一种激光切割头的高速随动控制的方法与流程
本发明涉及的是数控领域,特别涉及一种激光切割头的高速随动控制的方法。
背景技术:
1、激光切割机是将从激光器发射出的激光,经光路系统,在激光切割头中聚焦成高功率密度的激光束,然后照射到工件表面,使工件达到熔点或沸点,同时与激光束同轴的高压气体将熔化或气化金属吹走,从而实现将工件切开的一种设备。
2、在激光切割过程中,为保证切板件能切穿和较好的切割质量,需要实时控制调整激光切割头的高度,保持切割头与工件表面之间的距离,这种控制方式称为随动控制。传统的随动控制方法通常是在激光切割机的z轴上附加u轴及其配套硬件装置作为执行机构,在数控系统中使用单独的随动控制程序来控制u轴运动从而调节激光切割头与工件的距离。这种方式会使激光切割头的结构过于复杂,使用寿命降低,而且由于u轴的行程限制,通常还需要z轴指令来辅助加工,从而降低了激光切割的加工效率。另外u轴随动控制算法通常采用位置式pid算法或增量式pid算法来控制u轴运动,为保证在切割高度定位时u轴不发生抖动,故u轴的随动响应无法调节得很快,无法满足高速激光切割的需求。
技术实现思路
1、鉴于上述问题,提出了本发明以便提供一种克服上述问题或者至少部分地解决上述问题的一种激光切割头的高速随动控制的方法。
2、为了解决上述技术问题,本技术实施例公开了如下技术方案:
3、一种激光切割头的高速随动控制的方法,包括:
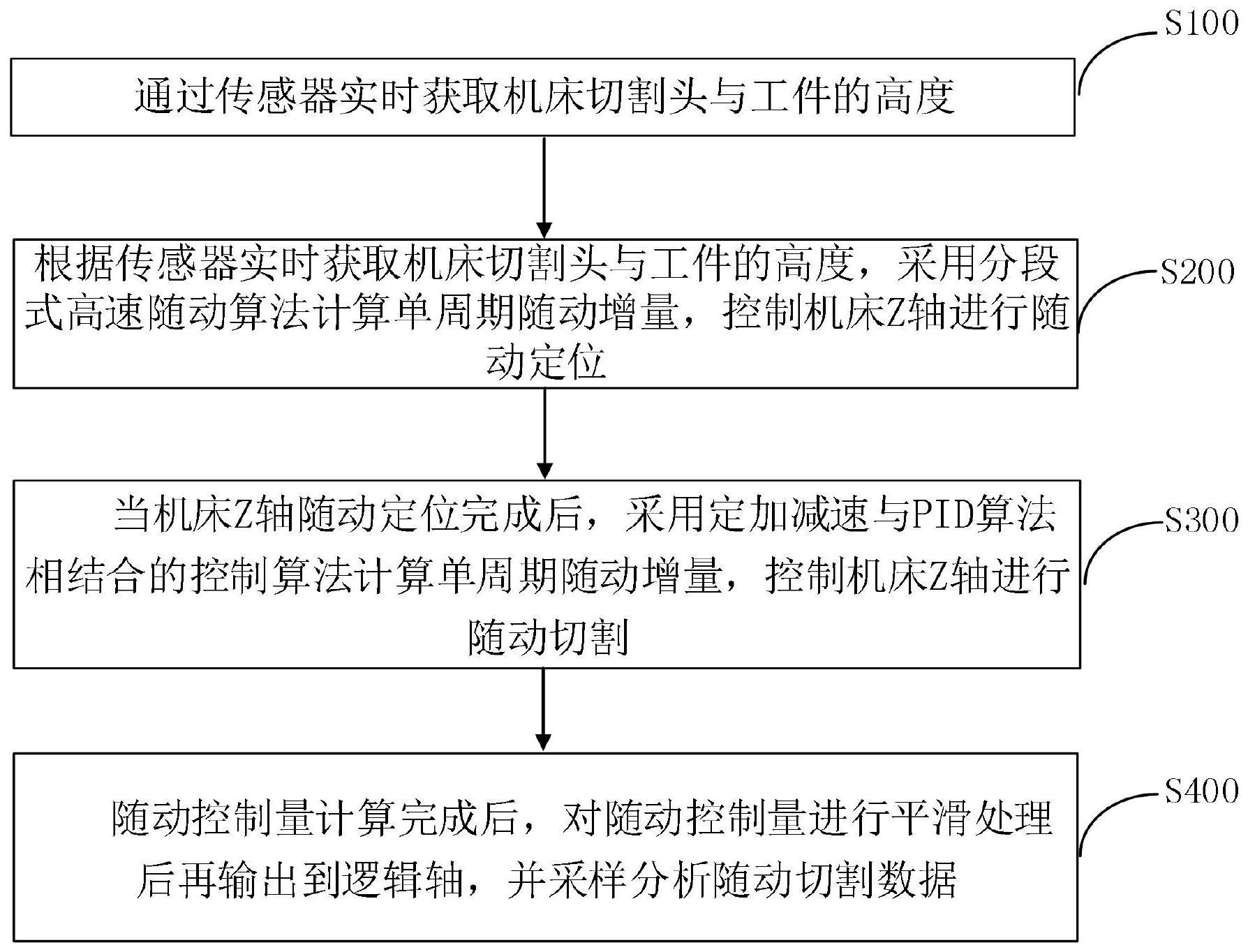
4、s100.通过传感器实时获取机床切割头与工件的高度;
5、s200.根据传感器实时获取机床切割头与工件的高度,采用分段式高速随动算法计算单周期随动增量,控制机床z轴进行随动定位;
6、s300.当机床z轴随动定位完成后,采用定加减速与pid算法相结合的控制算法计算单周期随动增量,控制机床z轴进行随动切割;
7、s400.随动控制量计算完成后,对随动控制量进行平滑处理后再输出到逻辑轴,并采样分析随动切割数据。
8、进一步地,s100中,传感器实时获取机床切割头与工件的高度的方法包括:通过位于机床切割头出光口的电容传感器实时测量喷嘴与工件之间的电压值,电压值经过io模块转换成数字量,然后通过数控系统总线输入到数控系统中,数控系统通过数据换算将数字量转换为测量高度d_measure。
9、进一步地,s200中,采用分段式高速随动算法计算单周期随动增量,控制机床z轴进行随动定位,具体包括:
10、判断当前周期内的测量高度d_measure大于或等于传感器的最大测量值d_max的大小,当当前周期内的测量高度d_measure大于或等于传感器的最大测量值d_max时,采用定加速方式控制z轴加速到设定的最大速度vmax,即当前周期速度v_c等于上一周期速度v_last加上加速度a;即:
11、v_c=v_last+a。
12、进一步地,s200中,采用分段式高速随动算法计算单周期随动增量,控制机床z轴进行随动定位,具体还包括:
13、当当前周期内的测量高度d_measure小于传感器的最大测量值d_max时,继续判断当前速度与设定的中间过渡速度v_m的大小,当当前速度大于设定的中间过渡速度v_m时,采用定减速方式控制z轴减速到设定的中间过渡速度;即:
14、v_c=v_max-a。
15、进一步地,s200中,采用分段式高速随动算法计算单周期随动增量,控制机床z轴进行随动定位,具体还包括:当当前周期内的测量高度d_measure小于传感器的最大测量值d_max时,继续判断当前速度与设定的中间过渡速度v_m的大小,当当前速度小于等于设定的中间过渡速度v_m时,采用增量时pid方式控制z轴调节高度,直到测量高度调节到设定的定位高度为止。
