一种具有可切换钳口增径套的卷筒的制作方法
本发明涉及金属卷板加工,特别涉及一种具有可切换钳口增径套的卷筒。
背景技术:
1、在薄板及中厚板纵剪线精整机组中,卷取机的作用是通过卷筒将各种热轧或冷轧钢材卷取成一定尺寸规格的钢卷,卷筒上设有钳口装置夹紧钢板的板头,按设定的张力值卷取。随着国民经济的发展,一些高强板甚至超高强板(屈服强度1200m以上)逐步开始应用,为使成品卷整齐、错层偏差小,这些高强钢板需要高张力、高刚性的卷筒,所需钳口夹紧力也要大于普通板材。
2、卷取机卷筒的外径即为成品卷的内径。根据钢材的种类(冷轧板、热轧板、酸洗板等)及所属行业的不同,钢卷的内径尺寸通常分为φ508、φ610、φ760三种(单位mm),其中最常用的是φ508。因此卷取机卷筒的直径也是φ508,当φ508的卷筒需要卷φ610或者φ760内径规格的成品卷时,则需要在卷筒表面加装一套增径套。行业内也有直接更换卷筒的方案,但卷取机卷筒结构复杂,成本高昂,在产能达不到一定规模时更换卷筒增加了纵剪线机组的复杂性。
3、当钢卷在卷筒上卷取完成后,能否顺利卸卷、使钢卷内层无划伤是整条产线中一道重要的的工艺环节。卸卷时卷筒收缩,钳口张开,卸料车托着钢卷沿着钳口面从侧面移出。由于钢板带头在钳口处夹紧弯曲时发生弹塑性变形,松开时会产生一定的反弹力,现有的增径套由于是直接套在卷筒外侧(如图1),使得套上增径套后的卷筒新的钳口长度等于原卷筒钳口l1(84mm)与增径套钳口l2(77mm)的加和(171mm),钢板16伸入新的钳口时的距离过长(171mm),遇到屈服强度高的酸洗板、不锈钢板卸卷时板头可能反弹抵住上钳口面24,使用时常有卡料、出料不顺畅的现象,导致钢卷内圈错层过大产生划伤板面的现象。
技术实现思路
1、本发明解决了相关技术中的问题,提出一种具有可切换钳口增径套的卷筒,在增径套上设置独立可切换的钳口,减小钢板伸入卷筒钳口的深度,使高强钢板不容易卡在钳口,方便钢卷卸料。
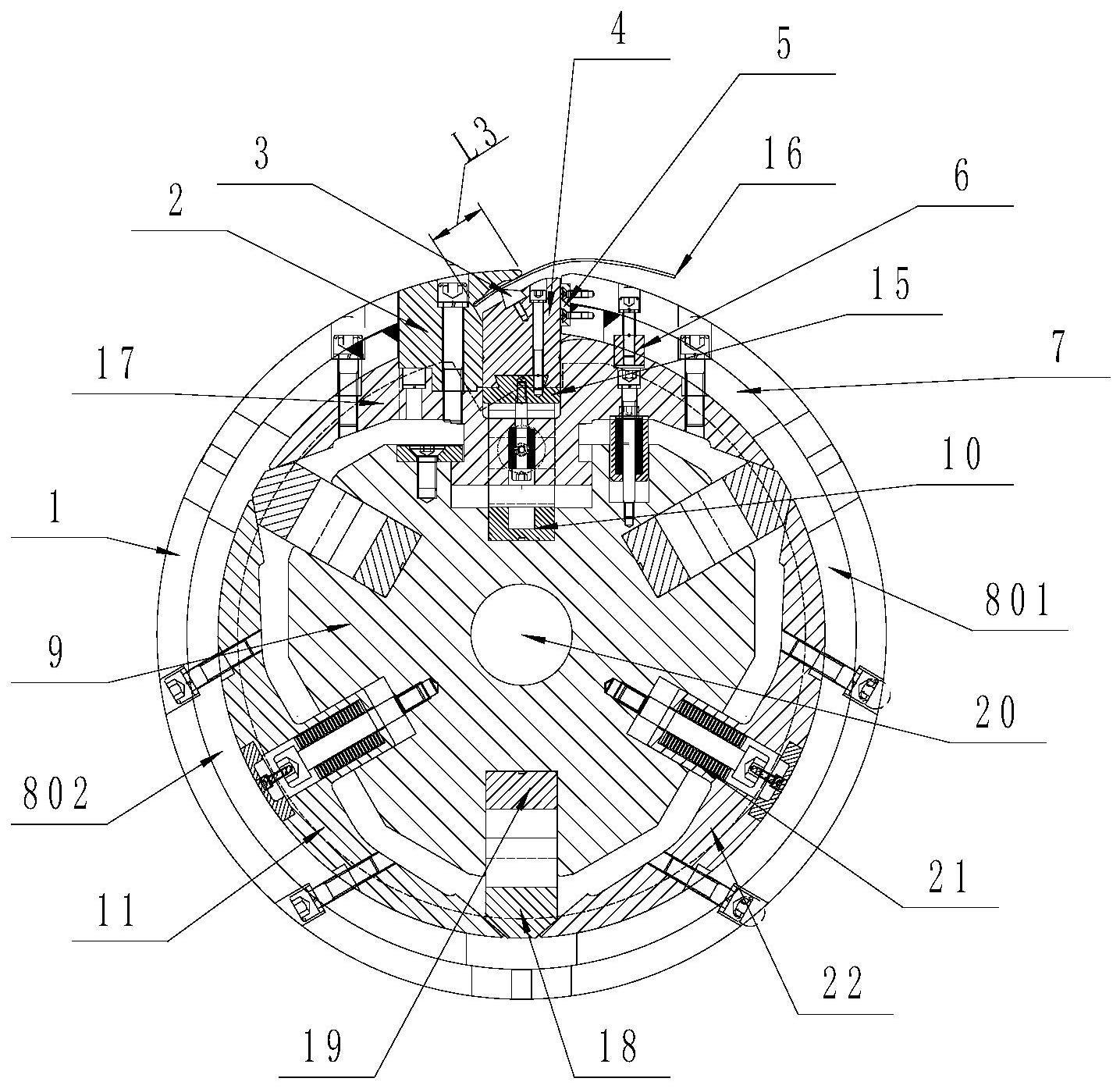
2、为了解决上述技术问题,本发明是通过以下技术方案实现的:一种具有可切换钳口增径套的卷筒,包括增径套和卷筒,所述增径套包括套体、第一钳口扇形板、第一钳口条、第一顶块、定位块,所述套体上设置有开口,所述开口的一侧可拆卸安装有竖板,所述定位块可拆卸安装于套体上,所述第一钳口条可拆卸安装于第一顶块上;所述卷筒包括筒体、第二钳口扇形板、第二钳口条、第二顶块,所述第二钳口扇形板、第二顶块可拆卸安装于筒体上,所述第二钳口条可拆卸安装于第二顶块上;卷筒进行高低钳口切换方法如下:所述套体通过螺栓安装于筒体外部,将卷筒调为最大涨开状态,拆开第二钳口扇形板并抽出第二顶块,再将第一顶块装入燕尾槽内,安装螺钉锁紧,然后再将第一钳口扇形板卡入定位槽内并用螺钉固定,所述第一钳口扇形板与第一顶块之间形成的第一钳口深度与第二钳口扇形板与第二顶块之间形成的第二钳口深度相同。
3、作为优选方案,所述套体包括外圈扇形板、第一内圈扇形板、第二内圈扇形板和第三内圈扇形板,所述第一内圈扇形板、第二内圈扇形板和第三内圈扇形板分布于外圈扇形板的内侧。
