一种小尺寸钛合金零件大批量合模制造模具及方法与流程
本发明涉及一种小尺寸钛合金零件大批量合模制造模具结构及工艺方法,属于零部件加工领域。
背景技术:
1、由于钛合金在力学性能上具有屈强比高、弹性模量小等特点,成形上表现为变形范围窄、易开裂、回弹大和尺寸精度难以保证。为克服上述钛合金成形难点,一般需将其加热到较高的温度进行成形,因此大批量的钛合金零件若采用单件加工,模具升温及降温时间长,工作效率低下,且小尺寸的钛合金零件在热状态下定位困难。
技术实现思路
1、本发明的目的是提供一种小尺寸钛合金零件大批量合模制造模具,实现在一套工装上通过一次升温降温过程,完成多个小尺寸钛合金零件的成形。
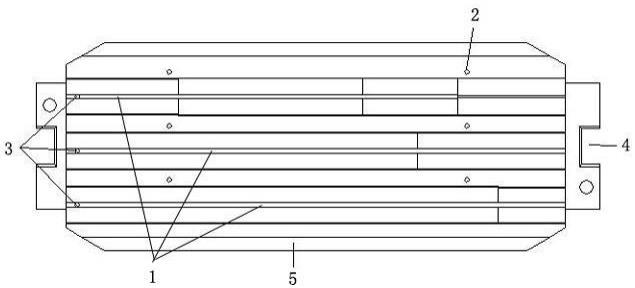
2、为了实现上述目的,本发明采用如下技术方案:一种小尺寸钛合金零件大批量合模制造模具,所述模具包括上模、下模;在上模、下模的相对两侧均设置有压板槽,以便热成形机上的压板压紧从而装夹在机床上;在上模的另外两侧设置有导向板;在下模的另外两侧设置有导向槽;导向板与导向槽位置相对,当上模、下模合模后,导向板插入到导向槽内;上模、下模合模后的热成形型面用于成型零件毛坯,零件毛坯为多个小尺寸钛合金零件拟合后的一个零件。
3、优选的,下模上的热成形型面为多个;热成形型面并排分布。
4、优选的,在下模上设置有定位挡销,定位挡销位于热成形型面侧面,用于定位零件毛坯放置位置;在上模上设置有让开孔,让开孔与定位挡销对应。
5、优选的,每个零件毛坯设置两个定位挡销,定位挡销位于热成形型面的同一侧,且沿热成形型面的长度方向分布。
6、优选的,在下模上设置有切割基准点,用于零件毛坯热成形后单个小尺寸钛合金零件的切割;在上模上设置有与切割基准点对应的让开孔。
7、本发明的另一个目的是提供一种小尺寸钛合金零件大批量合模制造方法,采用如上所述的模具,包括以下步骤:
8、步骤一、将结构类似的多个小尺寸钛合金零件拟合成一个零件毛坯;
9、步骤二、将拟合后的零件毛坯视为一个零件进行热成形;
10、步骤三、热成形完成后,采用拟合后的零件数据集在设备上按照数控切割程序进行外形切割,则可在一个拟合后的零件上切割出多个小尺寸钛合金零件。
11、优选的,步骤二中,热成形过程包括以下步骤:
12、(1)将下模固定在热成形机床平台上,将上模固定在热成形机的升降面上;
13、(2)上模、下模合起升温,待模具升温到钛合金零件所需的温度后,开启热成形机床炉门,上模升起,把零件放入下模中;
14、(3)零件放置到位后关闭机床炉门,待模具重新升温到所需温度时上模下压,上模、下模合模;
15、(4)合模完成后保压至零件热成形完成,取出零件即可。
16、与现有技术相比,本发明具有如下优点:
17、1、一次性成形多个零件,并降低了模具热成形过程升温降温时间和成本,提高了工作效率;
18、2、多个零件合模制造后在冷状态下精确切割零件外形,比在热状态下定位精度高,提高了零件成形质量。
技术特征:
1.一种小尺寸钛合金零件大批量合模制造模具,其特征在于:所述模具包括上模、下模;在上模、下模的相对两侧均设置有压板槽,以便热成形机上的压板压紧从而装夹在机床上;在上模的另外两侧设置有导向板;在下模的另外两侧设置有导向槽;导向板与导向槽位置相对,当上模、下模合模后,导向板插入到导向槽内;上模、下模合模后的热成形型面用于成型零件毛坯,零件毛坯为多个小尺寸钛合金零件拟合后的一个零件。
2.根据权利要求1所述的小尺寸钛合金零件大批量合模制造模具,其特征在于:下模上的热成形型面为多个;热成形型面并排分布。
3.根据权利要求1或2所述的小尺寸钛合金零件大批量合模制造模具,其特征在于:在下模上设置有定位挡销,定位挡销位于热成形型面侧面,用于定位零件毛坯放置位置;在上模上设置有让开孔,让开孔与定位挡销对应。
4.根据权利要求3所述的小尺寸钛合金零件大批量合模制造模具,其特征在于:每个零件毛坯设置两个定位挡销,定位挡销位于热成形型面的同一侧,且沿热成形型面的长度方向分布。
5.根据权利要求1或2所述的小尺寸钛合金零件大批量合模制造模具,其特征在于:在下模上设置有切割基准点,用于零件毛坯热成形后单个小尺寸钛合金零件的切割;在上模上设置有与切割基准点对应的让开孔。
6.一种小尺寸钛合金零件大批量合模制造方法,其特征在于:采用如权利要求1-5中任一权利要求所述的模具。
7.根据权利要求6所述的小尺寸钛合金零件大批量合模制造方法,其特征在于,包括以下步骤:
8.根据权利要求7所述的小尺寸钛合金零件大批量合模制造方法,其特征在于,步骤二中,热成形过程包括以下步骤:
技术总结
本发明涉及一种小尺寸钛合金零件大批量合模制造模具结构及工艺方法,属于零部件加工领域。一种小尺寸钛合金零件大批量合模制造模具及方法,所述模具包括上模、下模;在上模、下模的相对两侧均设置有压板槽,以便热成形机上的压板压紧从而装夹在机床上;在上模的另外两侧设置有导向板;在下模的另外两侧设置有导向槽;导向板与导向槽位置相对,当上模、下模合模后,导向板插入到导向槽内;上模、下模合模后的热成形型面用于成型零件毛坯,零件毛坯为多个小尺寸钛合金零件拟合后的一个零件。本发明具有如下优点:1、一次性成形多个零件,提高了工作效率;2、多个零件合模制造后在冷状态下精确切割零件外形,提高了零件成形质量。
技术研发人员:万丹,汪洋华,束飞,张冬兵,尹恩贝,王丙杰,张允佟,拓建峰,龚思恒,陈朋举
受保护的技术使用者:江西洪都航空工业集团有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!