16、进一步地,采用增量时pid方式控制z轴调节高度,pid调节方式包括:
17、根据当前测量高度d_measure计算出当前高度误差d_cur_err,高度误差d_cur_err等于设定高度d_set减去当前测量高度d_measure;即:
18、d_cur_err=d_set-d_measure
19、通过当前误差和增量式pid算法可计算出pid调节时的实时速度v_c;
20、v_c=p*(d_cur_err-d_last_err)+i*d_cur_err+d*(d_cur_err+d_last_err2-d_last_err)
21、其中,d_last_err为上一周期的高度误差,d_last_err2为上上周期的高度误差,p为pid跟随比例系数,i为pid跟随积分系数,p为pid跟随微分系数。
22、进一步地,s300中,采用定加减速与pid算法相结合的控制算法计算单周期随动增量,控制机床z轴进行随动切割,具体包括:
23、采用增量式pid算法计算出当前周期随动增量,获取实时调节速度v_p,判断增量式pid算法计算出的速度v_p与设定的中间过渡速度v_m大小,当增量式pid算法计算出的速度v_p小于设定的中间过渡速度v_m且当前速度v_c小于设定的中间过渡速度v_m时,即测量高度与设定高度的误差在较小时,采用增量式pid算法控制z轴运动从而调节的高度。
24、进一步地,s300中,采用定加减速与pid算法相结合的控制算法计算单周期随动增量,控制机床z轴进行随动切割,具体还包括:
25、当增量式pid算法计算出的速度v_p大于设定的中间过渡速度v_m时,即测量高度与设定高度的误差在较大时,采用定加速的方式继续进行随动调节,调节方式如下:
26、v_c=v_last+a
27、当增量式pid算法计算出的速度小于设定的中间过渡速度v_m且当前速度v_c大于设定的中间过渡速度v_m时,采用定减速的方式继续进行随动调节,调节方式如下:
28、v_c=v_last-a。
29、进一步地,s300中,在增量式pid调节过程中,pid积分系数的调节根据实际切割速度自适应地实时调节,调节方式如下:
30、当速度小于设定的最大切割速度时,pid积分系数与速度v呈正比例关系,即:
31、i=k*v+b
32、当速度大于等于设定的最大切割速度时,pid积分系数等于设定的积分系数最大值imax,即:
33、i=imax。
34、进一步地,s400中,采用一种三阶均值平滑控制方法对随动控制量进行平滑处理,对速度进行平滑同时也能对加速度进行平滑。
35、本发明实施例提供的上述技术方案的有益效果至少包括:
36、本发明公开的一种激光切割头的高速随动控制的方法,包括:.通过传感器实时获取机床切割头与工件的高度;根据传感器实时获取机床切割头与工件的高度,采用分段式高速随动算法计算单周期随动增量,控制机床z轴进行随动定位;当机床z轴随动定位完成后,采用定加减速与pid算法相结合的控制算法计算单周期随动增量,控制机床z轴进行随动切割;随动控制量计算完成后,对随动控制量进行平滑处理后再输出到逻辑轴,并采样分析随动切割数据。
37、本发明通过随动定位控制、随动切割控制、自适应参数调节等设计直接控制z轴运动来满足激光切割头的高速随动切割需求,既能够保证随动高速定位的稳定,又能满足高速切割的随动响应。
38、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
- 还没有人留言评论。精彩留言会获得点赞!