落地式加工系统及其使用方法与流程
本技术涉及机械加工,尤其涉及一种落地式加工系统及其使用方法。
背景技术:
1、落地式机床是一种将大型工件固定在落地平台上进行机械加工的重型机床。落地式机床包括落地镗床、落地铣床和落地钻床等。
2、采棉机是一种技术复杂程度高的大型农机装备,其底盘结构件包括前桥和后桥,前桥和后桥均属于大型工件,需采用落地式机床分别进行加工,加工过程中需要在落地式机床上进行线上装夹,加工完成后再进行整体组焊,制成底盘。
3、然而,上述落地式机床,线上装夹耗时较长,占用了机床的有效工作时间,导致效率低下。
技术实现思路
1、本技术提供一种落地式加工系统及其使用方法,用于解决上述落地式机床,线上装夹耗时较长,占用了机床的有效工作时间,导致效率低下的问题。
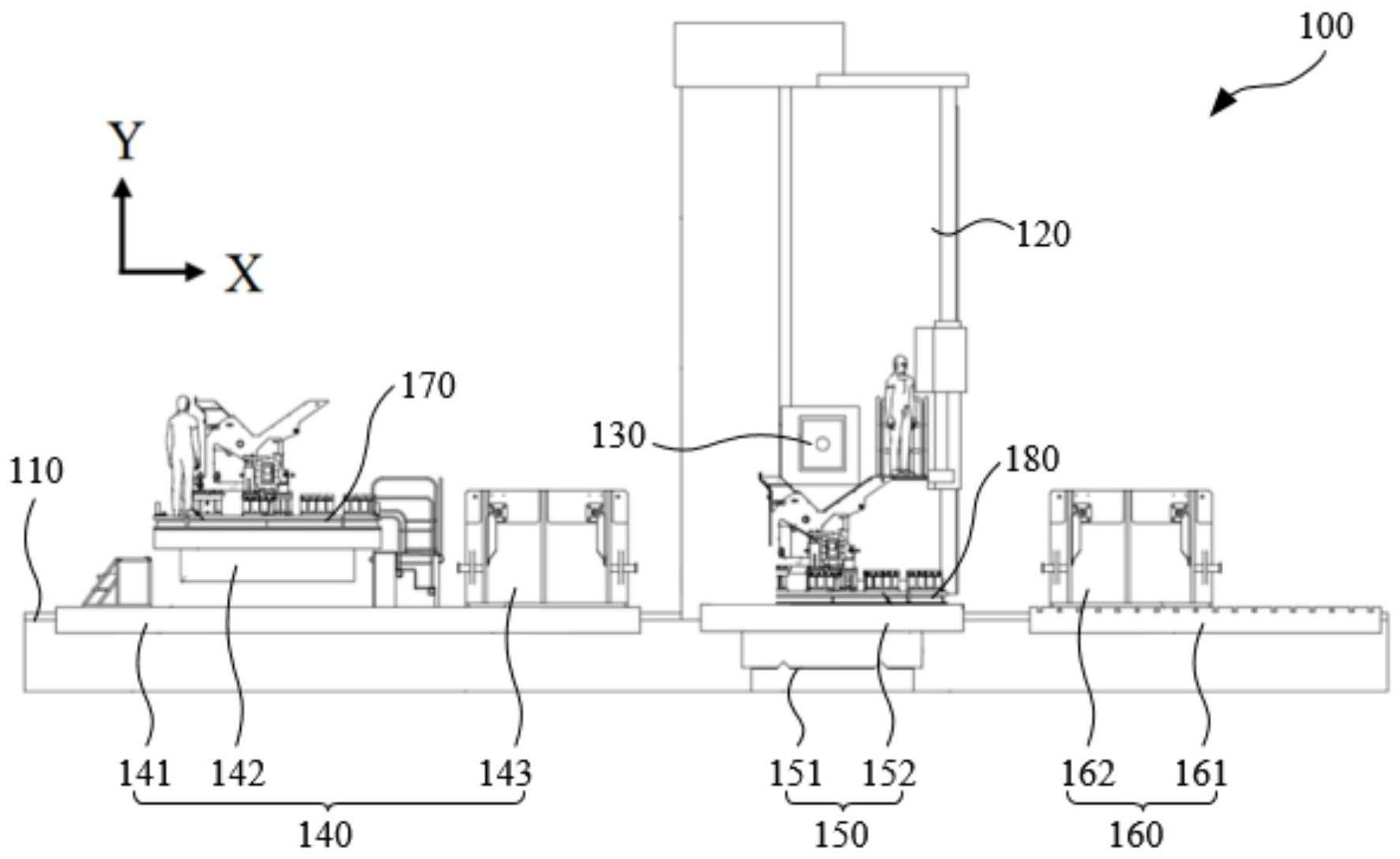
2、一方面,本技术提供一种落地式加工系统,其包括床身、立柱、主轴箱、第一工作台、第二工作台、第一工装基板和第二工装基板;
3、立柱可移动连接于床身,主轴箱设置于立柱的侧壁,主轴箱上设置有刀具,第一工作台和第二工作台靠近床身设置,立柱带动主轴箱在第一工作台和第二工作台之间移动;
4、第一工装基板可拆卸连接于第一工作台,第二工装基板可拆卸连接于第二工作台。
5、本技术提供的落地式加工系统,通过设置多个工作台和可移动的立柱,以便对多个工位进行加工,立柱上的刀具在其中一个工作台进行加工时,辅工可以在另一个工作台进行装夹,以减短或省去装夹等待时长,提高了落地刀具的有效工作时间,从而提高了生产效率;通过设置可拆卸更换的工装基板,以适配不同的工件,满足不同的加工需求,实现柔性生产。
6、具体的,落地式加工系统包括床身、立柱、主轴箱、第一工作台、第二工作台、第一工装基板和第二工装基板,其中,立柱可移动连接于床身,主轴箱设置于立柱的侧壁,主轴箱上设置有刀具,第一工作台和第二工作台靠近床身设置,立柱带动主轴箱在第一工作台和第二工作台之间移动,以便在第一工作台和第二工作台之间交替进行加工;第一工装基板可拆卸连接于第一工作台,第二工装基板可拆卸连接于第二工作台,第一工装基板和第二工装基板可以是同种基板,也可以是不同的基板,以便根据实际需求生产加工相同或不同的工件。
7、在一种可能的实现方式中,第一工装基板上设置有至少一个第一支撑件,第一支撑件用于支撑第一工件;第二工装基板上设置有至少一个第二支撑件,第二支撑件用于支撑第二工件。
8、在一种可能的实现方式中,第一工装基板上还设置有两个第一x方向定位件和两个第一z方向定位件,两个第一x方向定位件分别设置于第一工装基板z方向的两端,两个第一z方向定位件分别设置于第一工装基板x方向的两端;
9、第二工装基板上还设置有两个第二x方向定位件和两个第二z方向定位件,两个第二x方向定位件分别设置于第二工装基板z方向的两端,两个第二z方向定位件分别设置于第二工装基板x方向的两端;
