机床主轴安装孔的加工方法和机床主轴的装配方法与流程
本发明涉及机床,尤其涉及一种机床主轴安装孔的加工方法和机床主轴的装配方法。
背景技术:
1、数控机床主轴的安装精度关系到机床的加工精度。以立式加工中心为例,主轴所在的轴为z轴,装配时要求主轴的轴线与z轴线运动间平行。如果不能保证主轴的轴线与z轴线运动间的平行度,加工精度将无法达到尺寸、形位公差的要求。
2、主轴所在的位置为机头部,机头部包括连接体和主轴安装体两个主要结构件。连接体固定于机床的横梁或立柱上,主轴安装体通过导轨滑块副与连接体相对运动,实现沿平行于z轴线的直线运动,主轴安装于主轴安装体上的安装孔处,安装后,要求主轴的轴线与z轴线平行。
3、现有技术中,主轴安装体、连接体和导轨滑块副均单独加工完成后进行装配,当机头部组装完成并安装到机床上时,需要检验主轴轴线与z轴线的平行度,由于加工误差与装配误差的叠加,主轴轴线与z轴线的平行度可能不能达到要求,此时需要将机头部拆卸并对导轨滑块副进行铣削加工修正。
4、由于铣削量较小,且工装夹具固定工件时存在误差,往往不能一次铣削到位,需要多次拆装机头部,并检测主轴轴线与z轴线的平行度。而且每次测得的修正量是基于当前的安装状态,返修时需要将主轴安装体等部件拆下返修,待返修完成后,再重新装配并测量相关的几何精度,重新装配后的安装状态相较拆卸之前的安装状态势必会发生改变,修正的结果可能不适用新的安装状态。因此该过程会是一个反复装卸修正的过程,严重影响装配效率。
技术实现思路
1、本发明旨在至少解决现有技术或相关技术中存在的技术问题之一。
2、为此,本发明提供一种机床主轴安装孔的加工方法,包括:
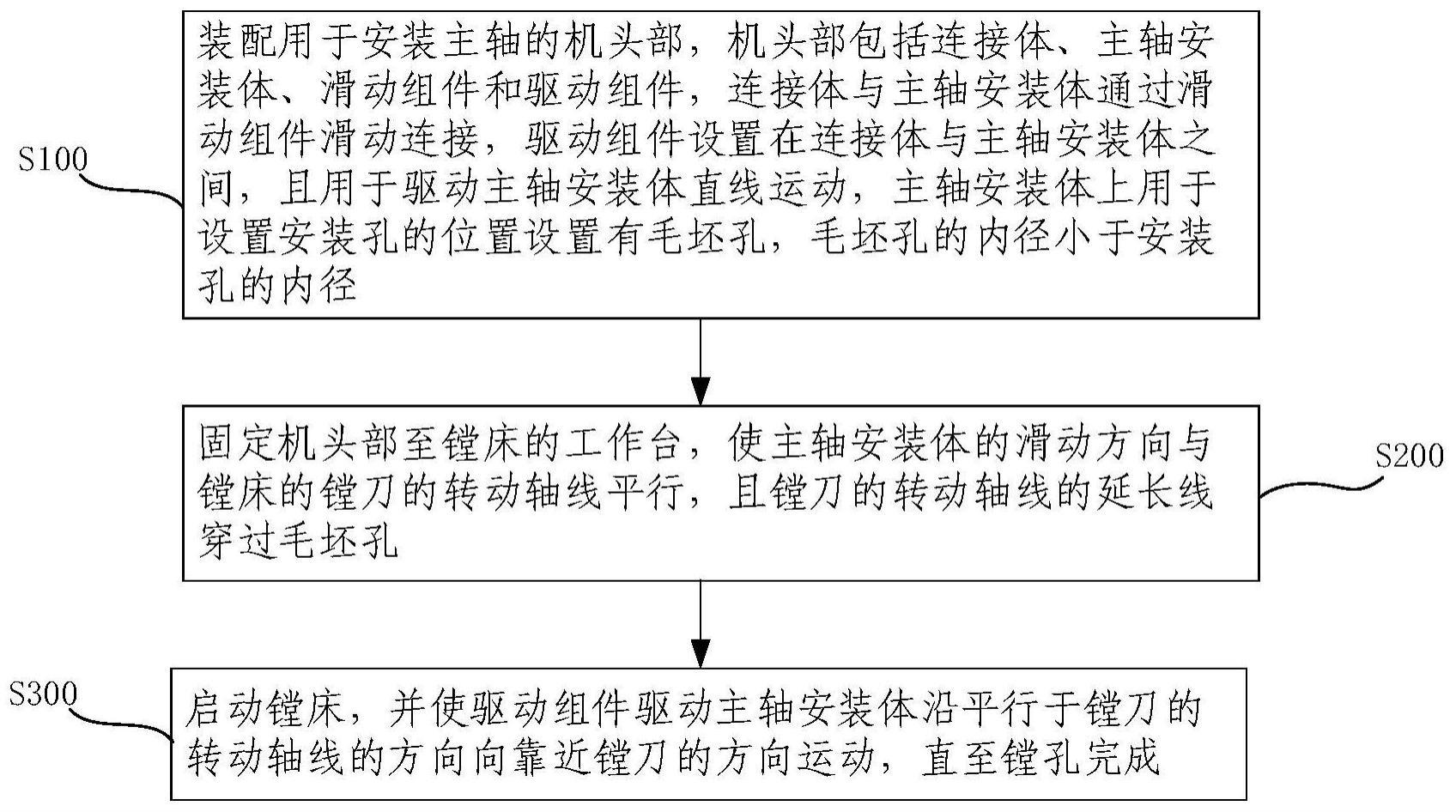
3、装配用于安装主轴的机头部,所述机头部包括连接体、主轴安装体、滑动组件和驱动组件,所述连接体与所述主轴安装体通过所述滑动组件滑动连接,所述驱动组件设置在所述连接体与所述主轴安装体之间,且用于驱动所述主轴安装体直线运动,所述主轴安装体上用于设置安装孔的位置设置有毛坯孔,所述毛坯孔的内径小于所述安装孔的内径;
4、固定所述机头部至镗床的工作台,使所述主轴安装体的滑动方向与所述镗床的镗刀的转动轴线平行,且所述镗刀的转动轴线的延长线穿过所述毛坯孔;
5、启动所述镗床,并使所述驱动组件驱动所述主轴安装体沿平行于所述镗刀的转动轴线的方向向靠近所述镗刀的方向运动,直至镗孔完成。
6、根据本发明提供的机床主轴安装孔的加工方法,所述装配用于安装主轴的机头部包括:
7、装配所述滑动组件至所述连接体与所述主轴安装体之间;
8、装配所述驱动组件至所述连接体与所述主轴安装体之间。
9、根据本发明提供的机床主轴安装孔的加工方法,所述装配所述滑动组件至所述连接体与所述主轴安装体之间后,还包括:
