一种高速线缆外被弯折摇摆机及方法与流程
本发明涉及线缆,特别是涉及一种高速线缆外被弯折摇摆机及方法。
背景技术:
1、现有4.0的高速线缆由于地线和中间的芯线直径差距不大且相对位置度也比较容易保证,制造过程中,无论使用uv镭射还是刀切挪移的方式,都比较容易剥离导体的外层结构,而且对导体的伤害不大,因此目前4.0的高速线缆通常是采用外镭射后手动弯折摇摆来达到拉伸uv镭射切口的目的。
2、但是目前高速线缆已经升级到5.0版本,5.0的高速线缆与4.0的高速线缆区别在于:两根地线被设计在铝箔层和最外侧的麦拉层之间,同时5.0高速线缆制造过程中,无法很好地固定地线的相对位置度,两根地线会分别围绕两根信号芯线做随机的旋转位置窜动,实际的高度尺寸会忽上忽下,幅度通常为±地线直径尺寸,因此无论使用刀切挪移或者uv镭射切割的方法都极易误切伤地线,造成品质不良的问题,同时位于两侧圆弧段的铝箔由于高度与铝箔上下平面有一定的高度差,镭射时轨迹走到该圆弧段时,由于激光的离焦效应,两侧的铝箔通常也不能被切开,因此存在采用改善后的uv镭射切割的方法后,没有弯折摇摆机适用于剥离5.0的高速线缆的问题。
3、在申请号为:201721901646.2,公开号为:cn207801356u的实用新型中公开了一种线缆剥皮工具,包括动力装置和切割装置,其仍存在不适用于剥离5.0的高速线缆外被的问题。
技术实现思路
1、基于此,针对上述问题,本发明提出了一种高速线缆外被弯折摇摆机及方法,其中包括一种高速线缆外被弯折摇摆机和一种高速线缆外被弯折方法,通过电机控制的高速线缆外被弯折摇摆机,解决了目前采用改善后的uv镭射切割的方法后,没有弯折摇摆机适用于剥离5.0的高速线缆的问题。
2、本发明的技术方案是:
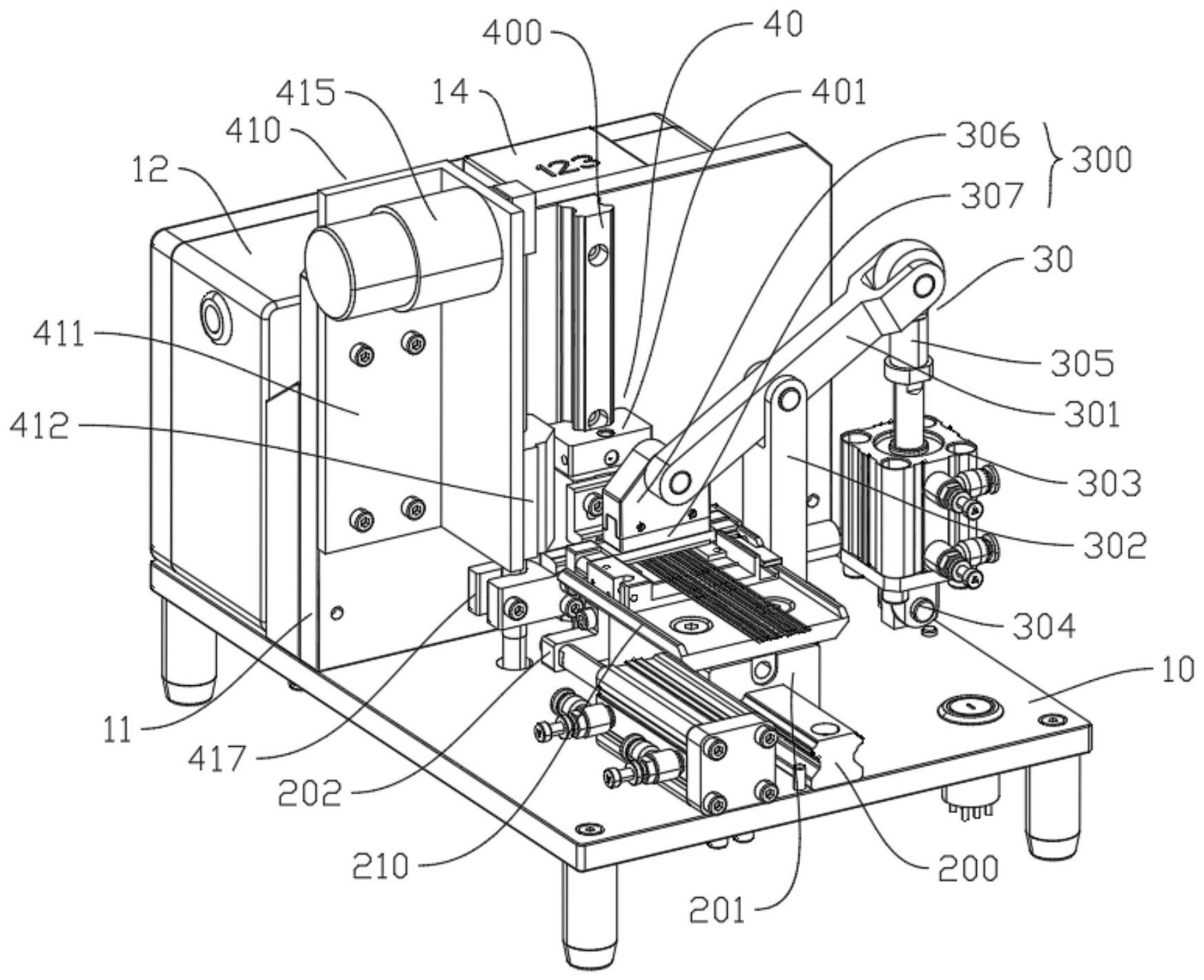
3、一种高速线缆外被弯折摇摆机,包括底座、送料机构、压紧机构和摇摆弯折机构,所述底座上设有安装板,所述送料机构设置在底座上,且位于安装板一侧,所述压紧机构设置在送料机构一侧,且与送料机构配合设置,所述摇摆弯折机构设置在安装板上,且与送料机构配合设置;
4、所述摇摆弯折机构包括竖直滑轨、竖直导向套、上弯折刀、下弯折刀和摇摆驱动结构,所述竖直滑轨竖直设置在安装板上,所述竖直导向套设置在竖直滑轨上且与竖直滑轨滑动连接,所述上弯折刀和下弯折刀设置在竖直导向套上,且所述上弯折刀位于下弯折刀上方,所述摇摆驱动结构与下弯折刀配合设置,且用于驱动竖直导向套在竖直滑轨上滑动;
