选冲机构及选冲模具的制作方法
本发明属于冲压模具,具体涉及一种选冲机构及选冲模具。
背景技术:
1、在汽车钣金件冷成型的工艺中,冲压是不可或缺的成型工艺,根据钣金件成型的过程,需要使用包括落料、拉延、修边冲孔、整形等多种类的冲压模具。对于汽车本身来讲,为了更好的适应市场需求,同一个车型往往会设计多种版本,不同版本之间的外观或内部结构的区别均需要基于钣金结构的改进,生产的时候就需要对冲压模具进行调整。
2、调整的过程若涉及到对冲孔等结构的规格改进,一般会针对不同的版本多设计一套或多套模具,增加了模具开发、设计、制造、维护、保养、存放等成本,这与目前降本增效的生产目标背道而驰。在另一些处理方式中,将凹模和凸模设计成镶块,通过可拆卸连接的方式与凹模座或凸模座连接,当需要对应其他版本车型的生产时,替换凹模座或凸模座上的镶块实现与该版本的对应,但由于增加了拆装模具和调试模具的时间,导致生产周期延长,影响生产效率。
技术实现思路
1、本发明实施例提供一种选冲机构及选冲模具,旨在解决现有技术中存在的对于不同方案的冲压工艺来讲,只能通过增加模具工序数或手工更换镶块的方式实现模具的调整,难以对生产成本及生产周期进行优化的问题。
2、为实现上述目的,本发明采用的技术方案是:
3、第一方面,提供一种选冲机构,包括凸模连接单元、与所述凸模连接单元对应的凹模连接单元,以及能带动所述凸模连接单元和所述凹模连接单元沿调节路径移动的驱动单元,所述调节路径垂直于冲压路径;
4、所述凸模连接单元具有多个沿垂直于所述冲压路径的方向分布的凸模调节端,所述凸模调节端能带动对应的凸模沿冲压路径靠近或远离所述凹模连接单元;所述凹模连接单元具有多个与所述凸模调节端分别对应的凹模安装位。
5、结合第一方面,在一种可能的实现方式中,所述凸模连接单元还具有沿所述调节路径延伸的凸模限位通道,所述选冲机构还包括与所述凸模限位通道沿所述调节路径滑动适配的凸模单元限位件,所述凸模单元限位件与所述凸模限位通道配合,以在垂直于所述调节路径的方向上限制所述凸模连接单元的位移。
6、一些实施例中,所述凸模连接单元的具有两个所述凸模限位通道,两个所述凸模限位通道沿垂直于调节路径和冲压路径的方向分布于所述凸模连接单元的相对两侧,所述凸模单元限位件对应所述凸模限位通道设有两个。
7、结合第一方面,在一种可能的实现方式中,所述凹模连接单元还具有沿所述调节路径延伸的凹模限位通道,所述选冲机构还包括与所述凹模限位通道沿所述调节路径滑动适配的凹模单元限位件,所述凹模单元限位件与所述凹模限位通道配合,以在垂直于所述调节路径的方向上限制所述凹模连接单元的位移。
8、结合第一方面,在一种可能的实现方式中,所述选冲机构还包括定位单元,所述定位单元具有沿垂直于所述调节路径的方向伸缩的凸模定位端;所述凸模连接单元具有多个沿所述调节路径分布的凸模定位孔,所述凸模定位孔与所述凸模定位端插接适配。
9、结合第一方面,在一种可能的实现方式中,所述选冲机构还包括定位单元,所述定位单元具有沿垂直于所述调节路径的方向伸缩的凹模定位端;所述凹模连接单元具有多个沿所述调节路径分布的凹模定位孔,所述凹模定位孔与所述凹模定位端插接适配。
10、结合第一方面,在一种可能的实现方式中,所述凸模连接单元包括凸模主座体和多个沿垂直于所述冲压路径的方向分布的伸缩调节件,所述凸模主座体连接于所述驱动单元,所述伸缩调节件固定于所述凸模主座体,所述伸缩调节件形成所述凸模调节端。