10、安装所述连接体至机床;
11、调试所述滑动组件,使所述主轴安装体的移动方向平行于所述机床的z轴。
12、根据本发明提供的机床主轴安装孔的加工方法,所述调试所述滑动组件,使所述主轴安装体的移动方向平行于所述机床的z轴,包括:
13、调试所述滑动组件,使所述主轴安装体的移动方向平行于所述机床的z-x平面;
14、调试所述滑动组件,使所述主轴安装体的移动方向平行于所述机床的z-y平面。
15、根据本发明提供的机床主轴安装孔的加工方法,所述滑动组件包括滑块和导轨,所述装配所述滑动组件至所述连接体与所述主轴安装体之间,包括:
16、装配所述滑块和所述导轨中的一者至所述连接体;
17、装配所述滑块和所述导轨中的另一者至所述主轴安装体;
18、装配所述滑块和所述导轨。
19、根据本发明提供的机床主轴安装孔的加工方法,所述驱动组件包括伺服电机和丝杠螺母副,所述装配所述驱动组件至所述连接体与所述主轴安装体之间包括:
20、装配所述伺服电机至所述连接体;
21、装配所述丝杠螺母副至所述连接体与所述主轴安装体之间,且所述丝杠螺母副的丝杠的一端与所述伺服电机传动连接,所述丝杠螺母副的转动轴线平行于所述导轨的轴线。
22、根据本发明提供的机床主轴安装孔的加工方法,所述固定所述机头部至镗床的工作台包括:
23、预固定所述连接体至所述镗床的工作台;
24、检验并调整所述连接体与所述镗床的工作台的相对位置,当所述主轴安装体的移动方向平行于所述镗床的镗刀的转动轴线时,固定所述连接体。
25、本发明还提供一种机床主轴的装配方法,包括:
26、使用如上所述的机床主轴安装孔的加工方法加工用于安装主轴的安装孔;
27、装配所述主轴至所述安装孔;
28、装配所述机头部至机床。
29、根据本发明提供的机床主轴的装配方法,所述装配所述机头部至机床包括:
30、预固定所述连接体至所述机床;
31、检验并调整所述连接体与所述机床的相对位置,当所述主轴的轴线平行于所述机床的z轴时,紧固所述连接体与所述机床。
32、根据本发明提供的机床主轴的装配方法,所述检验并调整所述连接体与所述机床的相对位置,包括:
33、检验并调整所述连接体,使所述主轴的轴线平行于z-y平面;
34、检验并调整所述连接体,使所述主轴的轴线平行于z-x平面。
35、本发明提供的机床主轴安装孔的加工方法,首先装配用于安装主轴的机头部,机头部包括连接体、主轴安装体、滑动组件和驱动组件。连接体和主轴安装体通过滑动组件滑动连接,驱动组件设置在连接体与主轴安装体之间,用于驱动主轴安装体沿直线运动。本发明中的主轴安装体在加工时,在用于设置安装孔的位置提前加工出毛坯孔,毛坯孔的内径小于最终的安装孔的内径,以留出加工余量。装配完成后,将机头部固定至镗床的工作台上,并且保证主轴安装体的移动方向与镗床的镗刀的转动轴线平行,并保证镗刀的转动轴线的延长线穿过毛坯孔。