10、其中,x方向和z方向具有夹角。
11、在一种可能的实现方式中,第一工装基板上还设置有至少一个第一x方向调整组件和至少一个第一z方向调整组件,第一x方向调整组件用于沿x方向调整第一工件,第一z方向调整组件用于沿z方向调整第一工件;
12、第二工装基板上还设置有至少一个第二x方向调整组件和至少一个第二z方向调整组件,第二x方向调整组件用于沿x方向调整第二工件,第二z方向调整组件用于沿z方向调整第二工件。
13、在一种可能的实现方式中,第一工装基板上还设置有z方向粗定位杆,z方向粗定位杆设置于第一x方向调整组件,z方向粗定位杆用于抵接第一工件的内侧加强板。
14、在一种可能的实现方式中,第一工装基板和第二工装基板上还分别设置有第一对刀块和第二对刀块。
15、在一种可能的实现方式中,第一工作台包括第一固定工作台和第一回转工作台,第一回转工作台可转动地设置于第一固定工作台,第一工装基板可拆卸连接于第一回转工作台;
16、第二工作台包括第二固定工作台和第二回转工作台,第二回转工作台可转动地设置于第二固定工作台,第二工装基板可拆卸连接于第二回转工作台。
17、在一种可能的实现方式中,还包括第三工作台,第三工作台靠近床身设置,第三工作台包括第三固定工作台和第一弯板工作台;
18、第一工作台上还设置有第二弯板工作台,第一回转工作台与第二弯板工作台之间具有间距。
19、在一种可能的实现方式中,床身上设置有导轨,导轨沿床身的长度方向延伸,立柱行走于导轨;沿床身的长度方向,第一工作台、第二工作台和第三工作台间隔设置于靠近床身的一侧,主轴箱设置于立柱朝向第一工作台和第二工作台的一侧。
20、另一方面,本技术还提供一种落地式加工系统的使用方法,应用于上述任一实现方式提供的落地式加工系统,该使用方法包括:
21、确定待加工的第一工件和第二工件的类型;
22、根据第一工件的类型,安装并调整第一工件;
23、移动立柱至靠近第一回转工作台,对第一工件进行加工,并且,根据第二工件的类型,安装并调整第二工件;
24、第一工件加工完成后,检验第一工件;
25、根据检验结果,对第一工件进行再次加工或结束加工;
26、第一工件结束加工后,移动立柱至靠近第二回转工作台,对第二工件进行加工,并且,根据第一工件的类型,安装并调整下一个加工制程的第一工件;
27、第二工件加工完成后,检验第二工件;
28、根据检验结果,对第二工件进行再次加工或结束加工;
29、循环执行上述第一工件和第二工件的安装、调整和加工步骤,直至完成第一预设数量的第一工件和第二预设数量的第二工件。
30、本技术提供的落地式加工系统的使用方法,可根据工件的类型,安装并调整工件,以适应多种工件的加工;可在加工工件的同时,对下一个待加工工件进行安装调整,如此,刀具不必再等待装夹,可提高刀具的有效工作时间,从而提高生产效率。