11、结合第一方面,在一种可能的实现方式中,所述驱动单元包括凸模驱动件和凹模驱动件,所述凸模驱动件与所述凸模连接单元连接,所述凹模驱动件与所述凹模连接单元连接。
12、一些实施例中,所述凸模驱动件和所述凹模驱动件均为能沿所述调节路径伸缩的伸缩式驱动件,所述凸模驱动件和所述凹模驱动件的输出杆均具有伸缩连接端,所述凸模连接单元或所述凹模连接单元上均开设有连接孔,所述伸缩连接端与对应的所述连接孔固接。
13、本申请实施例所示的方案,与现有技术相比,凸模连接单元上的多个凸模调节端能分别安装凸模,凹模连接单元上的多个凹模安装位能分别安装凹模,这就使得选冲机构能同时具有多个不同规格的凸模和多个不同规格的凹模,若需要使用其中一种规格的凹模和凸模进行冲压作业,先通过驱动单元带动凸模连接单元和凹模连接单元沿调节路径移动到指定位置,随后通过凸模调节端带动指定的凸模沿冲压路径移动,直至与对应的凹模相距合适的距离,其余的凸模调节端则带动不需要使用的凸模远离凹模连接单元,避免在指定的凸模冲压的过程中与钣金件接触;冲压作业之前的调节过程结束后,凸模连接单元和/或凸模连接单元沿冲压路径移动,完成冲压作业。本申请的选冲机构能同时兼容多个规格的凸模和凹模的安装,使用时仅需将指定的凸模和凹模沿调节路径移动到指定位置,随后使各个凸模与对应的凹模之间保持合适的间距,即可在不拆装更换模具的前提下实现制件版本的切换,大大节省了规格切换的操作时间,提升了生产效率,同时也无需开发多套模具,有效节省了生产成本。
14、第二方面,本发明实施例还提供了一种选冲模具,包括凸模座、凹模座,以及上述的选冲机构,所述选冲机构中,凸模连接单元与所述凸模座沿所述调节路径滑动适配,凹模连接单元与所述凹模座沿所述调节路径滑动适配,所述驱动单元固定于所述凸模座和所述凹模座。
15、本申请实施例所示的方案,与现有技术相比,通过采用上述的选冲机构,实现对多个规格的凸模和凹模的安装同时兼容的效果,使用时仅需将指定的凸模和凹模沿调节路径移动到指定位置,随后使各个凸模与对应的凹模之间保持合适的间距,即可在不拆装更换模具的前提下实现制件版本的切换,大大节省了规格切换的操作时间,提升了生产效率,同时也无需开发多套模具,有效节省了生产成本。
技术特征:
1.一种选冲机构,其特征在于,包括凸模连接单元(1)、与所述凸模连接单元(1)对应的凹模连接单元(2),以及能带动所述凸模连接单元(1)和所述凹模连接单元(2)沿调节路径移动的驱动单元(3),所述调节路径垂直于冲压路径;
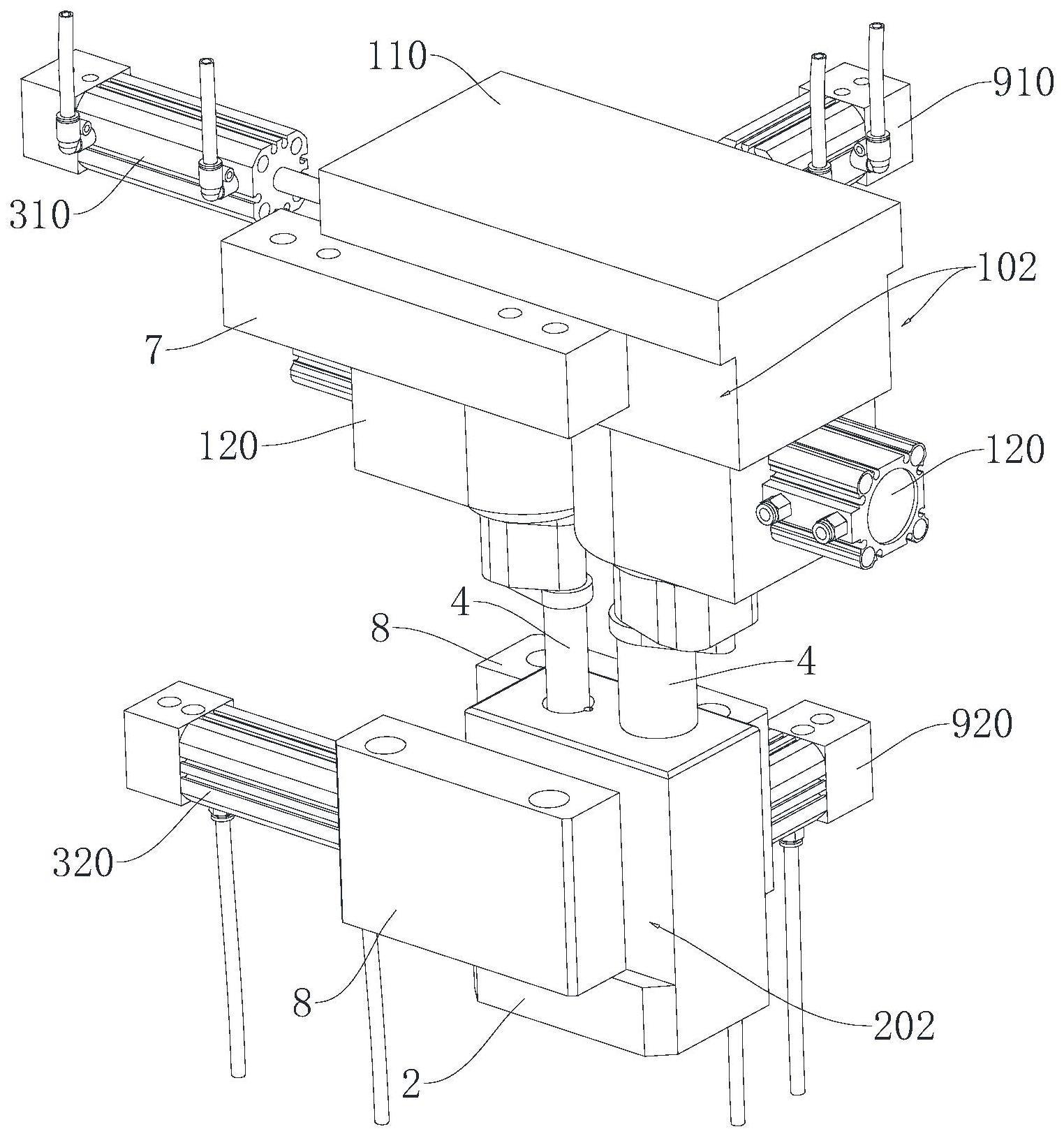
2.如权利要求1所述的选冲机构,其特征在于,所述凸模连接单元(1)还具有沿所述调节路径延伸的凸模限位通道(102),所述选冲机构还包括与所述凸模限位通道(102)沿所述调节路径滑动适配的凸模单元限位件(7),所述凸模单元限位件(7)与所述凸模限位通道(102)配合,以在垂直于所述调节路径的方向上限制所述凸模连接单元(1)的位移。
3.如权利要求2所述的选冲机构,其特征在于,所述凸模连接单元(1)的具有两个所述凸模限位通道(102),两个所述凸模限位通道(102)沿垂直于调节路径和冲压路径的方向分布于所述凸模连接单元(1)的相对两侧,所述凸模单元限位件(7)对应所述凸模限位通道(102)设有两个。