4、作为优选方案,所述第一钳口扇形板靠近第一顶块的一侧形成有第一凹槽,所述第一钳口条靠近第一凹槽的一侧形成有第一尖端;所述第二钳口扇形板靠近第二顶块的一侧形成有第二凹槽,所述第二钳口条靠近第二凹槽的一侧形成有第二尖端。
5、作为优选方案,所述筒体包括第一扇形板、第二扇形板和第三扇形板,所述第一扇形板、第二扇形板和第三扇形板之间均设置有第四斜锲,所述第四斜锲靠近主轴的一侧设置有第二斜锲且所述第二斜锲可在主轴的长槽内滑动,所述第二顶块靠近主轴的一侧依次设置有第三斜锲和第一斜锲,所述第二顶块与第三斜锲通过燕尾结构相连,所述第一斜锲的斜面角度大于第二斜锲的斜面角度。
6、作为优选方案,所述卷筒还包括油缸、拉杆和碟簧,所述油缸与拉杆相连,所述拉杆伸入主轴内,所述碟簧安装于第一扇形板、第二扇形板与第三扇形板上。
7、作为优选方案,通过油缸正向驱动拉杆带动主轴移动从而使第二斜锲在主轴的长槽内滑动,所述第二斜锲驱动第四斜锲向外撑开,带动第一扇形板、第二扇形板和第三扇形板向外撑开,实现卷筒涨开的动作且此时碟簧受压;通过油缸反向动作,所述碟簧释放压力将第一扇形板、第二扇形板与第三扇形板向轴心方向收回实现收缩动作。
8、作为优选方案,通过油缸驱动拉杆带动主轴移动从而使第一斜锲在主轴的长槽内滑动,第一斜锲驱动第三斜锲向上顶,从而带动第一钳口条或第二钳口条向上移动,所述第一钳口条与第一钳口扇形板贴合或者第二钳口条与第二钳口扇形板贴合从而夹紧钢板。
9、与现有技术相比,本发明的有益效果是:
10、(1)在增径套上设置独立可切换的钳口,减小钢板伸入卷筒钳口的深度,使高强钢板不容易卡在钳口,方便钢卷卸料;
11、(2)第一顶块和第二顶块上均自带钳口条,能够节省切换时间;
12、(3)钢板在钳口的尖端和钳口扇形板凹槽的作用下形成一定微小角度的折弯,增加了钢板和钳口面的摩擦系数,提升了钳口夹紧力,减少高强板头的反弹量,特别是夹取多条板头时效果尤为显著,可弥补扇形板钳口面的加工误差;
13、(4)第一斜锲的斜面角度大于第二斜锲的斜面角度,斜锲角度决定了移动行程,即钳口处第二顶块的上升下降行程大于第一扇形板的上升下降行程,二者的行程差即为卷筒钳口的开口行程,通过一定的角度设置,达到较大的开口行程,有利于钢卷顺畅的从卷筒上卸料。
技术特征:
1.一种具有可切换钳口增径套的卷筒,其特征在于:包括增径套和卷筒,所述增径套包括套体、第一钳口扇形板、第一钳口条、第一顶块、定位块,所述套体上设置有开口,所述开口的一侧可拆卸安装有竖板,所述定位块可拆卸安装于套体上,所述第一钳口条可拆卸安装于第一顶块上;所述卷筒包括筒体、第二钳口扇形板、第二钳口条、第二顶块,所述第二钳口扇形板、第二顶块可拆卸安装于筒体上,所述第二钳口条可拆卸安装于第二顶块上;卷筒进行高低钳口切换方法如下:所述套体通过螺栓安装于筒体外部,将卷筒调为最大涨开状态,拆开第二钳口扇形板并抽出第二顶块,再将第一顶块装入燕尾槽内,安装螺钉锁紧,然后再将第一钳口扇形板卡入定位槽内并用螺钉固定,所述第一钳口扇形板与第一顶块之间形成的第一钳口深度与第二钳口扇形板与第二顶块之间形成的第二钳口深度相同。