5、所述摇摆驱动结构包括固定板、限位块、偏心轮、摇摆连杆和摇摆电机,所述固定板设置在安装板上,且位于竖直滑轨一侧,所述限位块设置在固定板一侧,所述摇摆连杆贯穿限位块,且与限位块滑动配合,所述摇摆连杆的上端设有连接块,所述连接块与偏心轮的输出轴连接,所述摇摆连杆下端贯穿底座,且与底座滑动配合,所述摇摆连杆上设有连接件,所述摇摆连杆与连接件固定连接,所述连接件用于连接摇摆连杆与下弯折刀,所述摇摆电机设置在固定板另一侧,且所述摇摆电机的输出端与偏心轮的偏心轴连接。
6、优选的是,所述送料机构包括水平滑轨、水平导向套、夹具安装台、排线夹具和送料气缸,所述水平滑轨设置在安装座上,且与摇摆弯折机构配合设置,所述水平导向套设置在水平滑轨上,且与所述水平滑轨滑动连接,所述夹具安装台设置在水平导向套上,所述排线夹具设置在夹具安装台上,所述送料气缸的输出端与水平导向套通过连接部连接,且用于驱动水平导向套在水平滑轨上滑动。
7、优选的是,所述夹具安装台包括固定台和移动台,所述固定台底部与水平导向套的顶部连接,所述移动台设置在固定台的顶部,所述移动台与固定台可拆卸连接且滑动配合,所述固定台上设有至少两个磁吸部,所述磁吸部设置在固定台上靠近摇摆弯折机构一侧,所述移动台可通过磁吸部与固定台相对固定。
8、优选的是,所述排线夹具包括上夹具和与上夹具配合设置的下夹具,所述移动台上设有安装槽,所述下夹具设置在安装槽内,所述移动台安装槽两侧分别设有铰接槽和卡接槽,所述上夹具一端安装在铰接槽内,且与铰接槽铰接,另一端卡入卡接槽,且与卡接槽卡接,所述移动台上卡接槽一端开有安装口,所述安装口内设有用于限位上夹具与卡接槽卡接一端的按压开关。
9、优选的是,所述压紧机构包括压块、杠杆、支架和压紧气缸,所述压紧气缸设置在底座上,所述支架设置在压紧气缸与送料机构之间,且设置在底座上,所述杠杆设置在支架上,且与支架转动连接,所述杠杆一端与压紧气缸的输出端转动连接,所述压块与杠杆另一端转动连接,所述压块与上夹具配合设置,用于使上夹具与下夹具夹紧线缆。
10、优选的是,所述底座上设有固定安装座,所述压紧气缸底部设有单耳环,所述单耳环与固定安装座连接。
11、优选的是,所述压紧气缸的输出端设有关节轴承,所述杠杆一端与关节轴承转动连接。
12、优选的是,所述底座上还设有电箱和感应开关,所述电箱位于安装板另一侧,所述感应开关设置在安装板与压紧机构之间,且配合设置在摇摆弯折机构一侧,所述电箱上设有计数器,所述计数器用于记载上弯折刀和下弯折刀的下刀次数,所述感应开关可感应上弯折刀和下弯折刀的下刀次数并与预设的次数对比,到达预设次数控制摇摆电机的停止。
13、优选的是,所述压块为双层结构,其中,位于下端的一层为弹性层,弹性层与上夹具的顶部接触,可在压紧气缸驱动下向下抵压上夹具,位于上端的为连接层,连接层与杠杆转动连接。