固定完成后,启动镗床,使镗刀转动,此时通过驱动组件驱动主轴安装体沿平行于镗刀的转动轴线的方向向靠近镗刀的方向运动,直至镗刀在主轴安装孔上镗孔完成。本发明提供的机床主轴安装孔的加工方法在机头部装配完成后再使用镗床对毛坯孔进行加工,最终加工出用于安装主轴的安装孔,如此可以有效矫正由于装配误差导致的安装孔的轴线倾斜的问题,避免多次拆装返修。
技术特征:
1.一种机床主轴安装孔的加工方法,其特征在于,包括:
2.根据权利要求1所述的机床主轴安装孔的加工方法,其特征在于,所述装配用于安装主轴的机头部包括:
3.根据权利要求2所述的机床主轴安装孔的加工方法,其特征在于,所述装配所述滑动组件至所述连接体(710)与所述主轴安装体(720)之间后,还包括:
4.根据权利要求3所述的机床主轴安装孔的加工方法,其特征在于,所述调试所述滑动组件,使所述主轴安装体(720)的移动方向平行于所述机床的z轴,包括:
5.根据权利要求2~4任一项所述的机床主轴安装孔的加工方法,其特征在于,所述滑动组件包括滑块(740)和导轨(730),所述装配所述滑动组件至所述连接体(710)与所述主轴安装体(720)之间,包括:
6.根据权利要求5所述的机床主轴安装孔的加工方法,其特征在于,所述驱动组件包括伺服电机和丝杠螺母副,所述装配所述驱动组件至所述连接体(710)与所述主轴安装体(720)之间包括:
7.根据权利要求1所述的机床主轴安装孔的加工方法,其特征在于,所述固定所述机头部至镗床的工作台包括:
8.一种机床主轴的装配方法,其特征在于,包括:
9.根据权利要求8所述的机床主轴的装配方法,其特征在于,所述装配所述机头部至机床包括:
10.根据权利要求9所述的机床主轴的装配方法,其特征在于,所述检验并调整所述连接体(710)与所述机床的相对位置,包括:
技术总结
本发明提供一种机床主轴安装孔的加工方法和机床主轴的装配方法,首先装配机头部,机头部包括连接体、主轴安装体、滑动组件和驱动组件,主轴安装体在加工时预先加工出毛坯孔,毛坯孔的内径小于安装孔的内径。然后将机头部固定至镗床上,使主轴安装体的移动方向与镗刀的转动轴线平行,并使镗刀的转动轴线的延长线穿过毛坯孔。启动镗床,使镗刀转动,通过驱动组件驱动主轴安装体沿平行于镗刀的转动轴线的方向向靠近镗刀的方向运动,直至镗刀在主轴安装体上镗孔完成。本发明提供的机床主轴安装孔的加工方法在机头部装配完成后再使用镗床在主轴安装体上加工出安装孔,如此可以有效矫正由于装配误差导致的安装孔的轴线倾斜的问题,避免多次拆装返修。
技术研发人员:徐彪,都学飞,李小秀,张震震
受保护的技术使用者:廊坊精雕数控机床制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!