2.根据权利要求1所述的具有可切换钳口增径套的卷筒,其特征在于:所述套体包括外圈扇形板、第一内圈扇形板、第二内圈扇形板和第三内圈扇形板,所述第一内圈扇形板、第二内圈扇形板和第三内圈扇形板分布于外圈扇形板的内侧。
3.根据权利要求1所述的具有可切换钳口增径套的卷筒,其特征在于:所述第一钳口扇形板靠近第一顶块的一侧形成有第一凹槽,所述第一钳口条靠近第一凹槽的一侧形成有第一尖端;所述第二钳口扇形板靠近第二顶块的一侧形成有第二凹槽,所述第二钳口条靠近第二凹槽的一侧形成有第二尖端。
4.根据权利要求1所述的具有可切换钳口增径套的卷筒,其特征在于:所述筒体包括第一扇形板、第二扇形板和第三扇形板,所述第一扇形板、第二扇形板和第三扇形板之间均设置有第四斜锲,所述第四斜锲靠近主轴的一侧设置有第二斜锲且所述第二斜锲可在主轴的长槽内滑动,所述第二顶块靠近主轴的一侧依次设置有第三斜锲和第一斜锲,所述第二顶块与第三斜锲通过燕尾结构相连,所述第一斜锲的斜面角度大于第二斜锲的斜面角度。
5.根据权利要求4所述的具有可切换钳口增径套的卷筒,其特征在于:所述卷筒还包括油缸、拉杆和碟簧,所述油缸与拉杆相连,所述拉杆伸入主轴内,所述碟簧安装于第一扇形板、第二扇形板与第三扇形板上。
6.根据权利要求5所述的具有可切换钳口增径套的卷筒,其特征在于:通过油缸正向驱动拉杆带动主轴移动从而使第二斜锲在主轴的长槽内滑动,所述第二斜锲驱动第四斜锲向外撑开,带动第一扇形板、第二扇形板和第三扇形板向外撑开,实现卷筒涨开的动作且此时碟簧受压;通过油缸反向动作,所述碟簧释放压力将第一扇形板、第二扇形板与第三扇形板向轴心方向收回实现收缩动作。
7.根据权利要求5所述的具有可切换钳口增径套的卷筒,其特征在于:通过油缸驱动拉杆带动主轴移动从而使第一斜锲在主轴的长槽内滑动,第一斜锲驱动第三斜锲向上顶,从而带动第一钳口条或第二钳口条向上移动,所述第一钳口条与第一钳口扇形板贴合或者第二钳口条与第二钳口扇形板贴合从而夹紧钢板。
技术总结
本发明涉及金属卷板加工技术领域,特别涉及一种具有可切换钳口增径套的卷筒,包括增径套和卷筒,增径套包括套体、第一钳口扇形板、第一钳口条、第一顶块、定位块;卷筒包括筒体、第二钳口扇形板、第二钳口条、第二顶块;卷筒进行高低钳口切换方法如下:套体通过螺栓安装于筒体外部,将卷筒调为最大涨开状态,拆开第二钳口扇形板并抽出第二顶块,再将第一顶块装入燕尾槽内,然后将第一钳口扇形板卡入定位槽内,所述第一钳口扇形板与第一顶块之间形成的第一钳口深度与第二钳口扇形板与第二顶块之间形成的第二钳口深度相同。本实发明在增径套上设置独立可切换的钳口,减小钢板伸入卷筒钳口的深度,使高强钢板不容易卡在钳口,方便钢卷卸料。
技术研发人员:黎兴宝,陈磊,石磊,王刚,张瑞,王修朝,徐宁,盛川野
受保护的技术使用者:江苏亚威机床股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!