14、一种高速线缆外被弯折方法,使用上述一种高速线缆外被弯折摇摆机,步骤如下:
15、a:将移动台拆下,将线缆夹入排线夹具;
16、将移动台从固定台上拆下,然后依次将多根线缆整齐地夹入排线夹具;
17、b:根据线缆的规格,调整uv镭射的功率及镭射频率,切割线缆的铝箔层;
18、调整uv镭射的功率及镭射频率,在铝箔表面切出槽口,槽口深度大于铝箔厚度的1/2,无需完全切开铝箔层;
19、c:将移动台安装在固定台上;
20、将镭射后夹持有整齐排列线缆的移动台从固定台远离摇摆弯折机构的一端卡入固定台中,并将移动台推动到靠近摇摆弯折机构的一端,固定台上设置有磁吸部,可以通过磁吸部吸取移动台,使移动台在固定台上相对固定;
21、d:启动送料气缸,将排线夹具向前移动至工作位;
22、启动送料气缸,送料气缸驱动水平导向套在水平滑轨上移动,从而使得水平导向套上的夹具安装台移动,进而使得夹具安装台上的排线夹具移动至工作位,使线缆的前端位于上弯折刀和下弯折刀之间;
23、e:启动压紧气缸,压紧排线夹具;
24、启动压紧气缸,压紧气缸的输出端向上推动杠杆一端,杠杆另一端下压,从而使得压块压紧排线夹具,从而限制排线夹具垂直方向的运动;
25、f:启动摇摆电机,弯折拉伸线缆;
26、启动摇摆电机,摇摆电机的输出端带动偏心轮转动,偏心轮带动摇摆连杆上下运动,从而通过摇摆连杆带动竖直导向套在竖直滑轨上移动,进而带动上弯折刀和下弯折刀进行线缆的弯折拉伸;
27、g:当上弯折刀和下弯折刀的下刀次数到达预设次数时,关闭摇摆电机;
28、h:等待摇摆电机停转后,气动压紧气缸拉回杠杆,解除对排线夹具垂直方向的限制;
29、i:压紧气缸拉回到位后,送料气缸驱动水平导向套在水平滑轨上移动,从而使得水平导向套上的夹具安装台移动,进而使得夹具安装台和夹具安装台上的排线夹具移动至待机位后,流程结束。
30、与现有技术相比,本发明的有益效果是:
31、在使用时,启动摇摆电机,通过摇摆电机的输出端与偏心轮的偏心轴连接,使得摇摆电机驱动偏心轮开始转动;摇摆连杆通过连接块与偏心轮的输出轴连接,使得偏心轮的转动带动摇摆连杆上下移动;进而通过摇摆连杆带动竖直导向套在竖直滑轨上的滑动,从而实现上弯折刀和下弯折刀上下移动。
32、当线缆通过送料机构送至指定工位后,通过压紧机构压紧,然后摇摆弯折机构会通过摇摆驱动结构控制竖直导向套在竖直滑轨上来回滑动,从而使线缆在上弯折刀和下弯折刀之间不断进行弯折。
33、解决了目前采用改善后的uv镭射切割的方法后,没有弯折摇摆机适用于剥离5.0的高速线缆的问题。
- 还没有人留言评论。精彩留言会获得点赞!