4.如权利要求1所述的选冲机构,其特征在于,所述凹模连接单元(2)还具有沿所述调节路径延伸的凹模限位通道(202),所述选冲机构还包括与所述凹模限位通道(202)沿所述调节路径滑动适配的凹模单元限位件(8),所述凹模单元限位件(8)与所述凹模限位通道(202)配合,以在垂直于所述调节路径的方向上限制所述凹模连接单元(2)的位移。
5.如权利要求1所述的选冲机构,其特征在于,所述选冲机构还包括定位单元(9),所述定位单元(9)具有沿垂直于所述调节路径的方向伸缩的凸模定位端;所述凸模连接单元(1)具有多个沿所述调节路径分布的凸模定位孔(103),所述凸模定位孔(103)与所述凸模定位端插接适配。
6.如权利要求1或5所述的选冲机构,其特征在于,所述选冲机构还包括定位单元(9),所述定位单元(9)具有沿垂直于所述调节路径的方向伸缩的凹模定位端;所述凹模连接单元具有多个沿所述调节路径分布的凹模定位孔(203),所述凹模定位孔(203)与所述凹模定位端插接适配。
7.如权利要求1所述的选冲机构,其特征在于,所述凸模连接单元(1)包括凸模主座体(110)和多个沿垂直于所述冲压路径的方向分布的伸缩调节件(120),所述凸模主座体(110)连接于所述驱动单元(3),所述伸缩调节件(120)固定于所述凸模主座体(110),所述伸缩调节件(120)形成所述凸模调节端(101)。
8.如权利要求1所述的选冲机构,其特征在于,所述驱动单元(3)包括凸模驱动件(310)和凹模驱动件(320),所述凸模驱动件(310)与所述凸模连接单元(1)连接,所述凹模驱动件(320)与所述凹模连接单元(2)连接。
9.如权利要求8所述的选冲机构,其特征在于,所述凸模驱动件(310)和所述凹模驱动件(320)均为能沿所述调节路径伸缩的伸缩式驱动件,所述凸模驱动件(310)和所述凹模驱动件(320)的输出杆(330)均具有伸缩连接端(3301),所述凸模连接单元(1)或所述凹模连接单元(2)上均开设有连接孔(10),所述伸缩连接端(3301)与对应的所述连接孔(10)固接。
10.一种选冲模具,其特征在于,包括凸模座、凹模座,以及如权利要求1-9中任意一项所述的选冲机构,所述选冲机构中,凸模连接单元(1)与所述凸模座沿所述调节路径滑动适配,凹模连接单元(2)与所述凹模座沿所述调节路径滑动适配。
技术总结
本发明提供了一种选冲机构及选冲模具,属于冲压模具技术领域,包凸模连接单元、与凸模连接单元对应的凹模连接单元,以及能带动凸模连接单元和凹模连接单元沿调节路径移动的驱动单元,调节路径垂直于冲压路径;凸模连接单元具有多个沿垂直于冲压路径的方向分布的凸模调节端,凸模调节端能带动对应的凸模沿冲压路径靠近或远离凹模连接单元;凹模连接单元具有多个与凸模调节端分别对应的凹模安装位,凹模安装位一一对应的连接有凹模。本发明能同时兼容多个规格的凸模和凹模的安装,可在不拆装更换模具的前提下实现制件版本的切换,大大节省了规格切换的操作时间,提升了生产效率,同时也无需开发多套模具,有效节省了生产成本。
技术研发人员:王海滨,马宝军,马文涛,杨丁丁,胡连碧,马波涛,耿明亮,窦铁勇,王才,李铁元,黄晓东,刘欣,张跃
受保护的技术使用者:长城汽车股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!