31、具体的,该使用方法包括:确定待加工的第一工件和第二工件的类型,以便根据类型选择不同的工装基板;根据第一工件的类型,安装并调整第一工件,以将第一工件的定位基准转换为第一工装基板上的基准;移动立柱至靠近第一回转工作台,对第一工件进行加工,具体可进行铣面、钻孔、铰孔等加工,以生产出所需工件;并且,根据第二工件的类型,安装并调整第二工件,以节约安装和调整第二工件的时间,提高生产效率;第一工件加工完成后,检验第一工件,确保加工尺寸合格;根据检验结果,对第一工件进行再次加工或结束加工,若检验尺寸偏小,可以纠正,则进行再次加工,若检验尺寸偏大,无法纠正,则结束加工,报废并回收该工件,若检验尺寸合格,则结束加工,获得所需工件;第一工件结束加工后,移动立柱至靠近第二回转工作台,对第二工件进行加工,以生产出所需工件;并且,根据第一工件的类型,安装并调整下一个加工制程的第一工件,以约安装和调整第一工件的时间,提高生产效率;第二工件加工完成后,检验第二工件;根据检验结果,对第二工件进行再次加工或结束加工,第二工件结束加工后,继续加工下一个第一工件,如此循环执行上述第一工件和第二工件的安装、调整和加工步骤,直至完成第一预设数量的第一工件和第二预设数量的第二工件。
32、在一种可能的实现方式中,首次加工第一工件时,根据第一工件的类型,安装并调整第一工件,包括:
33、根据第一工件的类型,选择对应的第一工装基板,并将第一工装基板安装至第一回转工作台;
34、在第一工装基板上设置第一支撑件;
35、将第一工件安装至第一工装基板;
36、通过第一支撑件、第一x方向调整组件和第一z方向调整组件调整第一工件位置,调整后压紧第一工件;
37、再次加工同类型的第一工件时,根据第一工件的类型,安装并调整第一工件,包括:
38、根据第一工件的类型,将第一工件安装至第一工装基板;
39、通过第一支撑件、第一x方向调整组件和第一z方向调整组件调整第一工件位置,调整后压紧第一工件。
40、在一种可能的实现方式中,首次加工第二工件时,根据第二工件的类型,安装并调整第二工件,包括:
41、根据第二工件的类型,选择对应的第二工装基板,并将第二工装基板安装至第二回转工作台;
42、在第二工装基板上设置第二支撑件;
43、将第二工件安装至第二工装基板;
44、通过第二支撑件、第二x方向调整组件和第二z方向调整组件调整第二工件位置,调整后压紧第二工件;
45、再次加工同类型的第二工件时,根据第二工件的类型,安装并调整第二工件,包括:
46、根据第二工件的类型,将第二工件安装至第二工装基板;
47、通过第二支撑件、第二x方向调整组件和第二z方向调整组件调整第二工件位置,调整后压紧第二工件。
48、在一种可能的实现方式中,首次加工第一工件前,还包括:通过第一对刀块找正刀具;
49、首次加工第二工件前,还包括:通过第二对刀块找正刀具。
50、本技术的构造以及它的其他发明目的及有益效果将会通过结合附图而对优选实施例的描述而更加明显易懂。
- 还没有人留言评论。精彩留言会获得点赞!