合金微织构表面制备方法,其特征在于:所述的激光预热装置(5)包括伺服舵机(501)、横向调节装置、高度调节装置以及激光器(3),横向调节装置安装在高度调节装置上,伺服舵机(501)安装在横向调节装置上,伺服舵机(501)随横向调节装置沿钛合金工件(2)的轴向运动,伺服舵机(501)的舵盘(503)与激光器(3)连接,并带动激光器(3)绕水平的转轴转动。
9.根据权利要求8所述的激光超声多场辅助车削钛合金微织构表面制备方法,其特征在于:所述的横向调节装置包括横向步进电机(516)、横向滚珠丝杠(510)以及横向滑块(508),横向滑块(508)与横向滚珠丝杠(510)螺纹连接,横向步进电机(516)的输出轴与横向滚珠丝杠(510)连接。
10.根据权利要求1所述的激光超声多场辅助车削钛合金微织构表面制备方法,其特征在于:所述的激光预热装置(5)还包括激光夹持器(505),激光夹持器(505)与伺服舵机(501)的舵盘(503)连接,激光器(3)安装在激光夹持器(505)上。
技术总结
一种激光超声多场辅助车削钛合金微织构表面制备方法,属于钛合金车削技术领域。将超声振动切削装置和激光预热装置安装在车床的刀架上,刀具安装在超声振动切削装置上;进行激光与刀具初始位置的校准,确保激光预热区位于钛合金工件的待切削区域,并确定激光照射点与切削位置之间的距离;确定激光预热装置的激光参数、超声振动切削装置的超声振动参数及车削参数;通过车床对钛合金工件的表面进行车削加工。本发明能够实现激光的精准定位,超声振动切削装置能够有效控制刀具的径向振动,通过刀架能够高效可行的将激光与超声两种能场耦合到车床上,具有准确定位、控制性能好的特点,能够保证激光超声多场辅助车削钛合金微织构表面。
技术研发人员:刘宪福,蒋倩伟,李发展,李丽,牛宗伟,韩金国,李政凯
受保护的技术使用者:山东理工大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!